Изобретение относится к обработке материалов резанием и может быть использовано для разделения заготовок, материалов.
Целью изобретения является сокращение расхода обрабатьшаемого материала за счет уменьшения ширины пропила и улучшения подвода СОЖ в зону резания.
Предлагаемый круг состоит из тонкого металлического полотна, режущая кромка которого содержит закрепленные в специальной связке абразивные частицы, нанесенные по краю полотна, с канавками на боковой поверхности под углом к касательной к режущей кромке. Наклон канавок делается в разные стороны на обеих сторонах режущего инструмента на одинаковый угол, причем в месте их совпадения торцовая часть режущей поверхности отсутствует. Канавки на одной боковой поверхности выполняются в виде спирали Архимеда;с центром, совпадающим с центрам круга, а на другой боковой поверхности с центром, расположенным симметрично относительно касательной к режущей поверхности круга. Канавки на боковой поверхности режущей кромки имеют ширину 1-3 мм, глубину Oj085-0,l5 мм, а полые места на торцовой части режу-- щей. кромки, располагаются на расстоянии 5-15 км.
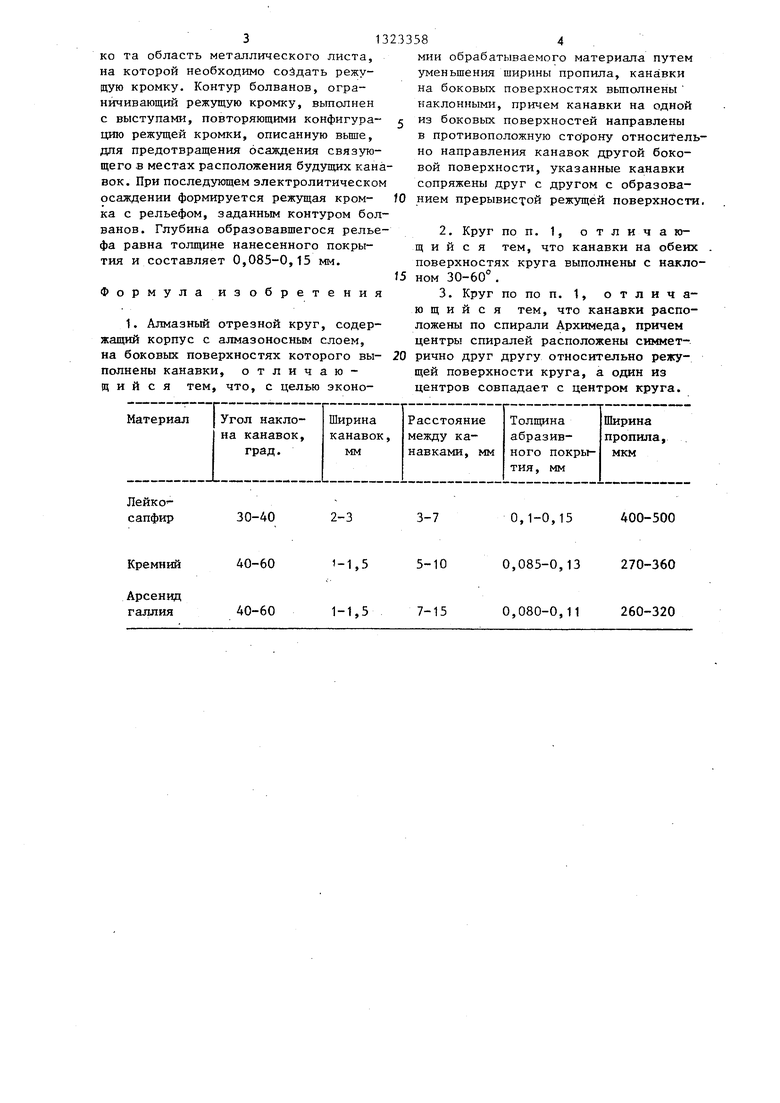
На фиг. 1 показана конструкция режуп1;ей поверхности круга; на фиг. 2 конструкция канавки.
Канавка выполнена в виде спирали Арх1адеда по функции R (0,0130,06)D0, что обеспечивает угол накло-40 соответственно. Дальнейшее изменение
этих размеров ухудшает эффективность подачи СОЖ. Для увеличения объема протекающей СОЖ угол наклона доводится до ЗЗ-бО С. При дальнейшем его 45 увеличении перепад давления на разных сторонах диска становится мал для э4)фективной прокачки СОЖ. Результаты изменения параметров режущей части в зависимости от обрабатьгоае- 50 мых материалов приведены в таблице.
Способ изготовления предлагаемого устрсйства заключается в следующем.
Тонкое металлическое полотно 55 режущего инструмента зажимается между двумя болванами, выполненньми из полиметилметакрилата, таким образом, чтобы нeзaш ццeннoй оставалось тольна канавок по отношению к касательной к торцовой поверхности режущей кромки 30-60 ; 0 - угол для построения спирали, R - текущий радиус спирали. Для ширины режущей кромки менее 4 мм канавки целесообразно выполнять прямые, однако с увеличением ширины кромки более 4 мм эффективность прокачки существенно возрастает с использованием канавок, выполненных в виде спирали Архимеда,
Алмазный отрезной круг устанавливается на барабан шпинделя и натягивается для -обеспечения жесткости полотна,
На режущей поверхности круга. 1, ,расположенной на корпусе 2, выполнены канавки 3 шириной b с расстоя
нием 1 между канавками и углом наклона об.
При резании твердых материалов наклонные канавки 3 вьтолняют функцию центробежного насоса, прокачивающего смазывающе-охлаждающую жидкость через сообщакяциеся канавки 3 и режущую поверхность круга 1, что позволяет ултучшить подвод СОЖ и вывод шлама из зоны резания. Одновременно становится возможным уменьшение толщины абразивного покрытия до 0,085 мм и ширины пропила до 270 мкм.
Основные параметры заявляемой режущей,кромки определяются условиями резания. Так угол наклона определяет- ся твердостью разрезаемого материала. С увеличением твердости требует- ся увеличить перепад давления на разных сторонах диска для усиления протока СОЖ. Для этого угол наклона канавок выбирается минимальным - 30-40. , наибольшая ширина 2-3 мм и наименьшее расстояние между канавками 3-7 мм. Дальнейшее уменьшение угла наклона канавок приводит к уменьшению механической прочности режущей поверхности круга, увеличение ширины
канавок более 3 мм, а уменьшение расстояния между ними менее 5 мм - к уменьшению режущей поверхности круга. При резке более пластичных кристаллов, например GaAs, рабочая поверхность меньше засаливается, что позволяет увеличить поверхность режущей поверхности, увеличивая расстояние между канавками и уменьшая ширину канавок до 7-15 мм и 1-1,5 мм.
ко та область металлического листа, на которой необходимо создать режу- дую кромку. Контур болванов, ограничивающий режущую кромку, выполнен с выступами, повторяющими конфигурацию режущей кромки, описанную вьше, дпя предотвращения осаждения связующего в местах расположения будущих канавок. При последующем электролитическом
осаждении формируется режущая кром- 10 нием прерывистой режущей поверхности, ка с рельефом, заданным контуром болванов. Глубина образовавшегося рельефа равна толщине нанесенного покры2.Круг по п. 1, отличающийся тем, что канавки на обеих поверхностях круга выполнены с наклотия и составляет 0,085-0,15 мм. Формула изобретения
1. Алмазный отрезной круг, содержащий корпус с алмазоносным слоем, на боковых поверхностях которого выполнены канавки, отличающийся тем, что, с целью эконоЛейко -сапфир
30-40
2-3
40-60
40-60
1-1,5
1-1,5
мии обрабатываемого материала путем уменьшения ширины пропила, канавки на боковых поверхностях вьтолнены наклонными, причем канавки на одной из боковых поверхностей направлены в противоположную сто рону относительно направления канавок другой боковой поверхности, указанные канавки сопряжены друг с другом с образова10 нием прерывистой режущей поверхности
2.Круг по п. 1, отличающийся тем, что канавки на обеих поверхностях круга выполнены с накло15 ном 30-60°.
3.Круг по по п. 1, отличающийся тем, что канавки расположены по спирали Архимеда, причем центры спиралей расположены симмет20 рично друг другу относительно режущей поверхности круга, а один из центров совпадает с центром круга.
3-7
0,1-0,15
400-500
5-10
0,085-0,13
270-360
7-15
0,080-0,11
260-320
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| Алмазный отрезной круг | 1985 |
|
SU1333558A1 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| СТОЙКИЙ ОСЦИЛЛИРУЮЩИЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2279967C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ АЛМАЗНО-АБРАЗИВНОЙ РЕЗКИ | 2005 |
|
RU2278015C1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| Алмазный отрезной круг | 1990 |
|
SU1770135A1 |
Изобретение относится к области обработки материалов резанием и позволяет сократить расход обрабатываемого материала за счет уменьшения ширины пропила. Для этого в отрезном круге, содержащем корпус 2 с алмазоносным слоем 1, вьтолнены канавки 3, которые расположены на боковых поверхностях указанного слоя 1, Канавки 3 на одной из боковых поверхностей направлены в противоположную сторону относительно направления канавок другой боковой поверхности и сопряжены друг с другом с образованием ррерывистой режущей поверхности. Канавки также могут быть расположены по спирали Архимеда. Центры спиралей расположены симметрично друг другу относительно режущей поверхности круга, а один из центров совпадает с центром круга. Наклонные канавки 3 вьтолняют функцию центробежного насоса, что позволяет улучшить подвод СОЖ и вывод шлама из зоны резания при одновременном уменьшении ширины пропила. 2 э.п. ф-лы, 2 ил., 1 табл. « сл :о чэ :AD DO СП 00 Фиг1
Редактор Л.Повхан
Составитель Т.Никонорова Техред А.Кравчук
Заказ 2913/19Тираж,715 - Подписное
ВИИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Демчик
| АЗНЫЙ ОТРЕЗНОЙ КРУГ ГОДОВСКОГОВСЕСОЮЗНАЯ"AT:iiTHa-TCX;^:i^E?«AfiL'--i&.fS>&1orEHA | 0 |
|
SU306011A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
