Изобретение относится к области обработки металлов резанием и может быть использовано для формообразования высокоточных радиальных торцевых канавок на деталях турбины газотурбинного двигателя (ГТД) на профилешлифовальных станках с числовым программным управлением (ЧПУ).
Известен аналог, заключающийся в способе обработки радиальных торцевых канавок РТ на лопатках турбины ГТД на токарно-лобовых и токарно-карусельных станках, при котором обрабатываемые детали собираются в технологическое лопаточное колесо, имитирующее реальное колесо турбины (Полетаев В.А., Цветков Е.В., Волков Д.И. Автоматизированное производство лопаток ГТД. М.: Инновационное машиностроение, 2016 г., с. 25-31).
Сущность способа заключается в том, что обработка осуществляется в специальной оснастке, имитирующей положение радиальных торцевых лопаток или секторов в рабочем или статорном колесах. Обрабатывается одновременно весь комплект. Движение формообразования относительно режущего инструмента осуществляется за счет вращения собранного технологического лопаточного колеса вокруг теоретической оси ротора ГТД.
Недостатком известного способа является то, что ведется обработка всего комплекта, то есть всех деталей в составе технологического колеса. Невозможно обработать неполный комплект деталей. При этом требуется сложное, дорогостоящее приспособление для установки и закрепления деталей. Перед обработкой выполняется трудоемкая выверка положения деталей в приспособлении.
Наиболее близким аналогом к заявляемому изобретению по технической сущности и достигаемому техническому результату, принятому за прототип, является способ обработки радиальной торцевой канавки на детали турбины ГТД на профилешлифовальном станке с ЧПУ, включающий обработку последовательно вогнутой и выпуклой стенок канавки специальными профильными шлифовальными кругами из сверхтвердого материала (Полетаев В.А., Цветков Е.В., Волков Д.И. Автоматизированное производство лопаток ГТД. М.: Инновационное машиностроение, 2016 г., с. 92-98). При этом профиль круга определяется образующей линией контакта между инструментом и обрабатываемой поверхностью при резании. В ходе обработки движение инструмента по радиусу относительно детали осуществляется их одновременным перемещением относительно друг друга по трем линейным координатам и поворотом вокруг оси параллельной оси вращения детали с возможностью дискретного наклона детали к оси специального профильного шлифовального круга. Одновременно может обрабатываться одна или более деталей.
Недостатком известного способа является то, что используются насадные круги из сверхтвердого материала (СТМ) диаметром свыше 100 мм, устанавливаемые на специальные шлифовальные оправки. При увеличении диаметра шлифовальных кругов из СТМ, используемых при обработке радиальной торцевой канавки, увеличивается зона контакта между режущим инструментом и обрабатываемой поверхностью. При этом ухудшается подвод смазочно-охлаждающей жидкости в зону резания и вывод стружки из нее. Возрастает риск появления дефектов в виде трещин и прижогов в случае интенсификации режимов резания. При уменьшении диаметра вогнутой стенки канавки и увеличении ее высоты необходимо уменьшать диаметр шлифовального круга, используемого при обработке стенки, или увеличивать наклон круга в противоположную от обрабатываемой поверхности сторону. В ряде случаев это приводит к невозможности выполнения операции шлифования канавки, если при заданных геометрических параметрах канавки расчетный диаметр шлифовального круга получился меньше 100 мм или вогнутая стенка канавки сочетается с очень высокой выпуклой стенкой, которая будет подрезаться. Изменение геометрических параметров РТК с цилиндрическими стенками (высота или диаметр), как правило, требует изменение геометрии шлифовальных кругов из СТМ, так как при использовании кругов с одинаковыми геометрическими параметрами диаметром свыше 100 мм сложно обеспечить отсутствие «зарезов» на стенках РТК или других поверхностях детали.
Технической задачей заявленного изобретения является исключение дефектов в виде трещин и прижогов на деталях в процессе обработки, повышение качества обрабатываемых поверхностей радиальных торцевых канавок, увеличение выхода годных деталей.
Технический результат достигается тем, что способ обработки радиальной торцевой канавки на детали газотурбинного двигателя, заключающийся в том, что устанавливают деталь на профилешлифовальном станке с числовым программным управлением, на этапе чистовой обработки последовательно обрабатывают вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом из сверхтвердого материала, согласно изобретению по первому варианту дополнительно осуществляют этап черновой обработки перед этапом чистовой обработки, а именно прорезают радиальную торцевую канавку в детали армированным отрезным кругом, далее последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм, по второму варианту, последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10...50 мм.
В предлагаемом изобретении в отличие от ближайшего аналога (прототипа) по первому варианту, дополнительно осуществляют этап черновой обработки перед этапом чистовой обработки, а именно прорезают радиальную торцевую канавку в детали армированным отрезным кругом, далее последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм, что приводит к исключению дефектов в виде трещин и прижогов на деталях, повышает качество обрабатываемых поверхностей радиальных торцевых канавок, увеличивает выход годных деталей. При использовании предлагаемого способа по первому варианту возможно шлифование РТК с геометрическими параметрами (вогнутая стенка сочетается с очень высокой выпуклой стенкой или глубокие канавки меньшей ширины), при которых ранее обработка шлифовальными кругами из СТМ не выполнялась. При обработке РТК с цилиндрическими стенками разного диаметра и глубины могут быть использованы шлифовальные круги из СТМ с одинаковыми геометрическими параметрами.
В предлагаемом изобретении в отличие от ближайшего аналога (прототипа) по второму варианту последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм, что приводит к исключению дефектов в виде трещин и прижогов на деталях, повышает качество обрабатываемых поверхностей радиальных торцевых канавок, увеличивает выход годных деталей. Используется предлагаемый способ по второму варианту, если высокоточные радиальные торцевые канавки предварительно сформированы в заготовке с гарантированным припуском по обрабатываемым поверхностям. Возможно шлифование РТК с геометрическими параметрами (вогнутая стенка сочетается с очень высокой выпуклой стенкой или глубокие канавки меньшей ширины), при которых ранее обработка шлифовальными кругами из СТМ не выполнялась. При обработке РТК с цилиндрическими стенками разного диаметра и глубины могут быть использованы шлифовальные круги из СТМ с одинаковыми геометрическими параметрами.
В предлагаемых вариантах изобретения в отличие от ближайшего аналога использование специальных шлифовальных кругов из сверхтвердого Т-образной формы диаметром 10…50 мм с цилиндрическим хвостовиком позволяет уменьшить зону контакта между режущим инструментом и обрабатываемой поверхностью за счет уменьшения диаметра шлифовального круга.
Если в заготовке РТК не были предварительно сформированы при литье или другим способом, то этап черновой обработки включает их прорезку тонким армированным отрезным кругом. Толщину отрезного круга подбирают исходя из ширины РТК. Отрезной круг нельзя использовать на расширение предварительно прорезанной канавки из-за его малой жесткости. Из-за невысокой точности обработки отрезным кругом и неравномерного распределения припуска по стенкам после прорезки требуется последующая получистовая обработка. Если РТК предварительно сформированы в заготовке с гарантированным припуском по обрабатываемым поверхностям, то прорезка тонким армированным отрезным кругом не требуется. Применение для прорезки отрезного круга обусловлено большей производительностью данной операции по сравнению с прорезкой Т-образной фрезой.
Для выравнивания припуска по стенкам перед чистовым шлифованием выполняют фрезерование отдельно выпуклой и вогнутой стенок канавки, фрезой Т-образной формы диаметром 10…50 мм с цилиндрическим хвостовиком. При этом под чистовую обработку оставляют небольшой припуск 0,01…0,5 мм. Величину припуска назначают таким образом, чтобы последующее чистовое шлифование отдельно выпуклой и вогнутой стенок канавки специальным шлифовальным кругом из СТМ Т-образной формы выполнялось за минимальное количество проходов. Диаметр фрезы подбирают таким образом, чтобы обеспечить отсутствие «зарезов» поверхностей канавки и детали. Ширина фрезы подбирается из условия обработки стенок канавки по отдельности.
Диаметр специального шлифовального круга из СТМ Т-образной формы подбирается таким образом, чтобы обеспечить минимальную зону контакта между режущим инструментом и обрабатываемой поверхностью, а также обеспечить отсутствие «зарезов» поверхностей канавки и детали. При этом диаметр режущего инструмента не должен быть слишком маленьким для сохранения максимальной его стойкости и возможности задания более высокой скорости резания для обеспечения необходимой производительности. Ширина специального шлифовального круга из СТМ Т-образной формы подбирается из условия обработки стенок канавки по отдельности. При этом улучшается подвод СОЖ в зону резания и вывод стружки в нее. Уменьшение зоны контакта между режущим инструментом и обрабатываемой поверхностью и улучшенный подвод СОЖ позволяет исключить появление дефектов в виде трещин и прижогов.
Фрезу и специальный профильный шлифовальный круг Т-образной формы закрепляют в патрон за цилиндрический хвостовик. Возможность уменьшить диаметр специальных профильных шлифовальных кругов из СТМ появилась при использовании Т-образного инструмента с данным типом закрепления.
Чистовую обработку высокоточных РТК с цилиндрическими стенками выполняют специальным профильным шлифовальным кругом из СТМ Т-образной формы с режущей поверхностью цилиндрической формы с сопряженными радиусами на углах цилиндра. При этом выпуклая стенка обрабатывается без наклона детали к оси специального профильного шлифовального круга, и резание выполняется торцевой частью инструмента. Вогнутая стенка обрабатывается с небольшим наклоном детали к оси специального профильного шлифовального круга, при этом линия контакта проходит по точкам касания кромки инструмента с вогнутой цилиндрической поверхностью и имеет сложную пространственную форму. Это позволяет при обработке РТК с цилиндрическими стенками использовать шлифовальные круги Т-образной формы с одинаковыми размерами и геометрией для разных геометрий канавок.
Таким образом, предлагаемое изобретение (варианты) позволяет исключить дефекты в виде трещин и прижогов на деталях, повысить качество обрабатываемых поверхностей радиальных торцевых канавок, увеличивая выход годных деталей, возможно шлифование РТК с геометрическими параметрами (вогнутая стенка сочетается с очень высокой выпуклой стенкой или глубокие канавки меньшей ширины), при которых ранее обработку шлифовальными кругами из СТМ невозможно было выполнить.
На фиг. 1 представлена кинематическая схема обработки радиальной торцевой канавки на детали профильным шлифовальным кругом Т-образной формы.
На фиг. 2 представлена схема прорезки армированным отрезным кругом радиальной торцевой канавки на детали.
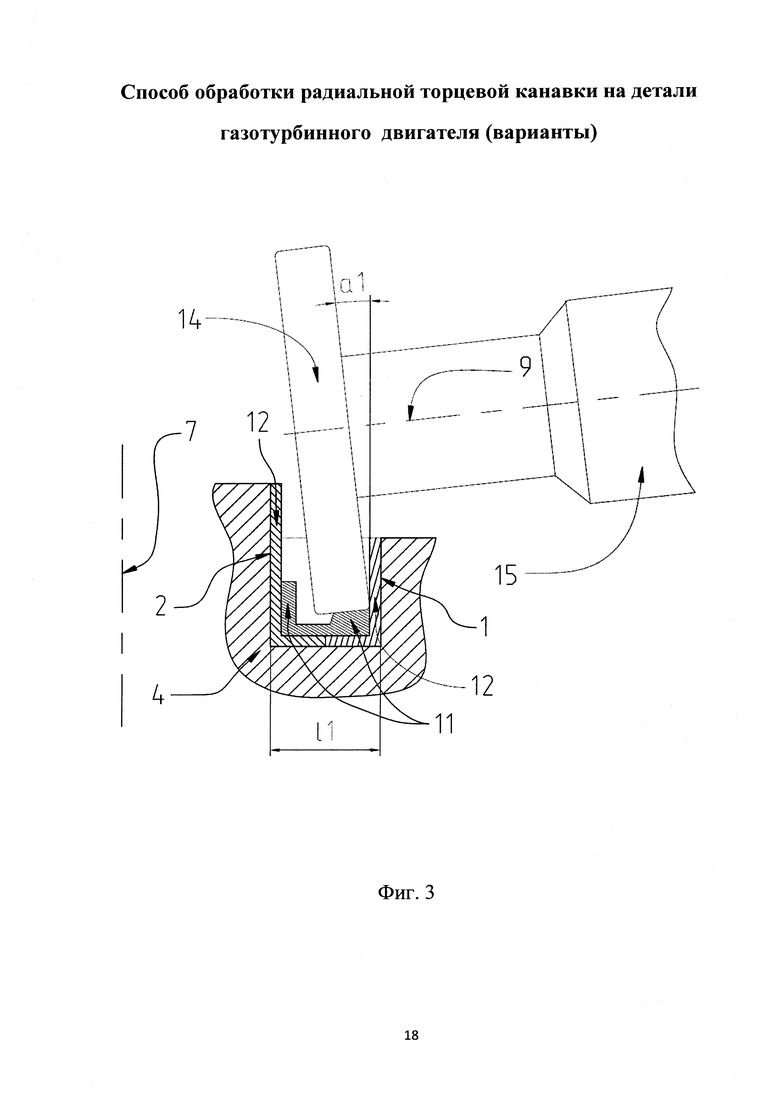
На фиг. 3 представлена схема обработки радиальной торцевой канавки детали Т-образной фрезой.
Способ обработки высокоточной радиальной торцевой канавки на детали турбины газотурбинного двигателя осуществляется следующим образом.
Заготовку детали 4 турбины газотурбинного двигателя (не показан) (фиг. 1, фиг. 2, фиг. 3) закрепляют в профилешлифовальном станке с числовым программным управлением (ЧПУ), с использованием специального установочного приспособления (не показано), которое крепят на столе. При обработке движение инструмента по радиусу относительно детали 4 осуществляется их одновременным перемещением относительно друг друга по трем линейным координатам 5 (X, Y, Z) и поворотом вокруг оси 6, параллельной оси вращения 7 детали 4 с возможностью дискретного наклона 8 детали 4, к оси 9 специального профильного шлифовального круга 3. Профильный шлифовальный круг 3 вращается вокруг своей оси 9 с заданной скоростью резания Vk.
А - это угол поворота детали 4 относительно продольной оси вращения (на чертеже ось X), а В - угол поворота детали 4 (стола с закрепленной деталью).
На этапе черновой обработки тонким армированным отрезным кругом 13 за несколько проходов по высоте выполняют прорезку 10 (фиг. 2) детали 4 по центру РТК. Обработку выполняют без наклона 8 детали 4 относительно отрезного круга 13 вокруг продольной оси стола 8. При этом на выпуклой 2 стенке канавки (без позиции, образована стенками 1, 2) формируется припуск 11, эквидистантный, а на вогнутой стенке 1 канавки формируется припуск 11, пирамидально-распределенный, при этом у основания вогнутой 1 стенки толщина оставляемого припуска больше, чем у вершины, на величину s. Величина «недореза» s вогнутой стенки 1 канавки при прорезке плоским отрезным кругом 13 зависит от радиуса армированного отрезного круга 13 Rинстр, радиуса R1 и высоты h1 вогнутой стенки 1 канавки.
Величина s может быть вычислена по формуле:

Ширина РТК f после прорезки армированным отрезным кругом 13 в верхней точке вычисляется по формуле:
Реальная ширина РТК f после прорезки армированным отрезным кругом 13 может отличаться от расчетной в большую сторону из-за динамического разбивания канавки при обработке нежестким инструментом. Толщину lинстр и диаметр Dинстр отрезного круга 13 выбирают так, чтобы ширина прорези f в верхней точке канавки была меньше ширины l1 готовой канавки на величину гарантируемого припуска, оставляемого на вогнутой стенке 1 и выпуклой стенке 2 канавки под последующую обработку. Rинстр равен при этом Dинстр/2.
R1 - это радиус вогнутой 1 стенки канавки, R2 - это радиус выпуклой 2 стенки канавки, А - это угол поворота детали 4 (стола с закрепленной деталью) относительно продольной оси вращения (на чертеже ось X), В - это угол поворота детали 4 (стола с закрепленной деталью) относительно оси, перпендикулярной столу и параллельной оси вращения детали 4 (ось Y), h2 - высота выпуклой стенки 2 детали 4.
Если высокоточная радиальная торцевая канавка предварительно сформирована при литье или другим способом в заготовке с гарантированным припуском по обрабатываемым поверхностям на вогнутой стенке 1 и выпуклой стенке 2, то прорезка армированным отрезным кругом 13 не выполняется по пункту 2 заявляемого способа (вариантов).
Далее перед чистовым шлифованием РТК выполняют выравнивание припуска по вогнутой стенке 1 и выпуклой стенке 2 фрезерованием, при этом используется фреза 14 Т-образной формы диаметром 10…50 мм с цилиндрической режущей частью. Для чистовой обработки оставляют припуск 0,01…0,5 мм. Припуск 12 назначают таким образом, чтобы выполнить шлифование РТК за минимально количество проходов. Фрезеруют последовательно вогнутую 1 и выпуклую 2 стенки, формирующие канавку (без позиции), выполняют за несколько проходов по высоте. При этом сначала фрезеруют вогнутую стенку 1 и выпуклую стенку 2 на одном уровне, после чего переходят на следующий уровень.
Фрезерование выпуклой стенки 2 выполняют без наклона детали 4 относительно Т-образной фрезы 14 вокруг продольной оси стола 8. При этом на выпуклой стенке 2 формируется равномерный (эквидистантный) припуск 12. Фрезерование вогнутой стенки 1 выполняют с небольшим наклоном a1 детали 4 относительно Т-образной фрезы 14 вокруг продольной оси стола 8. При обработке вогнутой стенки 1 Т-образной фрезой 14 с цилиндрической режущей частью без наклона a1 на стенке будет формироваться пирамидально-распределенный припуск с «недорезом» у основания стенки величиной s. Для компенсации «недореза» и формирования на вогнутой стенке 1 припуска 12 (равномерного) Т-образную фрезу 14 наклоняют относительно детали 4 на угол a1 в противоположную от обрабатываемой поверхности сторону. При этом линия контакта проходит по точкам касания кромки Т-образной фрезы 14 с вогнутой стенкой 1 и имеет сложную пространственную форму. Величина угла наклона a1 зависит от радиуса Т-образной фрезы 14 Rинстр, радиуса R1 и высоты h1 вогнутой 1 стенки канавки.
Величина угла наклона al может быть вычислена по формуле:

При увеличении Rинстр будет возрастать угол наклона a1. Поэтому диаметр Dинстр режущего инструмента не должен быть излишне большим, но при этом высота режущей части диска tинстр должна позволять прорезать РТК на всю глубину h1. Ширину lинстр режущего инструмента подбирают так, чтобы обеспечить обработку отдельно вогнутой 1 и выпуклой 2 стенок. Обработка стенок РТК последовательно позволяет улучшить подвод СОЖ в зону резания и вывод стружки из нее, что положительно влияет на стойкость режущего инструмента.
Чистовую обработку выполняют специальным профильным шлифовальным кругом 3 из СТМ Т-образной формы диаметром 10…50 мм с цилиндрическим хвостовиком 15. Шлифование высокоточной радиальной канавки выполняют преимущественно за один проход профильным шлифовальным кругом 3 по высоте отдельный для вогнутой стенки 1 и выпуклой стенки 2. При необходимости количество проходов может быть увеличено.
Для обработки высокоточных РТК с профильными стенками 1,2 проектируют специальные профильные шлифовальные круги 3 из СТМ. Обработку выпуклой стенки 2 можно выполнять как без наклона детали 4 относительно режущего инструмента вокруг продольной оси стола 8, так и с наклоном a1. При этом наклон профильного шлифовального круга 3 осуществляют в противоположную от обрабатываемой поверхности сторону. Обработку вогнутой стенки 1 всегда выполняют с наклоном a1 детали 4 относительно профильного шлифовального круга 3 вокруг продольной оси стола 8. Наклон при обработке вогнутой стенки 1 нужен для исключения ее «зареза» инструментом. При обработке вогнутой стенки 1 канавки с углом наклона a1, равным расчетному для заданных параметров Rинстр., R1, h1 или для угла больше расчетного, образующая линия контакта (без позиции) между профильным шлифовальным кругом 3 и обрабатываемой поверхностью при резании лежит в центральной радиальной плоскости. При обработке выпуклой стенки 2 образующая линия контакта между профильным шлифовальным кругом 3 и обрабатываемой поверхностью при резании всегда лежит в центральной радиальной плоскости. Данные линии контакта используют для профилирования шлифовального круга из СТМ 3 при проектировании. Иногда для вогнутой 1 и выпуклой 2 стенок РТК проектируются отдельные шлифовальные круги из СТМ.
При увеличении радиуса профильного шлифовального круга 3 Rинстр и глубины канавки h1 возрастает угол наклона a1. При увеличении угла наклона a1 или радиуса инструмента 3 Rинстр он начинает «зарезать» стенки РТК или другие поверхности детали 4. Поэтому использование специальных шлифовальных кругов из СТМ Т-образной формы меньшего диаметра по сравнению с используемыми в прототипе насадными позволяет обрабатывать канавки меньшей ширины с большой глубиной h1.
Обработка высокоточных РТК с цилиндрическими стенками 1, 2 может быть выполнена специальным шлифовальным кругом 3 из СТМ Т-образной формы с режущей поверхностью цилиндрической формы с сопряженными радиусами на углах цилиндра. При этом обработка и подбор инструмента ведется аналогично, как для операции Т-образной фрезой 14, только стенки 1,2 шлифуются преимущественно за один проход по высоте. Существенным преимуществом является то, что для высокоточных РТК с цилиндрическими стенками 1, 2 с разными диаметрами, радиусами и глубиной (R1, R2, h1 и h2) возможно использование специального шлифовального круга 3 из СТМ Т-образной формы с одинаковыми размерами и геометрией.
Применение заявленного способа позволяет исключить дефекты в виде трещин и прижогов из-за обработки отдельно вогнутой и выпуклой стенки специальным профильным шлифовальным кругом из СТМ Т-образной формы уменьшенного диаметра, что обеспечивает уменьшение зоны резания и лучший подвод СОЖ в нее, при этом снижается термическое влияние на обрабатываемые поверхности. Черновая обработка РТК перед чистовым шлифованием кругом из СТМ Т-образной формы уменьшенного диаметра позволяет сохранить приемлемую стойкость круга, а также снизить термическое влияние на обрабатываемые поверхности из-за небольших чистовых съемов материала. Использование режущего инструмента небольших диаметров позволяет обрабатывать более глубокие РТК с меньшей шириной, а также канавки, где вогнутая стенка сочетается с очень высокой выпуклой стенкой, которая режущим инструментом большего диаметра будет подрезаться. При обработке РТК с цилиндрическими стенками становится возможным использование шлифовального круга Т-образной формы с одинаковыми размерами и геометрией для канавок с разными диаметрами и глубиной, возможно шлифование РТК с геометрическими параметрами (вогнутая стенка сочетается с очень высокой выпуклой стенкой или глубокие канавки меньшей ширины), при которых ранее обработку шлифовальными кругами из СТМ невозможно было выполнить.
Таким образом, предлагаемое изобретение (варианты) позволяет исключить дефекты в виде трещин и прижогов на деталях, повысить качество обрабатываемых поверхностей радиальных торцевых канавок, увеличивая выход годных деталей. Технический результат, получаемый от использования двух вариантов предложенного способа обработки радиальной торцевой канавки на детали газотурбинного двигателя, одинаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| КУБИЧЕСКИЙ КОВОЧНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС С ПОЛОСТЯМИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2022 |
|
RU2807414C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |


Изобретение относится к области обработки металлов резанием и может быть использовано для формообразования радиальных торцевых канавок на деталях турбины газотурбинного двигателя на профилешлифовальных станках с числовым программным управлением (ЧПУ). Деталь устанавливают на профилешлифовальном станке с ЧПУ, на этапе чистовой обработки последовательно обрабатывают вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом из сверхтвердого материала. По первому варианту дополнительно осуществляют этап черновой обработки перед этапом чистовой обработки, а именно прорезают радиальную торцевую канавку в детали армированным отрезным кругом, далее последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм. На этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм. По второму варианту последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм. Группа изобретений позволяет исключить дефекты в виде трещин и прижогов на деталях, повысить качество обрабатываемых поверхностей, увеличить выход годных деталей. 2 н.п. ф-лы, 3 ил.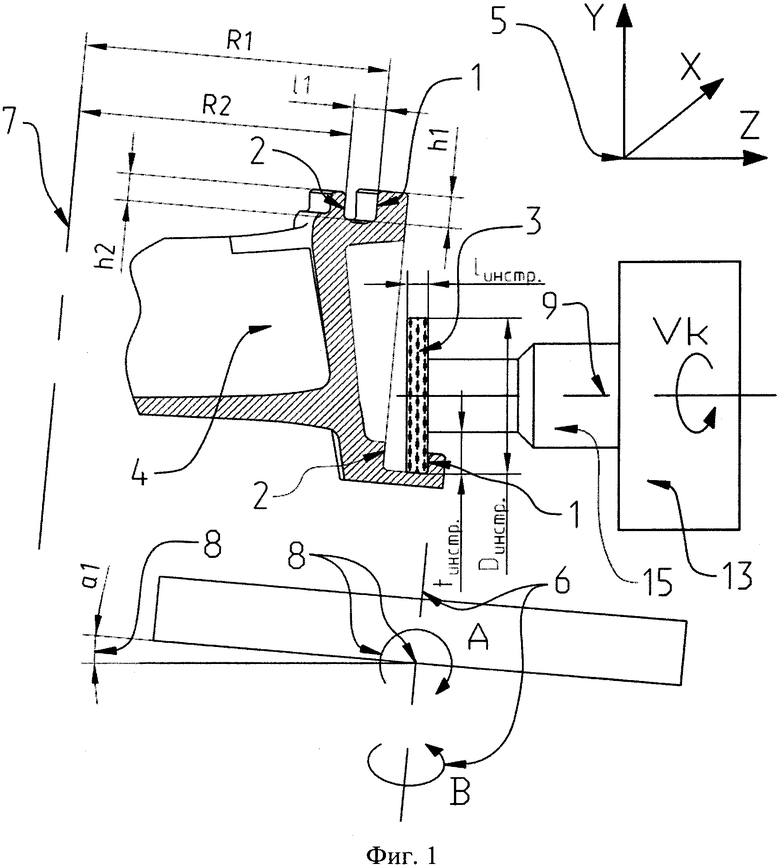
1. Способ обработки радиальной торцевой канавки на детали газотурбинного двигателя, заключающийся в том, что устанавливают деталь на профилешлифовальном станке с числовым программным управлением, на этапе чистовой обработки последовательно обрабатывают вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом из сверхтвердого материала, отличающийся тем, что дополнительно осуществляют этап черновой обработки перед этапом чистовой обработки, а именно прорезают радиальную торцевую канавку в детали армированным отрезным кругом, далее последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм.
2. Способ обработки радиальной торцевой канавки на детали газотурбинного двигателя, заключающийся в том, что устанавливают деталь на профилешлифовальном станке с числовым программным управлением, на этапе чистовой обработки последовательно обрабатывают вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом из сверхтвердого материала, отличающийся тем, что последовательно фрезеруют вогнутую стенку и выпуклую стенку радиальной торцевой канавки фрезой Т-образной формы диаметром 10…50 мм, оставляют для чистовой обработки припуск 0,01…0,5 мм, на этапе чистовой обработки последовательно шлифуют вогнутую стенку и выпуклую стенку радиальной торцевой канавки профильным шлифовальным кругом Т-образной формы из сверхтвердого материала диаметром 10…50 мм.
| RU 2014147533 A, 10.06.2016 | |||
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| US 6905312 B2, 14.01.2005 | |||
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |

