Известны станки д.зя изготовления мета.мических труб с винтообразным швом, состоящих из сердечника - онравки для навивания на нее металлической полосы, обжимаемой затем катками. В предлагаемом станке навивка металлической полосы, обжимание и профилирование ее достигается применением профилирующих роликов и обжимных катков; последние расноложены так, что оси их не параллельны оси изготовляемой трубы с целью допустить обжимание винтообразного шва,. при одновременном движении трубы вдоль осн ее и вращении относительно той же оси, при чем ролики, катки и к:атушка с намотанной металлической полосой расположены на вращающемся барабане, неподвижная ось которого несет на конце оправку для навивания металлической полосы.
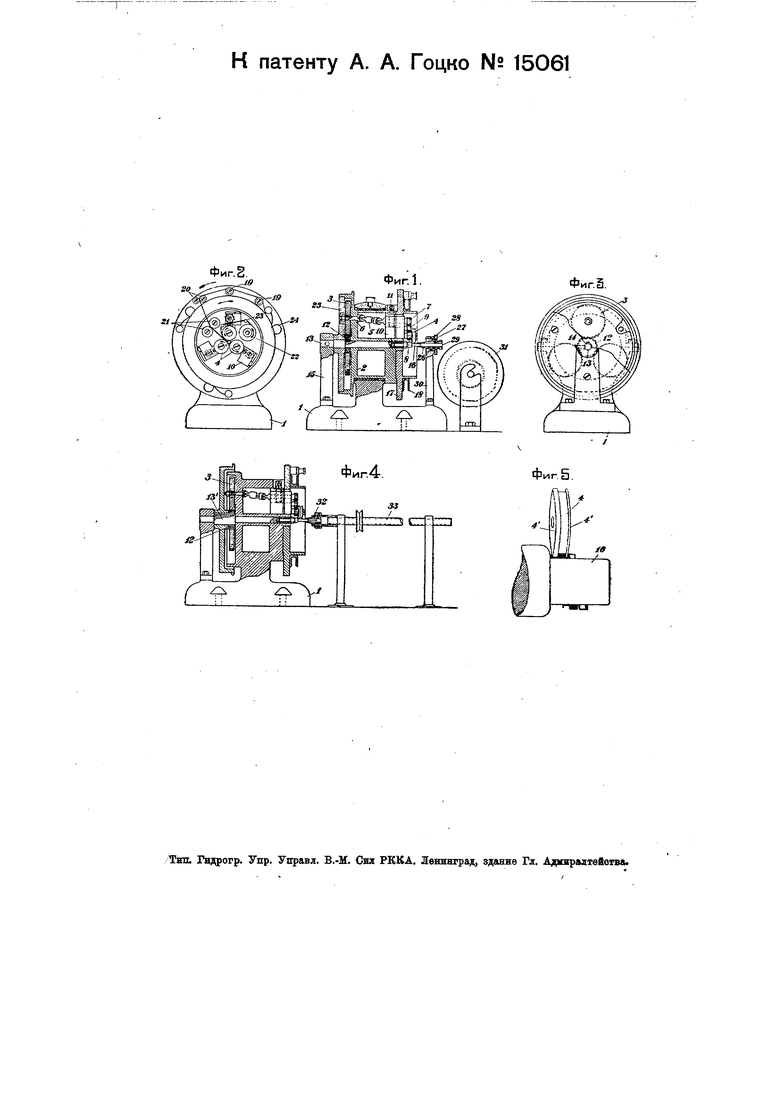
На чертеже фиг. 1 изображает вертикальный продольный разрез станка; фиг. 2- вид его спереди; фиг. 3-вид его сзади; фиг. 4-вертикальный продольный разрез видоизмененного станка и фиг. Ь-вид части оправки и обжимного катка в работе.
На оси 13, закрепленной винтом 14 в стойке 15 станины 1 (фиг. 1, 3), насажен барабан 2, снабженный с одной торцевой стороны шестернями 3, которые при посредстве шарнирных валов о и зубчатых передач 7, 9, 8 связаны с обжимными катками 4; последние.закреплены на втулках шестерен 8, при чем системы зубчатых передач 7, S, 8 и катков 4 сидят группами на кулачках 10 (фиг. 2); передвигающихся в радиальном направлении помощью винтов 11 (фиг. 1). Обжимные катки 4 (фиг. 1 5) поставлены наклонно и не в одной вертикальной плоскости, благодаря чему подучаются определенного жага винтообразные швы при навивании металлической нолосы на оправку 16: эта оправЬа закреплепа на одном конце оси 13 и своей цилиндрической частью входит в сглаживающее приспособление, состоящее из установленной на стойке 50 вращающейся гильзы 26 со втулкой 27, шкивом 28 и нрижимной гайки 29. На втором торде барабана 2 имеется планшайба 17, на которой закреплены вышеупомянутые кулачки 10, катушка 8 для металлической ленты, направляющие ролики 19, профилирующие ролики 20, 21, катушка 22, для уплотняющего шнура направляющие 23 для шнура и пружины 24 для прижимания ленты к катушке.
Катушки 18 ти 22 с намотанными на них металлической лентой определенной ширины и уплотняющим шнуром устанавливаются на планшайбе 17, после чего конец ленты поверх натяжных роликов 19 пропускается через профилирующие ролики 20 к 21 (фиг. 2) и далее под обжимные ватки 4 вместе со шпуром, натяпутым поверх направляющих S3. При пуске станка начинает вращаться барабан 2, а вместе с ним вращаются и шестерни 8, которые обкатываются вокруг закрепленных на оси 13 неподвижных шестерен 12 и приводят во вращение оси 6, г, с, ними вместе и шарнирные валы 5; иоследние приводят в движение зуб.чатую передачу 7, 9, 8 s. обжимные катки 4, закрепленные на одной втулке с шестернями 8; кроме того, при посредстве шкива 28 получает вращение и сглаживающее приспособление. Одновременно нроисходит навивание профилированной лепты па оправку 16, где катки 4, обхватывая ребордами 4 намотапные ленту и шнур, обжимают их (фиг. 5), а вместе с тем подают готовую трубу вперед по оправке 16 во внутреннюю полость втулки 2 сглаживающего приспособления, где вращающаяся гильза 26 производит отделку готовой уже неподвижной трубы, которая после этого автоматически сползает с оправки 16 и наматывается на вращающуюся катушку 31.
В видоизмененном станке, изображенном на фиг. 4, вдесто пеподвижпой оси 13 установлен вращающийся вал 13, который приводит во вращение шестерпи 5 через посредство закрепленной на нем шестерпи IS; кроме того, отсутствует барабан 3, а шестерни 3 и кулачки 10 с зубчатой передачей 7, 9, 8 и обжимными катками 4 помещаются на станине 1 станка. Изменена также конструкция сглаживающего приспособления 33, при чем готовая труба не наматывается на катушку 31, а пропускается сквозь вращающуюся трубу 33;
происходит это вследствие того, что готовая труба сходит с оправки 16, которая вращается вместе с валом 13.
Предмет патента.
1. Станок для изготовления металлических труб, имеющих винтообразный шов и состоящих из сердечника-оправки для навивания на нее металлической полосы, обжимаемой затем катками, характеризующийся тем, что па оси 13, несущей на одном конце оправку 16, насажен вращающийся барабан 2, снабженный с одной торцевой стороны шестернями 5 (фиг. 1, 2, 3), сцепляющимися с ненодвижной шестерней 12 на оси 13 в целях приведения их во вращение при движении барабана и передачи этого движения через шарнирные валы 5 обжимным каткам 4 (фиг. 5), расположенным на другом торце барабана, снабженного, кроме этого, йатушкой 22 для уплотняющего шнура и катушкой 18 с намотанной на ней металлической лентой и рядом натяжных и профилирующих ро.1иков 19, 20, 21 (фиг. 2), одновремепно направляющих лепту на оправку 16, оканчивающуюся установленной на стойке SO вращающейся гильзой 26 с втулкой S7, предназначенной для сглаживания проходящей через полость втулки готовой трубы, автоматически сходящей с оправки 16.
2.| Видоизмепение охарактеризованного в п. 1 станка, отличающееся тем, что вместо неподвижной оси 13 установлен вал 13, приводящий в движение при своей вращении шестерни 5 (фиг. 4).
2«
Фиг.З.
Фиг.4.
г
фиг. S,
IZ3