to
Изобретение относится к обработке метсшлов давлением, в чястности к изготовлению прокладок. , Цель изобретения -. повышение Качества путем обеспечения точности про-5 филя витков прокладки.
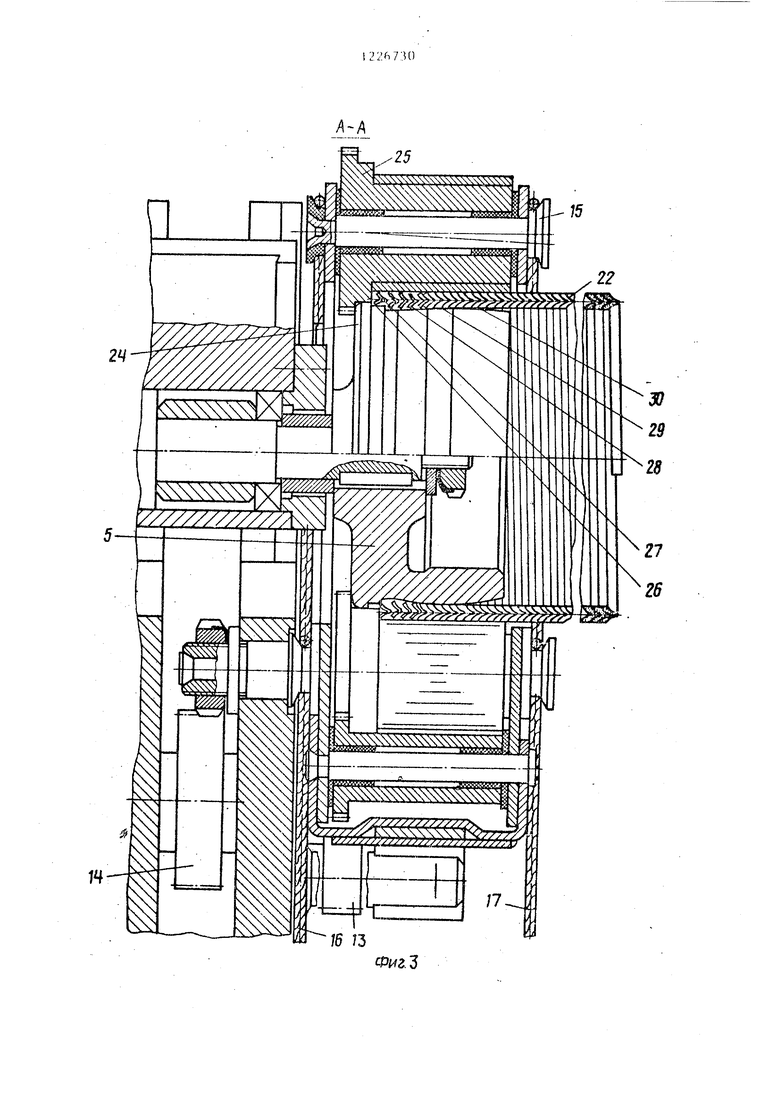
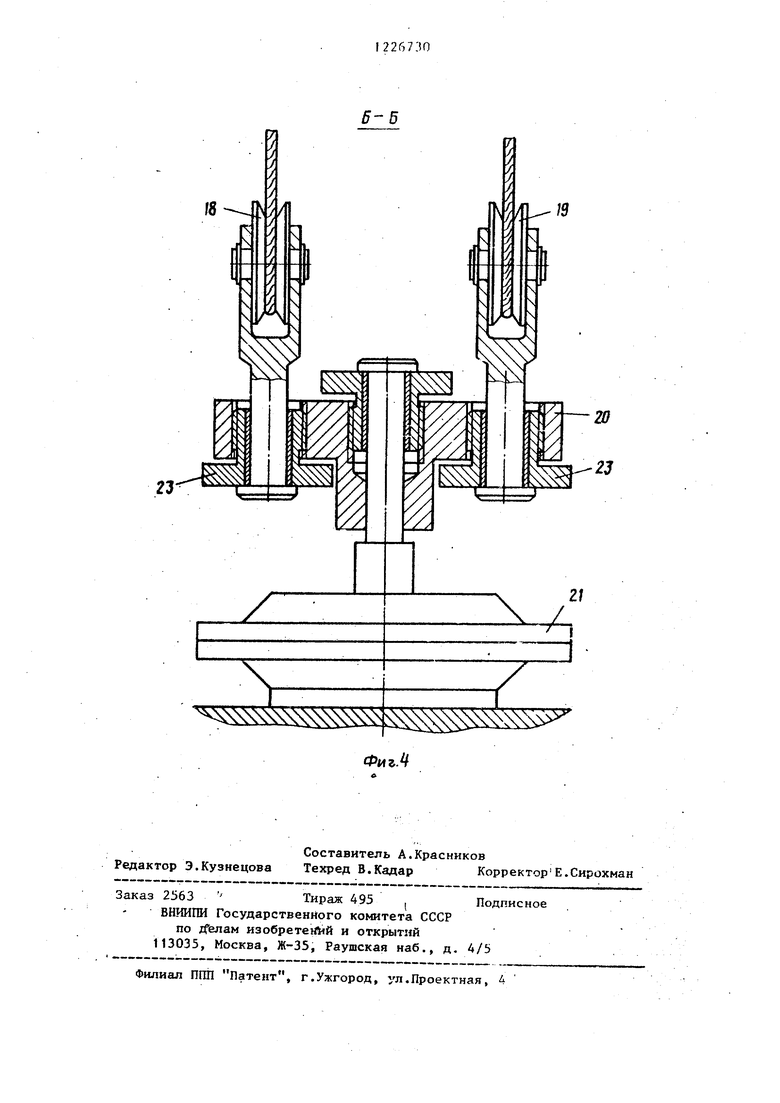
На фиг.1 изображено описываемое устройство для изготовления прокладок, общий вид; на фиг.2 - развертка узла гибки и калибровки; на .фиг.З - разрез А-А на фиг.1; на фиг.А - разрез Б-Б на фиг.1.
Устройство для изготовления прокладок в виде витков У-::образной профилированной ленты 1 содержит станину 2, на котсфой смонтированы профилирующие ролики 3 и установлена со свободой перемещения в вертикальном пазу 4 оправка 5. На станине 2 также установлен узел гибки и калибровки, выполненный в виде двух групп 6 звеньев 7, каждая из которых образована сие- темой кинематически связанных между собой с помощью зубчатых колес 8
15
20
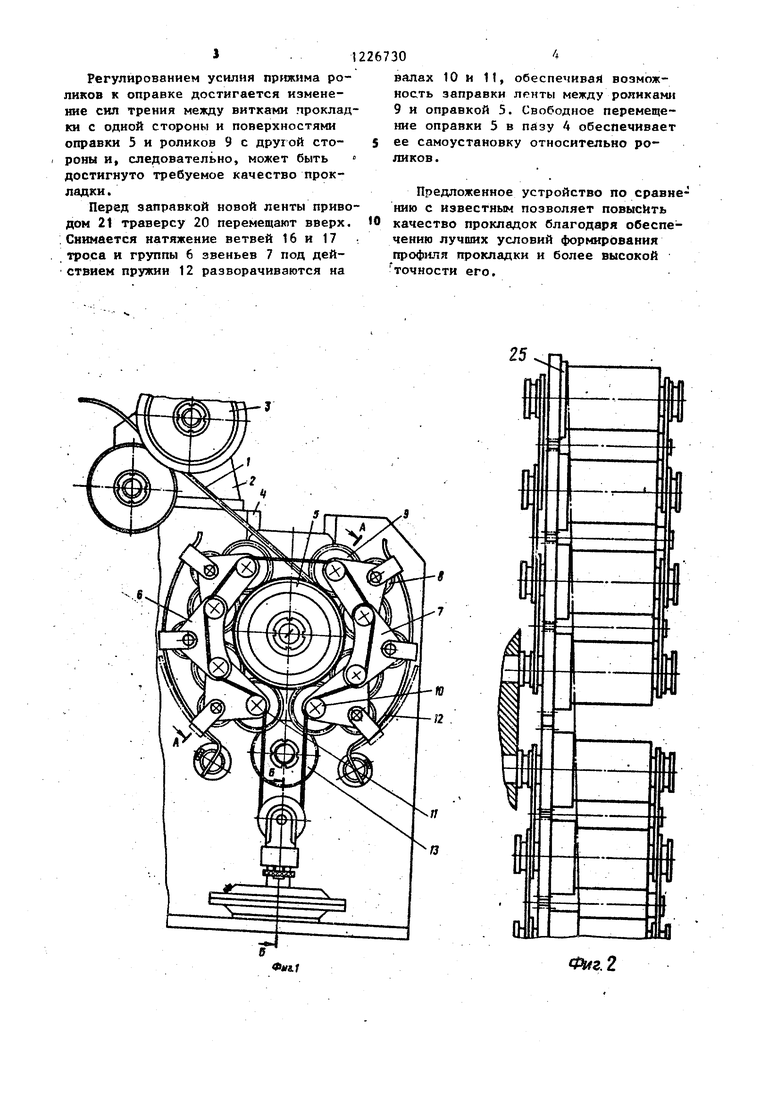
Реборды 25 роликов 9 имеют перемен ную ширину, а сами ролики выставлены так, что рабочие торцы (на чертеже, не показаны) реборд 25 образуют угол подъема спирали прокладки 22.
Устройство работает следующим образом.
Лента 1 подается к-профилирующим роликам 3, которые предварительно профилируют У образную ленту. Угол раскрытия профгшя выбирается так, чтобы обеспечить возможность навивки ленты на оправку без деформации полок профиля, при этом полки профиля не должны потерять своей упругости. Предварительно спрофилированная лента подается на цилиндрический поясок 26 оправки 5. Приводом 21 траверса 20 перемещается вниз, вследствие чего ролики прижимаются к оправке 5, Затем включается привод 14. Вращение от привода через шестерни 8 передается роликами 9, которые ребордами 25 вращают оправку 5. Лента 1 огироликов 9. Группы 6 звеньев могут раз- бается по пояску 26, при этом формижиматься, поворачиваясь вокруг установленных в станине 2 вал§)в 10 и 11, лосредством пружин 12. Шестерни 13 роликов 9 кинематически связаны между ,собой и с приводом вращения 14 (пока- зан условно). Оси всех роликов 9 имеют на концах фигурные выступы 15, которые являются направляющими для двух бесконечных ветвей 16 и 17 троса. Ветви троса охватывают блоки 18 и 35 26 и поэтому тфедотвращается наложе- 19, установленные на траверсе 20, сое- диненной с приводом 21 в виде силового цилиндра, обеспечивающим ее вертикальное перемещение для создания усилия прижима роликов к оправке 5. 40 С целью регулирования сил трения между прокладкой 22, роликами 9 и оправкой 5 ветви 16 и 17 имеют устройства 23 для их дополнительного независима друг от друга регулировоч- 45 иого перемещения.
Оправка 5 цилиндрическим выступом 24 взаимодействует с ребордами 25 роликов 9. К цилиндрическому выстуние одного витка на другой или их частичное сцепление.
Затем витки спирали попадают на конический участок 28 зоны обнижения. Полки профиля начинают постепенно вступать в контакт с оправкой 5 и роликами 9, при зтом возникает сила трения, которая способствует тому, что профиль сжимается, а шаг между витками постепенно уменьщает- ся от начала конического участка 28 к его концу. Когда витки спирали достигают участка 29 оправки 5, нэпу 24 примыкает другой цилиндрический 50 чинается калибровка прокладки, котопоясок 26 шириной, равной высоте У:мбразного профиля прокладки. Далее следует зона обнижения и виде кольцевого цилиндрического углубления 27 и примыкающего к нему конического участка 28. Заканчивается оправка калибрующим 29 и сферическим 30 участками.
55
рая продолжается на протяжении всего этого участка. После участка 29 прокладка попадает на участок 30, где она постепенно выходит из контакта с оправкой 5 и сходит с нее в виде трубы, которая может поддерживаться стержнем-накопителем (на чертеже не показан).
Реборды 25 роликов 9 имеют переменную ширину, а сами ролики выставлены так, что рабочие торцы (на чертеже, не показаны) реборд 25 образуют угол подъема спирали прокладки 22.
Устройство работает следующим образом.
Лента 1 подается к-профилирующим роликам 3, которые предварительно профилируют У образную ленту. Угол раскрытия профгшя выбирается так, i чтобы обеспечить возможность навивки ленты на оправку без деформации полок профиля, при этом полки профиля не должны потерять своей упругости. Предварительно спрофилированная лента подается на цилиндрический поясок 26 оправки 5. Приводом 21 траверса 20 перемещается вниз, вследствие чего ролики прижимаются к оправке 5, Затем включается привод 14. Вращение от привода через шестерни 8 передается роликами 9, которые ребордами 25 вращают оправку 5. Лента 1 огибается по пояску 26, при этом формируется первый виток спирали, который сходит с пояска 26 и попадает в зону обнижения оправки 3. В зоне обниже- ния профиль несколько раскрьгоается, но цилиндрический участок вьтолнен так, что полкн профиля выходят из контакта с оправкой 5 и роликом 9, вследствие чего виток спирали как бы стремится соскользнуть с участка
26 и поэтому тфедотвращается наложе-
ние одного витка на другой или их частичное сцепление.
Затем витки спирали попадают на конический участок 28 зоны обнижения. Полки профиля начинают постепенно вступать в контакт с оправкой 5 и роликами 9, при зтом возникает сила трения, которая способствует тому, что профиль сжимается, а шаг между витками постепенно уменьщает- ся от начала конического участка 28 к его концу. Когда витки спирали достигают участка 29 оправки 5, нэ55
рая продолжается на протяжении всего этого участка. После участка 29 прокладка попадает на участок 30, где она постепенно выходит из контакта с оправкой 5 и сходит с нее в виде трубы, которая может поддерживаться стержнем-накопителем (на чертеже не показан).
Регулированием усилия прижима роликов к оправке достигается изменение сил трения между витками проклад ки с одной стороны и поверхностями оправки 5 и роликов 9 с другой стороны и, следовательно, может быть достигнуто требуемое качество прокладки.
Перед заправкой новой ленты приво дом 21 траверсу 20 перемещают вверх. .Снимается натяжение ветвей 16 и 17 троса и группы 6 звеньев 7 под действием пружин 12 разворачиваются на
1226730
валах 10 и 11, обеспечивай возможность заправки ленты между роликами 9 и оправкой 5. Свободное перемещение оправки 5 в пазу 4 обеспечивает I ее самоустановку относительно роликов .
Предложенное устройство по сравнению с известным позволяет повысить качество прокладок благодаря обеспечению лучших условий формирования профиля прокладки и более высокой точности его.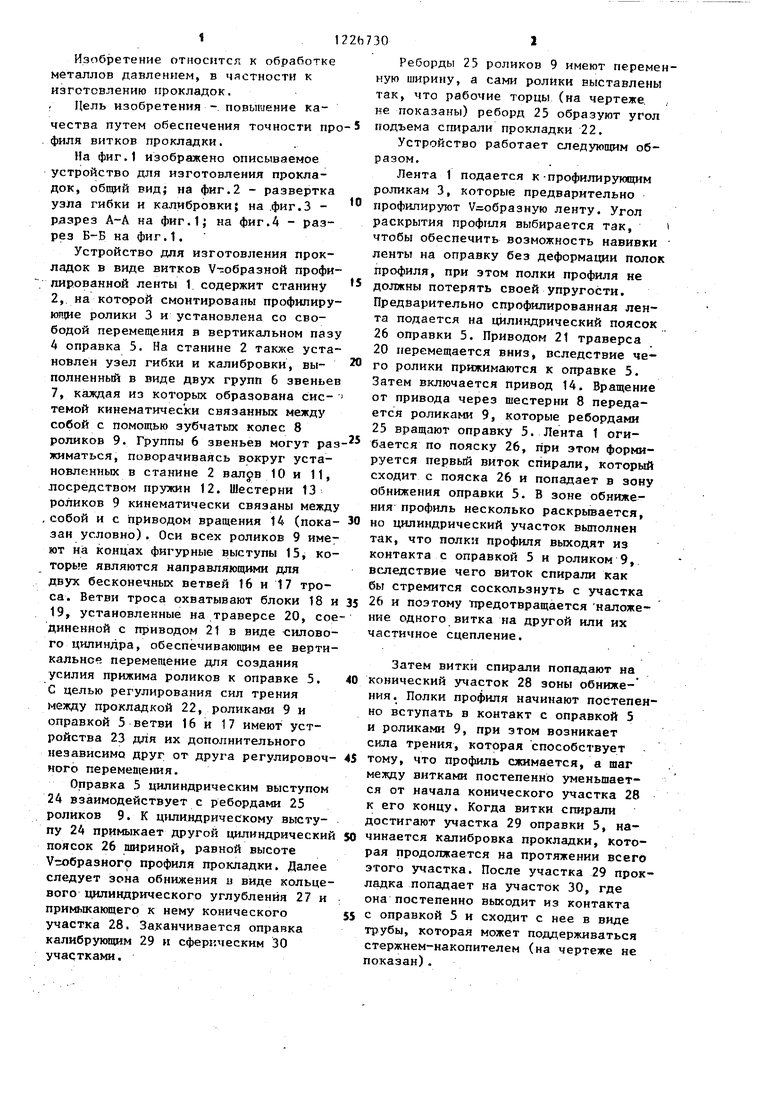
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления прокладок | 1980 |
|
SU1071342A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| Профилировочно-гибочный станок для получения гофрированных труб цилиндрической, конической и оживальной формы из металлической ленты | 1956 |
|
SU114650A1 |
| Способ изготовления прокладки | 1979 |
|
SU932035A1 |
| Устройство для изготовления прокладок | 1984 |
|
SU1247138A1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| Установка для изготовления асбестометаллических прокладок | 1980 |
|
SU963871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ С НЕБОЛЬШОЙ КОНУСНОСТЬЮ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577354C1 |
Ф1лг.2
15
3
Фиг.
18
19
/
21
S
Ф1лгМ
Редактор Э.Кузнецова
Составитель А.Красников
Техред В.КадарКорректор Е.Сирохман
Заказ 2563 Тираж 495 Подписное
ВНИИПИ Государственного комитета СССР
по rifenaM H3o6peTeiftift и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| .-......-. | |||
