Изобретение относится к области обработки металлов давлением.
Известен способ изготовления одногофрового сильфона (см. патент RU N2192325, В21D 15/10, 51/12, опубл. БИПМ N31, 10.11.2002 г.), взятый за прототип. Способ включает установку трубной заготовки на пуансон, предварительную и окончательную радиальную формовку на ней гофра и осевую осадку в жесткой разъемной матрице с приложением внутреннего давления.
Известно устройство для изготовления сильфона (см. патент RU N2192325, В21D 15/10, 51/12, опубл. БИПМ N31, 10.11.2002 г.), взятое за прототип. Устройство содержит источник давления, формующее приспособление в виде разъемной жесткой матрицы и пуансона.
Недостатки известных способа и устройства заключаются в следующем: схема формования применима только для материалов, имеющих высокий коэффициент пластической деформации (сталь нержавеющая, низкоуглеродистая сталь, латунь и т.д.); не позволяет иметь низкую технологическую себестоимость в условиях серийного производства, высокое качество изготавливаемых сильфонов, простоту применяемого оборудования и сменного инструмента, большие возможности в части механизации и автоматизации; необходимость применения сложной системы уплотнений и подачи жидкости.
Задача предлагаемых технических решений заключается в следующем: повышение качества изготавливаемых сильфонов, снижение технологической себестоимости в условиях серийного производства, применение несложного оборудования и сменного инструмента.
Технический результат, получаемый от использования изобретения, заключается в возможности формовать сильфоны из высокопрочных марок сталей с низким коэффициентом пластической деформации.
Указанный технический результат достигается тем, что в способе изготовления сильфона, включающим установку трубной заготовки на пуансон, предварительную и окончательную радиальную формовку на ней гофра и осевую осадку в жесткой разъемной матрице с приложением внутреннего давления, новым является то, что при изготовлении сильфона из высокопрочных марок стали используют эластичный пуансон и воспринимающие осевую нагрузку, равную нагрузке последующей осевой осадки, верхнюю и нижнюю проставки и втулку с внутренней кольцевой проточкой, после установки трубной заготовки на эластичный пуансон разъемную жесткую матрицу сводят, на нее сверху и снизу устанавливают упомянутые проставки, на верхней из которых размещают втулку, при осуществлении предварительной формовки на проставках создают осевое усилие, равное усилию осевой осадки, и осуществляют дозированную подачу объема жидкости под эластичный пуансон с созданием внутреннего (первоначального) предварительного давления формовки без осевой осадки, после чего удаляют проставки, а осевую осадку осуществляют одновременно с окончательной радиальной формовкой с приложением усилия осевой осадки.
Указанный технический результат достигается тем, что в устройстве для изготовления сильфона, содержащем источник давления, формующее приспособление в виде разъемной жесткой матрицы и пуансона, новым является то, что оно снабжено проставками, установленными сверху и снизу жесткой разъемной матрицы с возможностью их удаления, соединенными с приводом их перемещения, и установленной на верхней проставке втулкой с внутренней кольцевой проточкой, служащей замком для заготовки, корпусом, расположенным в центральном осевом канале, выполненном в нижней части формующего приспособления, гидроцилиндром со штоком, размещенным внутри корпуса с возможностью осевого перемещения относительно корпуса и образования между внешней стороной гидроцилиндра и корпусом полости для регулировки дозированного объема жидкости, подаваемого в центральный осевой канал, упором, расположенным на штоке гидроцилиндра, уравновешивающим поршнем, расположенным с возможностью возвратно-поступательного перемещения во внутренней полости гидроцилиндра, соединенной с центральным осевым каналом, а пуансон выполнен эластичным.
При использовании эластичного пуансона и воспринимающих осевую нагрузку, равную нагрузке последующей осевой осадки, верхней и нижней проставок и втулку с внутренней кольцевой проточкой, после установки трубной заготовки на эластичный пуансон разъемную жесткую матрицу сводят, на нее сверху и снизу устанавливают упомянутые проставки, на верхней из которых размещают втулку, при осуществлении предварительной формовки на проставках создают осевое усилие, равное усилию осевой осадки, осуществляют дозированную подачу объема жидкости под эластичный пуансон с созданием внутреннего (первоначального) предварительного давления формовки без осевой осадки, после чего удаляют проставки, а осевую осадку осуществляют одновременно с окончательной радиальной формовкой с приложением усилия осевой осадки. Вышеперечисленная совокупность действий и существенных признаков позволяет формировать сильфоны из высокопрочных марок сталей с низким коэффициентом пластической деформации.
Таким образом, сравнение заявленных способа и устройства с прототипами позволило установить соответствие критерию "новизна".
При анализе уровня техники в данной области было выявлено, что заявленная совокупность существенных признаков обеспечивает данному изобретению соответствие критерию "изобретательский уровень".
Предлагаемый способ осуществляется с помощью устройства для формования сильфона.
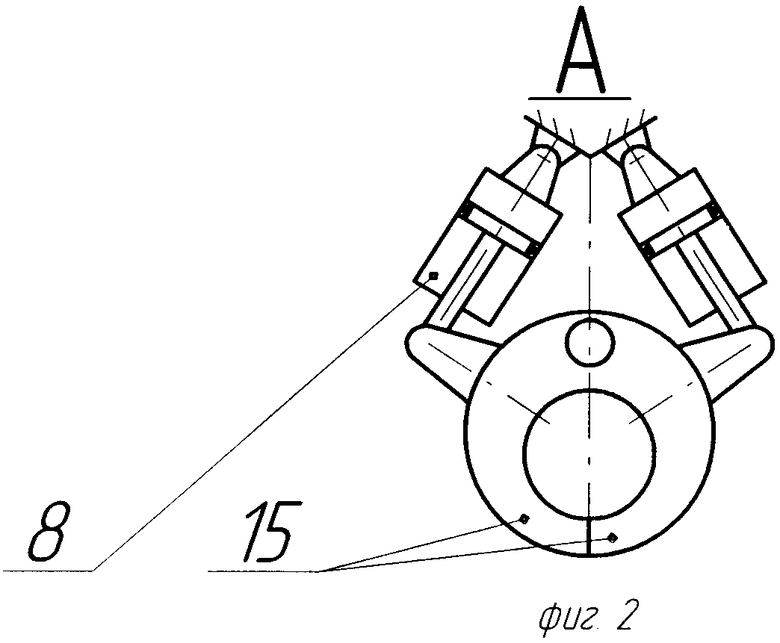
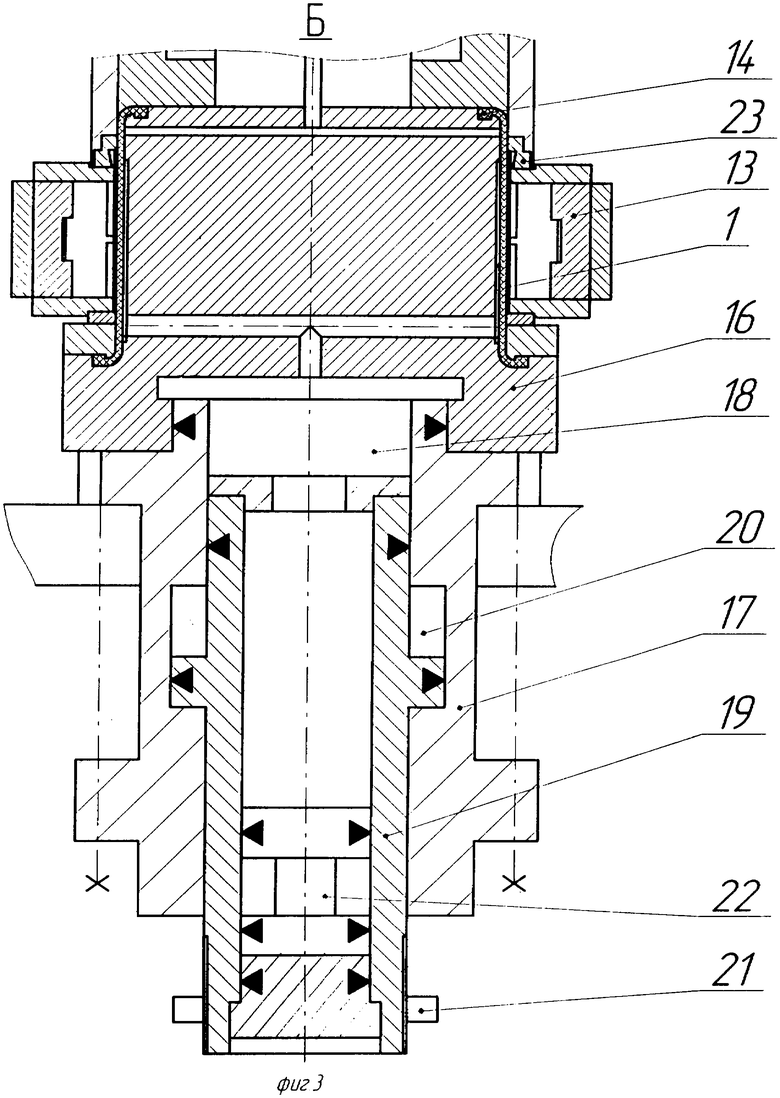
Сущность изобретения поясняется чертежами, где на фиг.1 изображена структурная схема устройства для формования сильфона, на фиг.2 - вид А на фиг.1, на фиг.3 - Б на фиг.1.
Устройство для формования заготовки 1 для сильфона имеет основание 2, на котором установлены две колонны 3 с траверсой 4, формующее приспособление (штамп-головку) 5, управляющую электроаппаратуру 6, гидроцилиндр 7 для создания осевого усилия и гидроцилиндр 8 для удаления проставок из формующего приспособления 5, контролирующую аппаратуру 9. Устройство имеет силовой агрегат в виде гидростанции, состоящей из бака 10, насоса 11 и управляющей распределительной аппаратуры 12. Одним из основных узлов устройства является формующее приспособление 5, которое состоит из двух частей, в верхней части расположена разъемная жесткая матрица 13, которая смыкается вокруг эластичного пуансона 14. Сверху и снизу матрицы 13 установлены проставки 15, соединенные своими ушками с управляющими гидроцилиндрами 8. В нижней части 16 формующего приспособления 5 имеется центральный осевой канал 18, в котором расположен корпус 17, внутри которого с возможностью осевого перемещения размещен гидроцилиндр 19. Внешняя сторона гидроцилиндра 19 с корпусом 17 образует полость 20, объем которой регулируется упором 21, установленным на штоке гидроцилиндра 19. Упор 21 ограничивает перемещение гидроцилиндра 19 в корпусе 17, тем самым регулируется вытеснение в центральный осевой канал объема жидкости. Внутренняя полость гидроцилиндра 19 является как бы продолжением центрального осевого канала 18, в ней расположен уравновешивающий поршень 22, имеющий возможность возвратно-поступательного движения.
Снизу и сверху жесткой матрицы 13 установлены проставки 15. На верхней проставке 15 установлена втулка 23 с внутренней кольцевой проточкой, которая служит замком и не позволяет заготовке 1 двигаться вдоль пуансона 14, обеспечивая тем самым четкое расположение формуемого гофра.
Предлагаемый способ изготовления сильфона реализуется следующим образом.
В формующее приспособление 8 устанавливают трубную заготовку 1 из высокопрочных марок стали. Разъемную жесткую матрицу 13 сводят, на нее сверху и снизу устанавливают проставки 15, причем на верхней проставке размещают втулку 23 с внутренней кольцевой проточкой. Нажимая управляющие кнопки на пульте управления 6, подводят штоки гидроцилиндров 8 к ушкам проставок 15 и соединяют их. Гидроцилиндром 7 создают 100% усилие осевой осадки и подают под резиновый пуансон 14 дозированный подобранный объем жидкости для создания первоначального давления формования. Замыкание осевого усилия от верхнего гидроцилиндра 7 на установленных проставках 15 создает возможность произвести первоначальную радиальную деформацию заготовки 1, получаемую от подачи под резиновый пуансон 14 дозированного объема жидкости без осевой осадки, т.к. заготовка, надетая на резиновый пуансон 14, заключена между нижней частью формующего приспособления 16 и опорной поверхностью кольцевой проточки втулки 23, ранее установленной на верхней проставке 15. По достижении этого давления удаляются проставки 15 из формующего приспособления 5.
Верхний гидроцилиндр 7 перемещает шток вниз, выбирая зазор от убранных проставок и создавая осевую нагрузку. Одновременно под резиновый пуансон 14 подают объем жидкости, вытесняемый уравновешивающим поршнем 22 и создают в формующей зоне сильфона окончательное радиальное давление формования. Далее после снятия давления разводят матрицу и вынимают сильфон.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2004 |
|
RU2281179C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Устройство для изготовления сильфонов из трубных заготовок | 1986 |
|
SU1333442A1 |
| Способ изготовления сильфона из трубной заготовки в матрице эластичным пуансоном | 2023 |
|
RU2839596C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении сильфона из высокопрочных марок стали. На заготовке, установленной на пуансон, осуществляют предварительную и окончательную радиальную формовку гофра и осевую осадку в жесткой разъемной матрице с приложением внутреннего давления. Способ осуществляют в устройстве, содержащем формующее приспособление в виде разъемной жесткой матрицы и эластичного пуансона и воспринимающих осевую нагрузку, равную нагрузке последующей осевой осадки, верхней и нижней проставок и втулки с внутренней кольцевой проточкой. После установки трубной заготовки на эластичный пуансон разъемную жесткую матрицу сводят, на нее сверху и снизу устанавливают упомянутые проставки, на верхней из которых размещают втулку. При осуществлении предварительной формовки на проставках создают осевое усилие, равное усилию осевой осадки, и осуществляют дозированную подачу объема жидкости под эластичный пуансон с созданием внутреннего предварительного давления формовки без осевой осадки, после чего удаляют проставки, а осевую осадку осуществляют одновременно с окончательной радиальной формовкой с приложением усилия осевой осадки. Для создания осевого усилия предусмотрен корпус, расположенный в центральном осевом канале нижней части формующего приспособления, гидроцилиндр со штоком, размещенный внутри корпуса с возможностью осевого перемещения относительно корпуса и образования между внешней стороной гидроцилиндра и корпусом полости для регулировки дозированного объема жидкости, подаваемого в центральный осевой канал, упором, расположенным на штоке гидроцилиндра, уравновешивающим поршнем, расположенным с возможностью возвратно-поступательного перемещения во внутренней полости гидроцилиндра, соединенной с центральным осевым каналом. Повышается качество и снижается себестоимость. 2 н.п. ф-лы, 3 ил.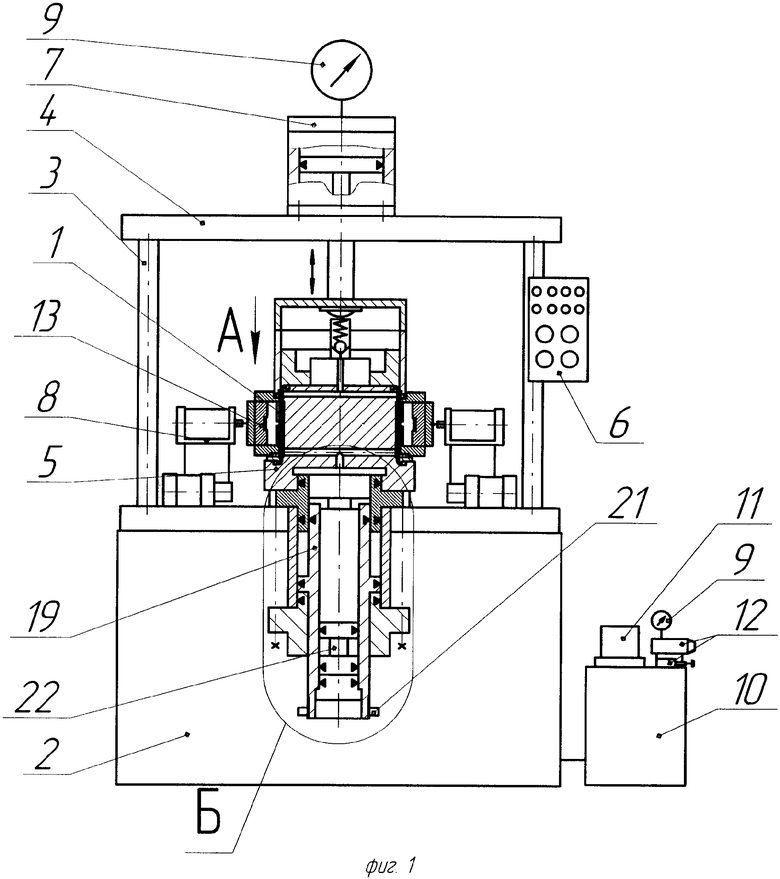
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 1999 |
|
RU2192325C2 |
| Способ изготовления гофрированных труб | 1979 |
|
SU871894A1 |
| Способ изготовления изделий с кольцевыми гофрами и инструмент для его осуществления | 1987 |
|
SU1503933A1 |
| US 3091280 А, 28.05.1963. | |||

