1 , 1325085 Изобретение относится к черной ме- тгшлургии, в частности к пмплавке стали в дуговых сталеш1авильн.пх иечах.
Цель изобретения - уреличение нро- изводительности печи и сокращение расхода электроэнергии.
В снособе ведения плавки в дуговой сталеплавильной печи, вк.пючающем расплавление, подвалку шихты я доводку
Рассмотрим применение предложенно го способа на примере плавки в 100- Т01ТНОЙ дуговой печи. После завалки DiHXTi.i (60 т) печь включают и электроды начинают движение вниз, проплавляя в тихте колодцы. Обвалы кусков шихты, неустойчивое горение дуг на холодной шихте приводят к необходимости перемещения электродов внизметалла с одновременным контролем не- О вверх относительно фронта плавления
ремещения электродов, измеряют алгебраическую сумму максимальные: ггереме- п;ений электродов в интервале времени составляющем 0,03-0,08 продолжительности расплавления, и по достижении контролируемой суммы нелич гн меныией 0,01-0,02 хода электрода начинают повалку или доводку металла.
Если контролируемая алгебраическая сумма максимальных перемещений больше заданной величины хода электродов, то плавление шихты продолжается, если меньше, то это означает окончание одного этапа пла} лепия шихтъ и начало подвалки очередной пордии шихты или следующего за периодом расплавления доводки металла. Ин- тервгш 0,01-0,02 хода электрода выбран из условия стабильного горения дуг на жидкую ванну, когда колебания перемещений электродов н лзна}1ы только неусто1 1чивостью горения дуг и чувствите;1ыгастью рег улятора электрического режима.
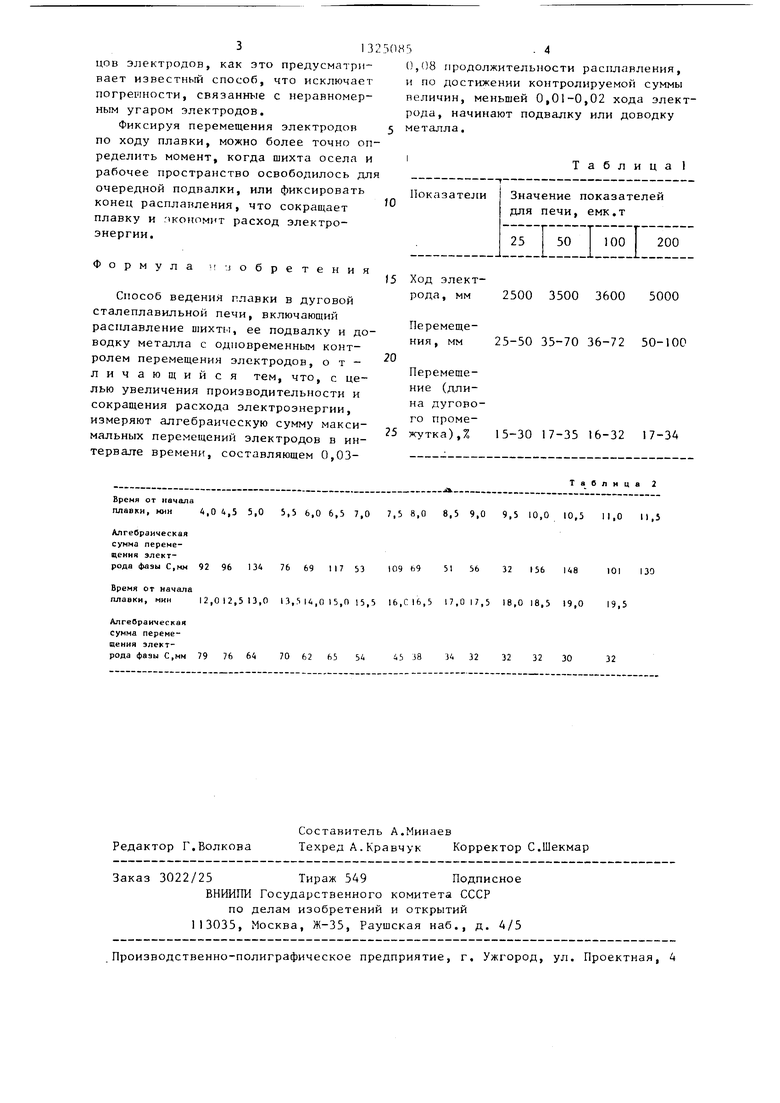
Интервал перемешешц электродов, показа ный как доля хода электродов, справедднгв д-пя мече различного ряда (табл.1).
Из приведенных данных видно, что перемещение состгазляе практически одинаковую часть длины дугового промежутка для печей разной емкости, нредложенное соотношение отраж;1ет i-co- лебания гореьгия д.чипы дуг и чувстии- тельност1 работы регулятора. Интервал времени, в течение которого производят сравнение контролируемой суммы с величиной 0,01-0,02 хода электродов, выбран из практических дапшлх. Если время меньше 0,03 продолжительности расплавления, то практически невозможно учесть короткое замыкание или обрыв дуги, что приводит к оишбке в оценке состояния металла в печи. Ес:п время больше 0,8, то затягивается время плавления шихты, а возрастает расход электроэнергии.
5
Рассмотрим применение предложенного способа на примере плавки в 100- Т01ТНОЙ дуговой печи. После завалки DiHXTi.i (60 т) печь включают и электроды начинают движение вниз, проплавляя в тихте колодцы. Обвалы кусков шихты, неустойчивое горение дуг на холодной шихте приводят к необходимости перемещения электродов внизвверх относительно фронта плавления
5
0
5
0
5
0
5
0
5
. Все перемещения в процессе расплавления фиксируются при помощи специальных датчиков, например, типа ПДФ-З, которые установлены на стойках электрододержателей. Информация о перемещении электродов поступает па :)ВМ, которая за 0,5 мин из всею спектра перемещений выделяет гглгебраическую сумму и сравнивает ее с величиной 0,01-0,02 хода электрода (табл. 2).
Отсутствие перемещений, алгебраическая сумма которых выходит за заданные границы в определенном интер- BfUie времени, свидетельствует о том, что обвалы шихты прекратились, а электроды слабо перемещаются вверх- вниз относительно зеркала расплавленного металла при устойчивом горении дуг. Печное пространство свободно для подвалки. Для 100-тонной печи контролируемый 1н тервал времени равен 24мип, а значение перемещения, кото- 1)ое соответствует стабильному горению дуГ;, составляет 30-60 мм. Через 35мип после включения печи электроды на гипают перемещаться вверх по мере расплгпшения твердой шихты и увели- чопи количества жидкого металла.
/и1гсбраическая сумма перемещений после 18-й минуты с начала плавки оз- начаег, что можно производить подвалку 1иихты, так как печное пространство сиободпо от шихты. Если указанные услоиип не соблюдены, плавление шихты продолжается. После расплавления последующих подвалок ЭВМ также конт- роллттует перемещение электродов и определяет начало периода доводки жидкой паппы. Конкретные величины конт- ро:п;руем1:1х интервалов времени и перемещений следует онределять с учетом качества шихты, технологии плавки и электрического режима в пределах, указанных в изобрете}1ии.
Преимущество пре/цюженного способа заключается в том, что не требуется определ 1ть координаты положения тор3132
цов электродов, как это предусматривает известный способ, что исключает погреиности, связанные с неравномерным угаром электродов.
Фиксируя перемещения электродов по ходу плавки, можно более точно определить момент, когда шихта осела и рабочее пространство освободилось для очередной подвалки, или фиксировать конец расплапления, что сокращает плавку и .4KOFioMHT расход электроэнергии.
Формула M:io6pe
тения
Способ ведения плавки в дуговой сталеплавильной печи, включающий расплавление пжхты, ее подвалку и доводку металла с одновременным контролем перемещения электродов, отличающийся тем, что, с целью увеличения производительности и сокращения расхода электроэнергии, измеряют алгебраическую сумму максимальных перемещений электродов в интервале времени, составляющем 0,03Время от начала
плавки, мин4,04,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9,0 9,5 10,0 10,5 11,0 11,5
Алгебраическая сумма переме- цення электрода (Jiasbi С, мм 92 96 134 76 69 117 53 109 Ь9 51 56 32 156 148 101 130
Время от начала
плавки, мин 12,012,513,0 13,5 U ,0 15,0 15,5 16рС16,5 17,017,5 18,018,5 19,0 19,5
Алгебраическая
сумма перемещения электрода фазы С,мм 79 76 64 70 62 65 54 45 38 34 32 32 32 30 32
Редактор Г,Волкова
Составитель А.Минаев
Техред А.Кравчук Корректор С.Шекмар
Заказ 3022/25Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
508S. 4
0,08 продолжительности расплавления, и по достижении контролируемой суммы величин, меньшей 0,01-0,02 хода электрода, начинают подвалку или доводку 5 металла,
Т а б л и ц а 1
15 Ход электрода, мм 2500 3500 3600 5000
Перемещения, мм 25-50 35-70 36-72 50-100
Перемещение (длина дугового промежутка),% 15-30 17-35 16-32 17-34
Таблиц
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ведения плавки | 1984 |
|
SU1191471A1 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1992 |
|
RU2033432C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТАДИЙ ПЛАВЛЕНИЯ ШИХТЫ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1999 |
|
RU2150643C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2220210C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В ДУГОВЫХ ПЕЧАХ | 2005 |
|
RU2304621C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2011 |
|
RU2478719C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1994 |
|
RU2041961C1 |
Изобретение относится к черной мет аллургии, в частности к выплавке стали к дуг овых сталеплавильных печах (ДСП). Цель изобретения - увеличение производительности печи и сокрашение расхода электрознергии. В способе ведения плавки в ДСП, включающем рас- пларле}1ие, подвалку иихтн и доводку мета- тла с однонреме1П ьгм контролем перемещения электродов, измеряют ал- гeбpaичecкyv) сумму макс1тмальньгх пере- мешений электродов в интервале времени, составляюпем 0,03-0,08 продотги- тел1.ногти расплавления, и по достижению контролируемой суммы величин, меньпей 0,01-0,02 хода электрода, на ЧИНЯ.Н1Т подвалку или доводку металла, ( иксируя перемещения электродов по ходу плавки, можно более точно опре- ;и-лит1, момент, когда шихта осела, и р Лйочее пространство освободилось для очередной или фиксировать копеп рас;пла)и1ения. 2 табл. (Л 1чЭ ел о 00 СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Свенчанский А.Д | |||
| Автоматическое регулирование электрических печей | |||
| - М.: Энергия, 1965, с | |||
| Транспортир | 1922 |
|
SU393A1 |
| Лапшин И.В | |||
| и др | |||
| Система измерения положения электродов: Сб | |||
| Автоматизация металлургического производства, № 5 | |||
| М., Меташтургия, 1977, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| (ЗА) СНОСОК ВКДЕИИЯ ПЛАВКИ | |||
