Изобретение относится к электро- магпипостроению и может быть испол1 зо вано в установках для сборки пакетов магнитопроводов, где для скреплемия пакета используется электродуговая сварка.
Цель изобретения - повьппение качества готового изделия за счет воз- MO7tCHocTH запоминания устройством не- сваренных участков пакета с последующей их сваркой.
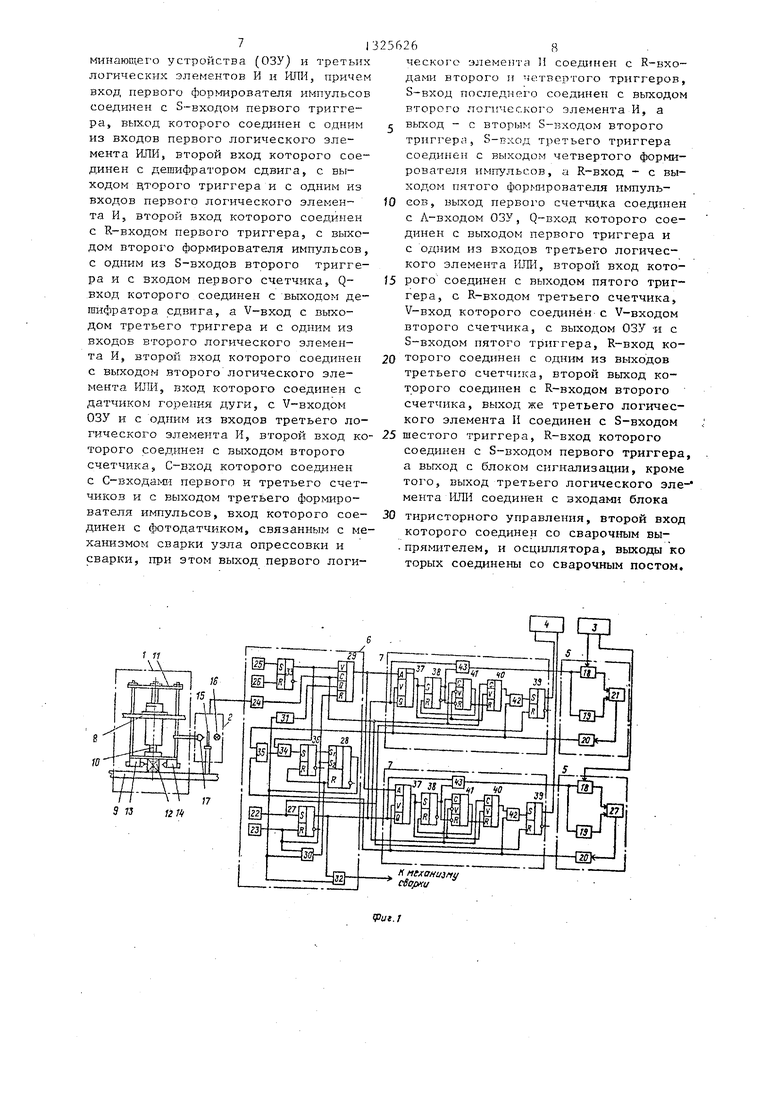
Па фиГо представлена функциональная схема устройства; на фиг.2 - временная диаграмма сварки.
Устройство для сварки пакетов магнитопроводов электрических машин состоит из узла I опрессовки и сварки, фотодатчика 2, сварочного выпрямителя 3, блока 4 сигнализадии, силовой части 5 управления сварочш м процессом, блока 6 логического управления и блоков 7 памяти.
Узел 1 опрессовки и сварки содержит станину 8, снабженную столом 9, На станине 8 установлены механизмы опрессовки 10 и .кварки II пакета 12 листов магнитопровода, установленного на столе 9. Механизм II сварки снабжеь сварочными горелками 13 и 14. Фотодатчик 2, состоящий из планки 15 с прорезями, неподвижно закрепленной на столе 9, с одной сторонь которой находится осветительная лампа 6, закрепленная на корпусе фотодатчика 2, а с другой стороны - фотодиод 17, который жестко связан с механизмом ,1 1 сваргсн с возможностью перемещения вместе с ним в вертикальной плоскости.
Силовая часть 5 управления сварочным процессом состоит из блока 18 тиристорного управления, осциллятора 19, датчика 20 горения дуги и сварочного поста 21, причем последний подключен, к датчику 20 горения дуги и входам блока 18 тиристорного управления, и осциллятора 19, вход которого соединен с входом блока 18 тиристорного управления, другой вход которого соединен с выходом сварочного выпрямителя 3,
Блок 6 логического управления состоит из первого 22 и второго 23 формирователей импульсов, служавд1Х для формирования импульсов, характеризуго- :дах начало и конец сварки, третьего .формирователя 24 импульсов, служащего для формирования импульсов от фо0
тодатчика 2, четвертог о 25 v го 26 формирователей ямпульсов, служащих yIя фор1чнроваН1.Я импульсов, характеризующих ачало и конец контроля. Причем выход первого формирователя 22 импульсов соединен с S-вхо- дом первого триггера .27, служащего для запуска механизма 1I сварки
Q R-вход которого соедкшегг с вькодом второго формирователя 23 импульсов S-входом второго триггера 28, служащего для задержки времени, R-входом первого счетчргка 29. слуркащего счетц чиком контроля, и одним из входов первого логического элемента И 30, второй вход которог о соединен с гзхо- дом дешифратора 31 сдвига, выходом второго триггера 28 и одним из входов первого логического злемен- та ИЛИ 32, второй вход, которого соединен с выходом первого триггера 27, а вьгход подключен к механизь}у 1 1 сварки. Выход дешифратора сдвига сое5 динен с Q-входом пертзого счетчика 29, С-вход которого соеди тен с В1лходом третьего формирователя 24 имп шьсов а V-вход - с выходо)- третьего триггера 33, служащего для разрешения коитц роля, и одним из входов второго логического элемента И 34,, второй вход которого соединен с втлходом второго логического элемента ИЛИ 35. а вы- ход - с S-входом четвертого триггера 36, служащего для повторного перемещения механизма 11 сварки, R- вход которого соединен с входом второго триггера 28 и выходом первого логического элемента И 30, а выход - с вторым S-входом второго триггера 28 К S- и R-входам третьего триггера 33 подсоединены выходы четвертого 25 и пятого 26 формирователей импульсов,
Блок 7 памяти состоит из оперативного запоминающего устройства (ОЗУ) 37, пятого 38 и шестого 39 триггеров, слу;кащих соответственно для включения цепей повторной сварки и сигнализации, второго 40 и третьего 41 счетчиков, сл уткащих счетчиками сигнализации и повторной сварки, третьего логического элемента И 42 и третьего логического элемента ИЛИ 43, причем Q-вход ОЗУ соединен с одним из входов третьего логического элемента 11ПИ 43, другой вход которог о соединен с выходом пятого триггера 40 и К входом третьего счетчика 41, V-вход которого соеди5
0
5
0
5
нен с V-входом второго счетчика 40, выходом ОЗУ и 5-входом пятого триггера 38, R-вход которого соединен с одним из выходов третьего счетчика 41, другой выход и С-вход которого соединен соответственно с R- и С-входами второго счетчика 40, выход которого соединен с одним из входов третьего логического элемента И 42, другой вход которого соединен с V- входом ОЗУ 37, а выход - с S-входом niecToro триггера 39,
Связь между узлом 1 опрессовки и
сварки, фотодатчиком 2, сварочным вы- g импульсов подаются на счетный вход С
счетчика 29 контроля.
После того, как на S-вход триггера 33 разрешения контроля приходит логический сигнал 1 через формирователь импульсов 25, соответствующий началу контроля, триггер 33 срабатывает, на его выходе появляется логипрямителем 3, блоком 4 сигнализации, блоком 5силового управления сварочным процессом, блоком 6 логического управления и блоком 7 памяти следующая: входы осциллятора 19 и блока 18 тиристорного управления соединены с выходом третьего логического элемента ИЛИ 43, вход блока 4 сигнализации соединен с выходом шестого триггера 39, выход датчика горения дуги соединен с входом второго логического элемента ИЛИ 35 и V-входом ОЗУ 37, выход первого счетчика 29 соединен с А-входом ОЗУ 37, выход первого гера 27 соединен с Q-входом ОЗУ 37, С-вход первого счетчика 29 соединен с С-входами второго 42 и третьего 43 счетчиков, выход первого формирователя 22 импульсов соединен с R-BXO- дом шестого триггера 39, а вход третьего формирователя 24 импульсов соединен с выходом фотодатчика 2. (Число блоков силового управления сварочным процессом и блоков памяти равно необходимому числу горелок.
20
ческии сигнал
Г7
30
, которьй подается 25 на разрешающий V-вход счетчика 29, в результате чего счетчик 29 начинает считывать и на его выходе появляются сигналы в двоичном коде, соответствующем определенному положению меха низма 11 сварки относительно пакета 12 магнитопровода. Сигналы в двоичном коде с выхода счетчика 29 поступают на адресньй А-вход ОЗУ 37.
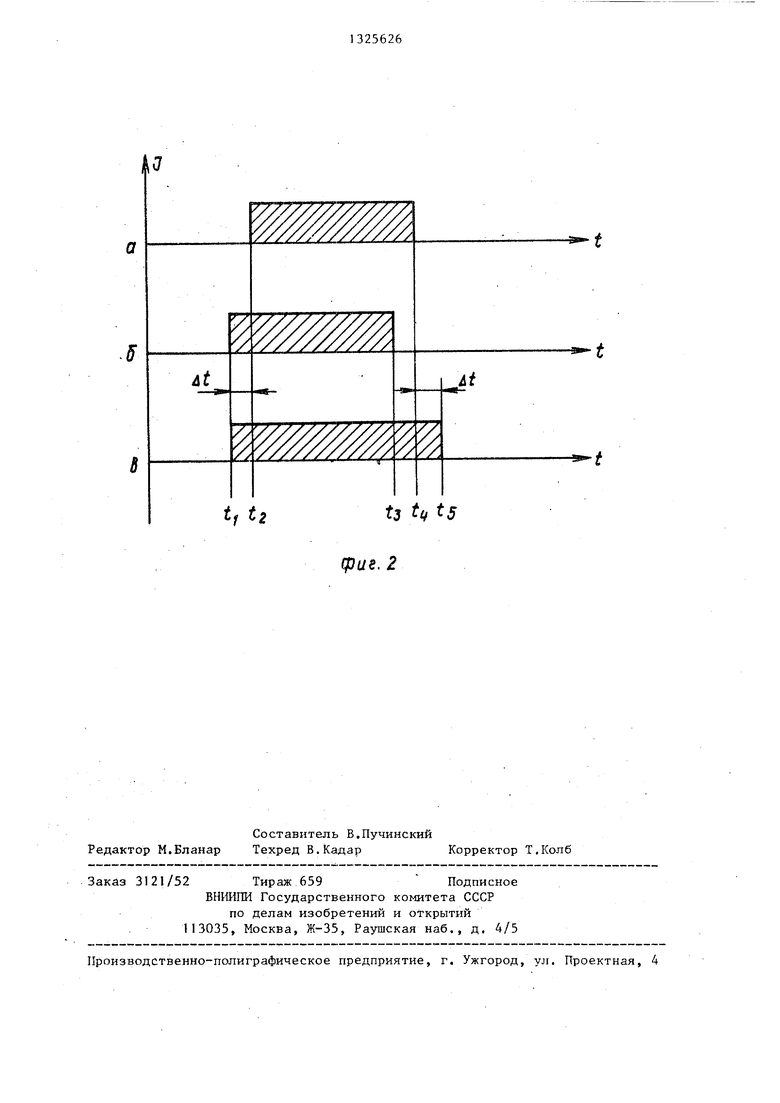
В процессе сварки на одном из сва- 35. рочных постов 21 происходит обрыв дуги в зоне t -t (фиг.2). В это время на выходе датчика 20 горения дуги поII I и
является логический сигнал 1, который подается на информационный V-вход
Устройство дпя сварки пакетов маг- ° У 37, в ОЗУ записывается информация нитопроводов электрических машин ра- ° оне обрыва дуги t,-t. поступающая
на адресный А-вход ОЗУ 37 с выхода счетчика 29. Одновременно логический
ботает следующим образом.
При команде Пуск логический сиг- сигнал 1 с выхода датчика 20 горе- нал 1 с формирователя 22 импульсов 45 ния дуги подается также на вход логи ческого элемента ИЛИ 35, с выхода которого логический сигнал 1 подается на один из входов логического элемента И 34, на другом входе кото- 50 рого имеется логический Сигнал 1, поступающий с выхода триггера 33 разрешения контроля. С выхода логического элемента И 34 логический сигнал 1 подается на S-вход триггера 36
начала сварки включает триггер 27 запуска механизма 11 сварки, на выходе которого появляется логический сигнал 1, который подается на один из входов логических элементов ИЛИ 32 и 43, по сигналам на выходе которых включаются соответственно механизм 11 сварки и осциллятор 19 совместно с блоком 18 тиристорного управления, В
результате этого сварочное напряжение 55 повторного перемещения свароч ного со сварочного выпрямителя 3 через бло- механизма 11, Триггер 36 срабатывает
и логический сигнал 1 с его выхода подается на один из S-входов тригкн 18 тиристорного управления подается на сварочный пост 21 и начинается
сварка. Логический сигнал 1 с вы
хода триггера 27 запуска поступает также на вход Q, ОЗУ 37, поставив последний в pejKHMe записи.
С перемещением сварочного механизма 11 перемещается также вдоль планки 15, имеющей прорези по всей длине, фотодиод 17, механически связанньш со сварочным механизмом 11. Лучи осветительной лампы 16 проходят через прорези в планке 15 и поочередно закрывают и открывают фотодиод 17, с выхода которого генерируются импульсы тока, которые через формирватель 24.
20
ческии сигнал
Г7
, которьй подается на разрешающий V-вход счетчика 29, в результате чего счетчик 29 начинает считывать и на его выходе появляются сигналы в двоичном коде, соответствующем определенному положению меха низма 11 сварки относительно пакета 12 магнитопровода. Сигналы в двоичном коде с выхода счетчика 29 поступают на адресньй А-вход ОЗУ 37.
В процессе сварки на одном из сва- 35. рочных постов 21 происходит обрыв дуги в зоне t -t (фиг.2). В это время на выходе датчика 20 горения дуги поII I и
является логический сигнал 1, который подается на информационный V-вход
У 37, в ОЗУ записывается информация ° оне обрыва дуги t,-t. поступающая
на адресный А-вход ОЗУ 37 с выхода счетчика 29. Одновременно логический
гера 28 задержки.
15
20
При перемещении сварочного механизма 11 на выходе счетчика 29 сигналы в двоичном коде, соответствующие сигналам (информацию о зоне обрыва дуги tj-t), записанным в ОЗУ 37, с появляются на at времени раньше начала зоны обрыва дуги. Таким образом, в момент t на выходе ОЗУ 37 появля- )ется логический сигнал 1, которьп подается на S-вход триггера 38 повторной сварки, с выхода которого логический сигнал 1 через логический элемент ИЛИ 43 включает блок 18 ти- ристорного управления и осциллятор 19 В результате этого происходит по- вторнйя сварка недоваренного участка пакета 12 на At времени раньше на ча- ла зоны обрыва дуги (с момента t ). Начало повторной сварки на 4t времени раньше начала зоны обрыва дуги обусловлено тем, чтобы исключить возможность недоварки в начале зоны обрыва дуги из-за инерционности включения процесса сварки. В момент tj (зона по величине равна зоне tg-t ) на выходе ОЗУ 37 появляется логический сигнал О, который подается на разрешающий V-вход счетчика 41 повторной сварки, а с фо- тодатчика 2 через формирователь 24 импульсов подаются имдульсы на счет- ньй С-вход счетчика 41. Счетчик начинает считывать.
После счета 2п количества импульсов (фиг.2, зона tj-tg) на одном из выходов счетчика 41 появляется логический сигнал 1, который подается на R-вход триггера 38 повторной сварки и сбрасывает его, а логический сигнал О с вькода триггера 38 через логический элемент ИЛИ 43 выключает осциллятор 19 и блок 18 тирис- торного управления. В результате этого повторная сварка прекращается. Таким образом, повторная сварка длится с момента t до момента t, вал зоиу обрыва дуги .слева на &t величину. С появлением логического сигнала 1 на выходе ОЗУ 37 он подается на разрешающий V-вход счетчика 40, который начинает считывать. После счета п количества импульсов в момент t J, на вьпсоде счетчика 40 появляется логический сигнал 1, .который сохраняется до тех пор, пока на его R-вход не поступает логический сигнал 1 с второго выхода счетчика 41 , который появляется при п счете (мо-5, перекры- t--t справа и
50
55
10
25
30
40
4J
15
20
с 25626
мент
50
55
t ). Логический сигнал 1 с
выхода счетчика 40 совместно с сигналом с датчика 20 горения дуги подаются на входы логи4€ ского элемента И 42. В момент t счетчика 40 сбрасывается счетчиком 41 и на вход логического элемента И 42 подается логический сигнал О с выхода счет- чика 40.
10 Таким образом, при повторной сварке счетчиком 40 фиксируется зона . контроля горения дуги, отождествляемая с зоной обрыва дуги t -t . Если при повторной сварке в зоне контроля горения дуги t.-t происходит повторный обрыв дуги, то на выходе датчика 20 горения дуги появляется логический сигнал 1, который сойместно с-логическим сигналом 1 с выхода счетчика 40 подается на входы логического элемента И 42, на выходе которого получается логический сигнал 1. С выхода логического элемента И 42 логический сигнал 1 посту25 пает на S-вход триггера 39 сигнализации, который включается и логический сигнал 1 с его выхода подается на вход блока 4 сигнапизадии, в результате чего включается сигнализация.
30 Таким образом, запоминание несваренного участка пакета магнитопрово- да позволяет производить последующую повторную сварку лишь несваренных участков.
Формула изобретения
Устройство для сварки пакетов маг- нитопроводов электрических машин, со40 держащее механизм для опрессовки маг- нитопровода с приводом его возвратно- поступательного перемещения, сварочный пост, отличающееся тем, что, с цепью повьш1ения качества
4J готового изд;елиЯ| оно содержит узел контроля сварки фотодатчиком, осциллятор, датчик горения дуги, блок ти- ристорного управления сварочным процессом, блок сигнализации, блок логического управления, состоящий из первого, второго, третьего и четвертого триггеров, первого, второго, третьего, четвертого и пятого формирователей импульсов, первого и второго логических элементов И и ИЛИ, дешифратора сдвига и первого счетчика, и
блок памяти, состоящий из пятого и 1
шестого триггеров, второго и третьего счетчиков, оперативного запо
713
минающего устройства (ОЗУ) и третьих логических элементов И н ИЛИ, причем вход первого формирователя импульсов соединен с S-входом первого триггера, выход которого соединен с одним из входов первого логического элемента ИЛИ, второй вход которого соединен с дешифратором сдвига, с выходом дторого триггера и с одним из входов первого логического элемента И, второй вход которого соединен с R-вкодом первого триггера, с выходом второго формирователя импульсов, с одним из S-входоЕ второго триггера и с входом первого счетчика, Q- вход которого соединен с выходом дешифратора сдвига, а V-вход с выходом третьего триггера и с одним из входов второго логического элемента И, второй вход которого соединен с выходом второго логического элемента ИЛИ, вход которого соединен с датчиком горения дуги, с V-входом ОЗУ и с одним из входов третьего логического элемента И, второй вход ко торого соединен с выходом второго счетчика, которого соединен с С-входаш первого и третьего счетчиков и с выходом третьего формирователя импульсов, вход которого соединен с фотодатчиком, связанным с м ханиэмом сварки узла опрессовки и сварки, при этом выход первого логи
5
6
25
26«
ческого элемента И соединен с R-BXO дами второго и четвертого триггеров, S-вход последнего соединен с выходом второго логического элемента И, а выход - с вторым S-входом второго триггера, S-ЕХОД третьего триггера соединен с выходом четвертого формирователя импульсов, а R-вход - с выходом пятого формирователя имнульO GOB
выход первого соедаюен
0
30
с А-входом ОЗУ, которого соединен с выходом первого триггера и с одним из входов третьего логичес- кого элемента 11ЛИ, второй вход которого соединен с выходом пятого триггера, с R-входом третьего счетчика, V-вход которого соединён с V-входом второго счетчика, с выходом ОЗУ я с S-входом пятого триггера, R-вход которого соединен с одним из выходов третьего счетчика, второй выход которого соединен с R-входом второго счетчика, выход же третьего логического элемента Н соединен с S-входом шестого триггера, R-вход которого соединен с S-входом первого триггера, а выход с блоком сигнализации, кроме того, выход третьего логического эле- мента 1-ШН соединен с входами блока тиристорного управления, второй вход которого соединен со сварочным выпрямителем, и осциллятора, выходы ко торых соединены со сварочным постом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пакетов магнитопроводов электрических машин | 1988 |
|
SU1619368A1 |
| Устройство для сварки пакетов магнитопроводов электрических машин | 1990 |
|
SU1732413A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЦИКЛОМ СВАРКИ | 1993 |
|
RU2072285C1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ДЛИНЫ | 1998 |
|
RU2148789C1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
Изобретение относится к области электромашиностроения и может быть использовано в установках для сборки пакетов магнитопроводов, где для скрепления пакета используется электродуговая сварка. Целью изобретения является повышение качества готового изделия за счет возможности запоминания не сваренных участков шва с последующей их сваркой. Устройство содержит узел опрессовки и сварки, фотодатчик, связанный с механизмом сварки, сварочный вьтрямитель, блок сигнализации, силовую часть управления сварочным процессом (по числу сварочных постовJ, блок логического управления и блоки памяти ( по числу сварочных постов. Действие данного устройства основано на подсчете импульсов фотодатчика счетчиком пропорционального перемещению механизма сварки.. При обрыве сварочной дуги в ОЗУ запишется двоичный код импульсов, поступающий от счетчика и несущий информацию с того участка, на котором произошел обрыв дуги. 2 ил. (Л С
f J1
а
t
5
At
i
ti tz
cpue. 2
Составитель В.Пучинский Редактор М.Бланар Техред В.КадарКорректор Т.Колб
Заказ 3121/52 Тираж 659 Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
t3 tif ts
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
