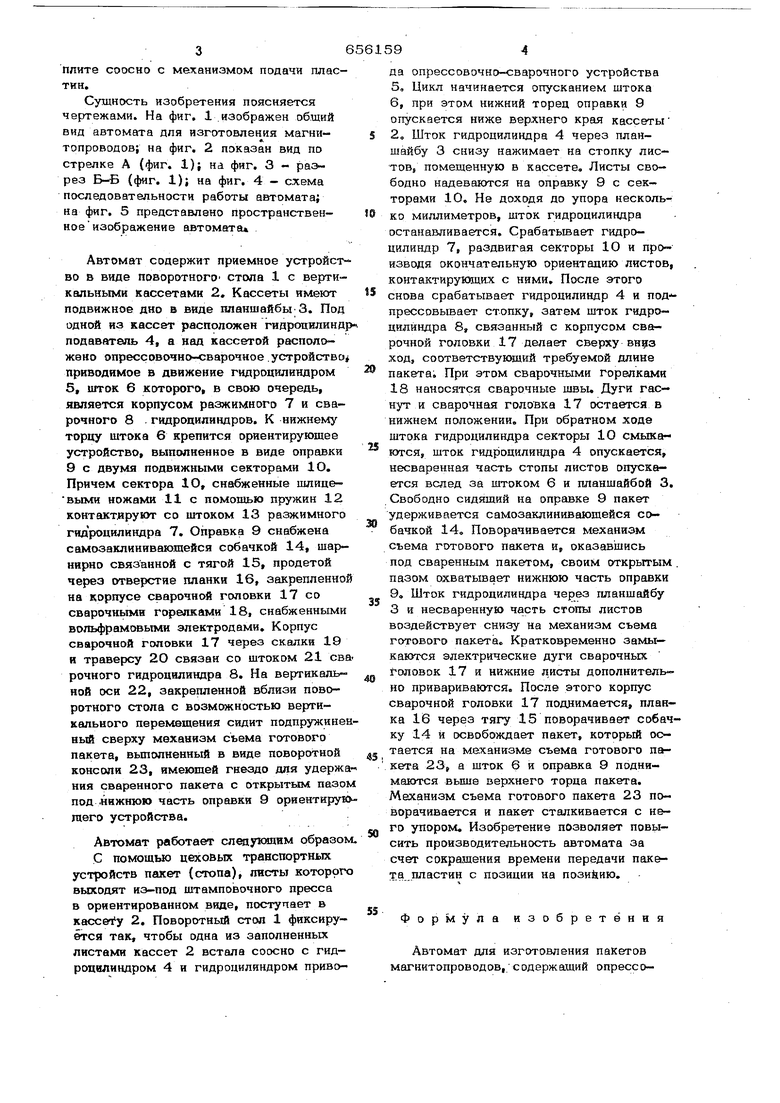
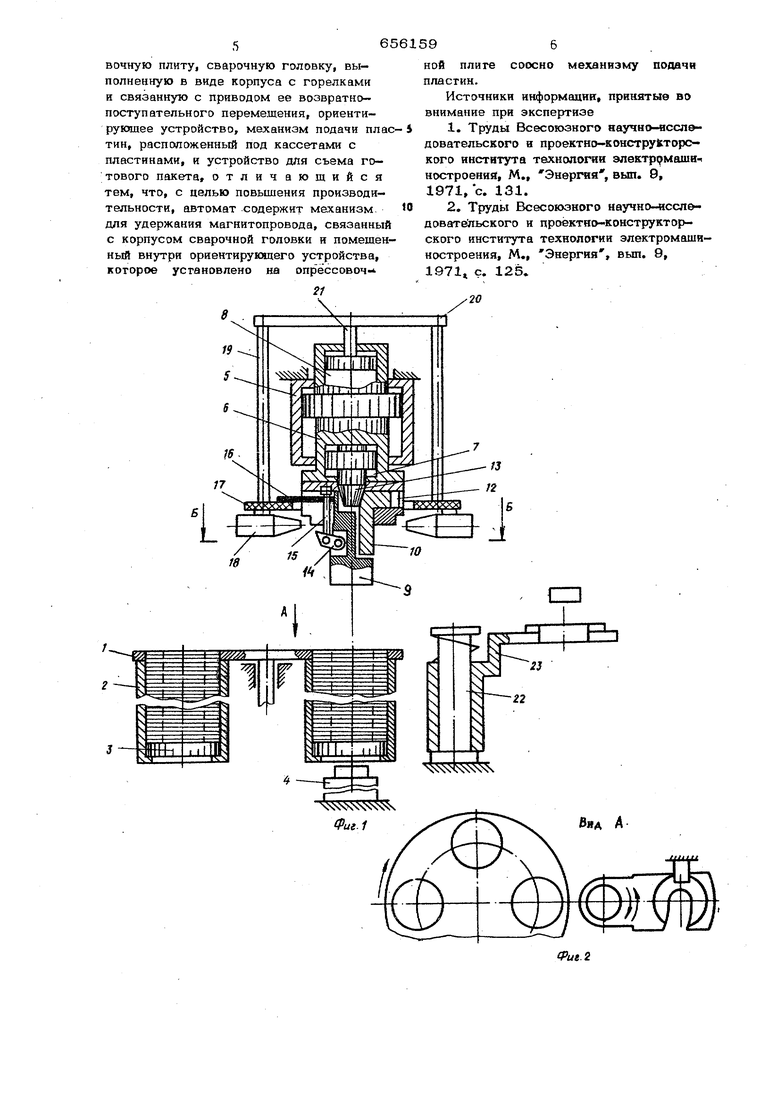
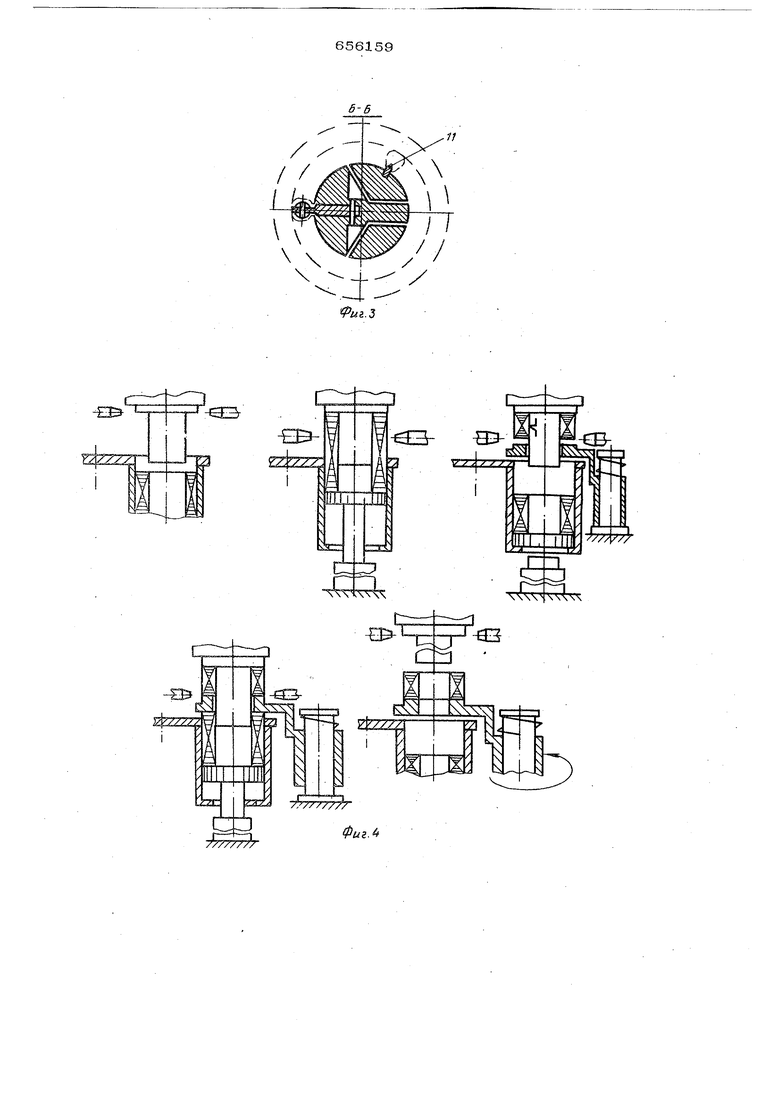
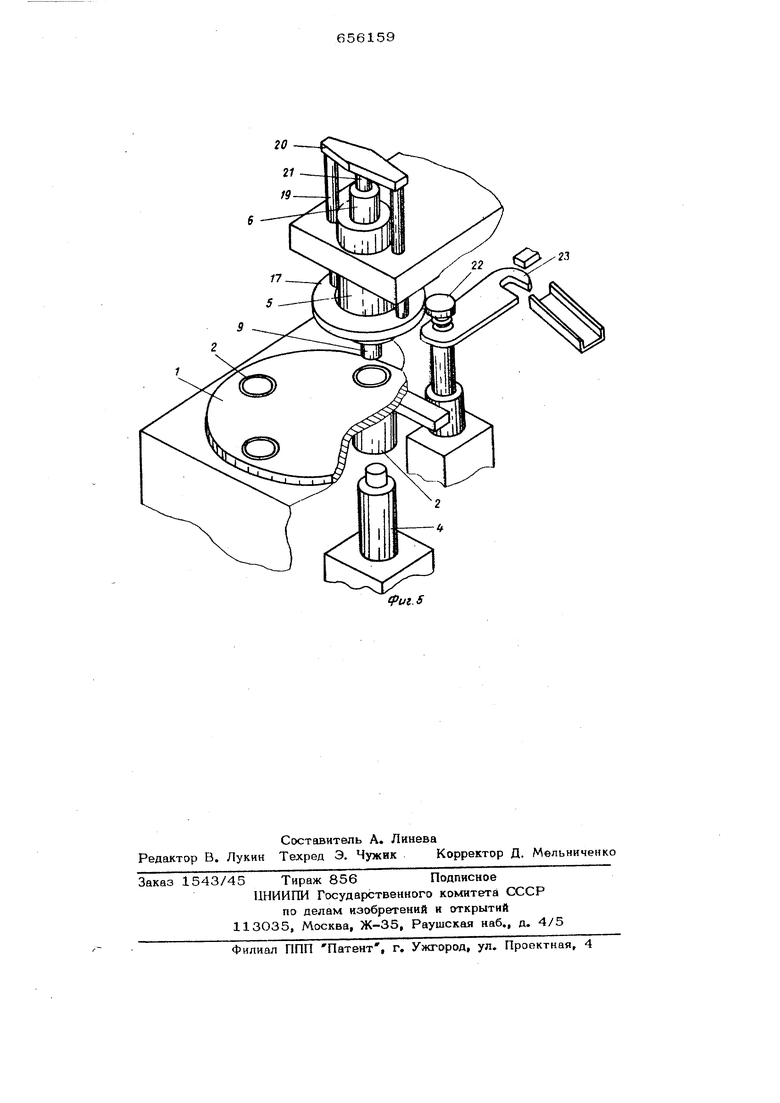
плите соосно с механизмом подачи пластин. Сущность изобретения поясняется чертежами. На фиг. 1 .изображен общий вид автомата для изготовления магнитопроводов; на фиг. 2 показан вид по стрелке А (фиг. 1); на фиг. 3 - разрез Б-Б (фиг. 1); на фиг. 4 - схема последовательности работы автомата; на фиг. 5 представлено пространственное изображение автомата Автомат содержит приемное устройство в виде поворотного стола 1 с вертикальными кассетами 2, Кассеты имеют подвижное дно в виде планшайбы 3. Под одной из кассет расположен гидроцилинд подаватель 4, а над кассетой распол1 жено опрессовочно-сварочное.устройство приводимое в движение гидроцилиндром 5, шток 6 которого, в свою очередь, является корпусом разжимного 7 и сварочного 8 гидроцилиндров. К нижнему торцу штока 6 крепится ориентирующее устройство, выполненное в виде оправки 9 с двумя подвижными секторами 10. Причем сектора 1О, снабженные шлицевыми ножами 11 с помощью пружин 12 контактируют со штоком 13 разжимного гидроцилиндра 7. Оправка 9 снабжена самозаклинивающейся собачкой 14, шарнирно связанной с тягой 15, продетой через отверстие планки 16, закрепленно на корпусе сварочной головки 17 со сварочными горелками 18, снабженными вольфрамовыми электродами. Корпус сварочной головки 17 через скалки 19 и траверсу 2О связан со штоком 21 сва рочного гидроцилиндра 8. На вертикальной оси 22, закрепленной вблизи поворотного стола с возможностью вертикального перемещения сидит подпружине ный сверху механизм съема готового пакета, вьтолненный в виде поворотной консоли 23, имеющей гнездо для удержа ния сваренного пакета с открытым пазо под .нижнюю часть оправки 9 ориентируг шего устройства. Автомат работает следукяднм образом С помощью цеховых транспортных устройств пакет (стопа), листы которог вьпсодят из-под штамповочного пресса в ориентированном виде, поступает в кассету 2. Поворотный стоп 1 фиксируется так, чтобы одна из заполненных листами кассет 2 встала соосно с гидроцилиндром 4 и гидроцилиндром привода опрессовочно-сварочного устройства 5,Цикл начинается опусканием штока 6,при этом нижний торец оправки 9 опускается ниже верхнего края кассеты 2, Шток гидроцилиндра 4 через планшайбу 3 снизу нажимает на стопку листов, помещенную в кассете. Листы свободно надеваются на оправку 9 с секторами 10, Не доходя до упора несколько миллиметров, шток гидроцилиндра останавливается. Срабатьшает гидроцилиндр 7, раздвигая секторы 10 и производя окончательную ориентацию листов, контактирующах с ними. После этого снова срабатывает гидроцилиндр 4 и подпрессовывает стопку, затем шток гидро- цилиндра 8, связанный с корпусом сварочной головки 17 делает сверху ход, соответствующий требуемой длине пакета; При этом сварочными горелками 18 наносятся сварочные швы. Дуги гаснут и сварочная головка 17 остается в нижнем положении. При обратном ходе штока гидроцилйндра секторы 10 смыкаются, шток гидроцилиндра 4 опускается, несваренная часть стопы листов опускается вслед за штоком 6 и планшайбой 3. Свободно сидящий на оправке 9 пакет удерживается самозаклинивающейся собачкой 14, Поворачивается механизм съема готового пакета и, оказавшись под сваренным пакетом, своим открытым . пазом охватывает нижнюю часть оправки 9, Шток гидроцилиндра через планшайбу 3 и несваренную часть стопы листов воздействует снизу на механизм сьема готового пакета. Кратковременно замыкаются электрические дуги сварочных Головок 17 и нижние листы дополнительно привариваются. После этого корпус сварочной головки 17 поднимается, планка 16 через тягу 15 поворачивает собачку 14 и освобождает пакет, который остается на механизме съема готового пакета 23, а шток 6 и оправка 9 поднимаются вьш1е верхнего торца пакета. Механизм съема готового пакета 23 поворачивается и пакет сталкивается с него упором. Изобретение позволяет повысить производительность автомата за счет сокращения времени передачи пакет.а пластин с позиции на позицию. Формула изобретения Автомат для изготовления пакетов магнитопроводов,; содержащий опрессовочную плиту, сварочную головку, выполненную в виде корпуса с горелками и связанную с приводом ее возвратнопоступательного перемещения, ориентирующее устройство, механизм подачи пла тин, расположенный под кассетами с пластинами, и устройство для съема готового пакета, отличающийся тем, что, с целью повьииения производительности, автомат содержит механизм, для удержания магнитопровода, связанны с корпусом сварочной головки и помещен ный внутри ориентирующего устройства, которое установлено на опрёссовоч-. , 6 9 б ной плиге соосно механизму подачя пластин. Источники информациа, принятые во внимание при экспертизе 1.Труды Всесоюзного научно-исследовательского и проектно-KOHcrpyfcTopcкого института технологии электррмашич ностроения, М., Энергия, вып. 9, 1971, с. 131. 2.Труды Всесоюзного научно-исследоватейьского и проёктио-конструкторского института технологии электромашиностроения, М., Энергия, вып. 9, 1971 с. 1215.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1982 |
|
SU1053227A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Автоматическая линия сборки пакетов магнитопровода статора | 1989 |
|
SU1767631A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автомат для изготовления пакетов магнитопроводов | 1981 |
|
SU959219A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Устройство для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1267539A1 |
20
--
fpuLS
