Изобретение относится к области конт- 1 управления отрабатывает сигнал, запус- роля, а именно к оборудованию для конт- кающий шаговый привод 28 на подъем сва- роля качества сборки полупроводниковых рочной головки в исходное положение, а приборов и интегральных микросхем.также через третий выход подает сигнал
Цель изобретения - расширение функ- с на электромагнитный привод зажимных гу- циональных возможностей устройства путем бок, расфиксирующий привариваемый про- обеспечения неразрушающего контроля свар- водник.
ного соединения.При подъеме сварочной головки 29 приНа фиг. 1 изображена структурная схе- вариваемый проводник при его качествен- ма устройства; на фиг. 2 - структурная ной приварке сматывается с катушки 33 и схема блока управления; на фиг. 3 - ха- 10 протягивается через капиллярную трубку 3.
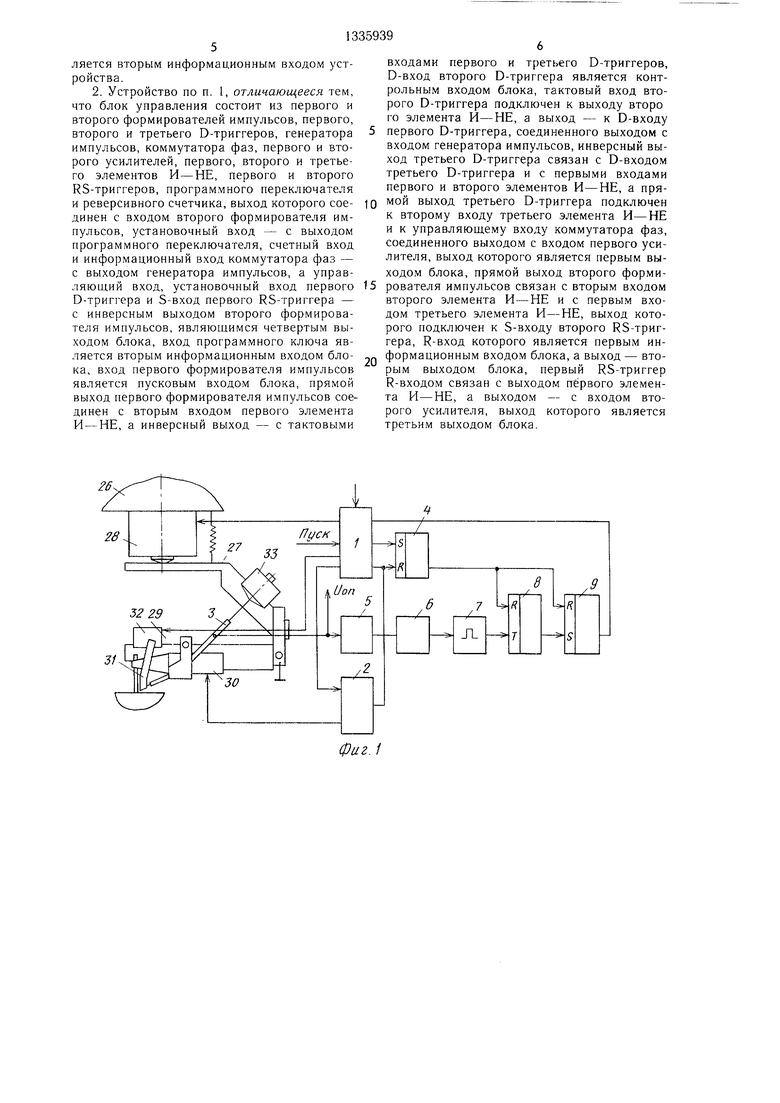
Электрический контакт между капиллярной трубкой 3, на которую подано опорное напряжение, и привариваемым проводником в этом случае появляется и Пропадает вследствие механической вибрации контакта капиллярной трубки с привариваемым проводником (см. фиг. За). Механические вибрации этого контакта при протягивании проводника через капиллярную трубку служат для контроля обрыва первой сварки.
мирователя 7 импульса, двоичного счетчи- 20 Контроль осушествляется следуюш,им об- ка 8, второго триггера 9, а блок 2 управ- разом.
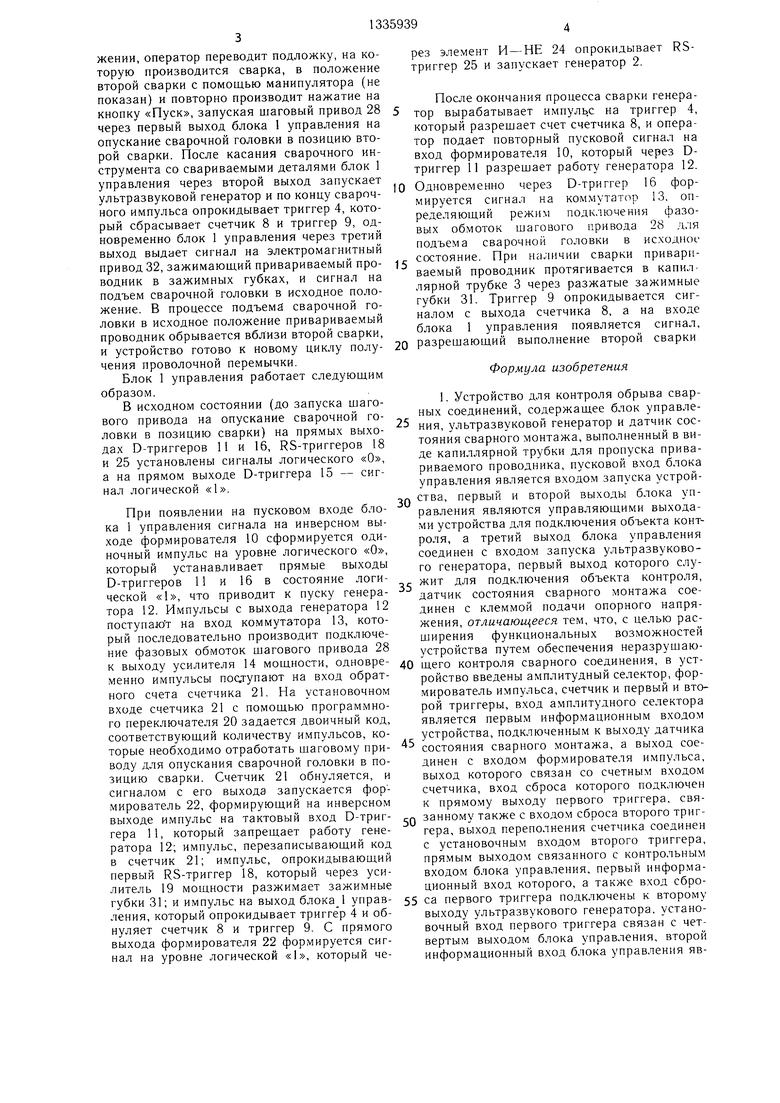
ления (фиг. 2) состоит из первого форми-Сигнал, вызванный вибрацией контакта
рователя 10 импульсов, первого D-триггера капиллярной трубки 3 с привариваемым про- 11, задающего генератора 12 импуль сов, ком- водником, поступает на вход повторителя 5, мутатора 13 фаз, первого усилителя 14 мот- который служит в качестве буферного кас- ности, второго D-триггера 15, третьего D-триг- 25 када, после чего происходит селекция им- гера 16, первого эле.мента И-НЕ 17, пер- пульсов по амплитуде селектором 6, пропусрактерный дребезг контакта капиллярная трубка - привариваемый проводник при наличии первой сварки (а) при обрыве первой сварки (б).
Устройство для контроля обрыва сварных соединений состоит из блока 1 управления, ультразвукового генератора 2, датчика 3 состояния сварного монтажа (капиллярной трубки), первого триггера 4, повторителя 5, амплитудного селектора 6, фор15
вого RS-триггера 18, второго усилителя 19 мощности, программного переключателя 20, двоично-десятичного реверсивного счетчика 21, второго формирователя 22 импульсов, второго элемента И-НЕ 23, третьего элемента И-НЕ 24 и второго RS-триггера 25. На фиг. 1 представлены также конструктивные элементы объекта контроля: корпус 26, механизм 27 вертикальных перемещений с шаговым приводом 28, свароч30
кающим импульсы, соответствующие логической «1. Формирователь 7 формирует прямоугольные импульсы, которые поступают на вход счетчика 8. В случае отсутствия первой сварки при подъеме сварочной головки в исходное положение привариваемый проводник не протягивается через капиллярную трубку, и вибрация контакта между капиллярной трубкой и привариваемым проводником носит случайный характер (фиг. 36),
ная головка 29, закрепленная на механиз- обусловленный вибрациями сварочной уста- ме вертикальных перемендений и состоящая новки, случайными ударами и т.д. Поэтоиз ультразвукового преобразователя 30, зажимных губ ок 31 с электромагнитным приводом 32, и катушка 33 с привариваемым проводником.40
Работа устройства происходит следующим образом.
Перед началом процесса сварки оператор заправляет фивариваемыи проводник в капиллярную трубку 3, пропускает через
му, как показала практика, на выходе счетчика 8 сигнал появляется не ранее, чем во втором разряде.
При наличии первой сварки привариваемый проводник протягивается через капиллярную трубку в течение всего времени подъема сварочной головки в исходное положение, поэтому в течение всего времени подъема сварочной головки происходит вибзажимные губки 31 и подает под свароч- 45 рация контакта (фиг. За). При высоте подъе- ный инструмент, после чего сигналомма сварочной головки 1,5-2,5 мм сигнал
«Пуск запускает через первый выход бло-на выходе счетчика 8 появляется не ранее,
ка 1 управления щаговый привод 28 на опускание механизма 27 вертикальных перемещений в позициЕО первой сварки. Через второй выход блока 1 управления после ка- сания сварочного инструмента со свариваемыми деталями запускается генератор 2, при этом триггер 4 находится в состоянии, запрещающем счет счетчика 8 и нереключечем в щестом разряде. Таким образом, при наличии первой сварки сигналом с выхода счетчика 8 триггер 9, вход которого соединен с выходом щестого разряда счетчика 8, опрокидывается и дает разрешение на первый вход блока управления для дальнейшего формирования перемычки. В противном случае (при отсутствии первой сварки)
ние триггера 9. По концу пергой сварки блок 1 управления блокирует шаговый при- гигиаппг.й г nuivr TQ rouonQTi,r,o о .r.i.Tjni, - ВОД, И процесс разварки проводника на первой сварке повторяется.
Когда первая сварка получена и сварочная головка находится в исходном полосигналом с выхода генератора 2 опрокидывается триггер 4, который разрешает счет счетчика 8 и переключение триггера 9. Получив этот сигнал через второй вход, блок
30
кающим импульсы, соответствующие логической «1. Формирователь 7 формирует прямоугольные импульсы, которые поступают на вход счетчика 8. В случае отсутствия первой сварки при подъеме сварочной головки в исходное положение привариваемый проводник не протягивается через капиллярную трубку, и вибрация контакта между капиллярной трубкой и привариваемым проводником носит случайный характер (фиг. 36),
обусловленный вибрациями сварочной уста- новки, случайными ударами и т.д. Поэтона выходе счетчика 8 появляется не ранее,
чем в щестом разряде. Таким образом, при наличии первой сварки сигналом с выхода счетчика 8 триггер 9, вход которого соединен с выходом щестого разряда счетчика 8, опрокидывается и дает разрешение на первый вход блока управления для дальнейшего формирования перемычки. В противжении, оператор переводит подложку, на которую производится сварка, в положение второй сварки с помощью манипулятора (не показан) и повторно производит нажатие на кнопку «Пуск, запуская шаговый привод 28 через первый выход блока 1 управления на опускание сварочной головки в позицию второй сварки. После касания сварочного инструмента со свариваемыми деталями блок 1 управления через второй выход запускает ультразвуковой генератор и по концу сварочного импульса опрокидывает триггер 4, который сбрасывает счетчик 8 и триггер 9, одновременно блок 1 управления через третий выход выдает сигнал на электромагнитный привод 32, зажимающий привариваемый проводник в зажимных губках, и сигнал на подъем сварочной головки в исходное положение. В процессе подъема сварочной головки в исходное положение привариваемый проводник обрывается вблизи второй сварки, и устройство готово к новому циклу получения проволочной перемычки.
Блок 1 управления работает следующим образом.
В исходном состоянии (до запуска щаго- вого привода на опускание сварочной головки в позицию сварки) на прямых выходах D-триггеров 11 и 16, RS-триггеров 18 и 25 установлены сигналы логического «О, а на прямом выходе D-триггера 15 - сигнал логической «1.
При появлении на пусковом входе блока 1 управления сигнала на инверсном выходе формирователя 10 сформируется одиночный импульс на уровне логического «О, который устанавливает прямые выходы D-триггеров 11 и 16 в состояние логической «1, что приводит к пуску генератора 12. Импульсы с выхода генератора 12 поступают на вход коммутатора 13, который последовательно производит подключение фазовых обмоток шагового привода 28
рез элемент И-НЕ 24 опрокидывает RS- триггер 25 и запускает генератор 2.
После окончания процесса сварки генера- 5 тор вырабатывает импульс на триггер 4, который разрешает счет счетчика 8, и оператор подает повторный пусковой сигнал на вход формирователя 10, который через D- триггер 11 разрешает работу генератора 12.
10 Одновременно через D-триггер 16 формируется сигнал на коммутатор 13, определяющий режим подключения фазовых обмоток шагового привода 28 для подъема сварочной головки в исходное состояние. При наличии сварки привариваемый проводник протягивается в капиллярной трубке 3 через разжатые зажимные губки 31. Триггер 9 опрокидывается сигналом с выхода счетчика 8, а на входе блока 1 управления появляется сигнал, разрешающий выполнение второй сварки
15
20
Формула изобретения
25
1. Устройство для контроля обрыва сварных соединений, содержащее блок управления, ультразвуковой генератор и датчик состояния сварного монтажа, выполненный в виде капиллярной трубки для пропуска привариваемого проводника, пусковой вход блока управления является входом запуска устрой- OQ ства, первый и второй выходы блока управления являются управляющими выходами устройства для подключения объекта контроля, а третий выход блока управления соединен с входом запуска ультразвукового генератора, первый выход которого служит для подключения объекта контроля, датчик состояния сварного монтажа соединен с клеммой подачи опорного напряжения, отличающееся тем, что, с целью расширения функциональных возможностей устройства путем обеспечения неразрушаю35
к выходу усилителя 14 мощности, одновре- 40 щего контроля сварного соединения, в уст- менно импульсы поступают на вход обрат- ройство введены амплитудный селектор, форНа
ного счета счетчика 21. Ма установочном входе счетчика 21 с помощью программного переключателя 20 задается двоичный код, соответствующий количеству импульсов, которые необходимо отработать шаговому при- воду для опускания сварочной головки в позицию сварки. Счетчик 21 обнуляется, и сигналом с его выхода запускается формирователь 22, формирующий на инверсном
мирователь импульса, счетчик и первый и второй триггеры, вход амплитудного селектора является первым информационным входом устройства, подключенным к выходу датчика состояния сварного монтажа, а выход соединен с входом формирователя импульса, выход которого связан со счетным входом счетчика, вход сброса которого подключен к прямому выходу первого триггера, свявыходе импульс на тактовый вход D-триг- д„ занному также с входом сброса второго триггера 11, который запрещает работу генератора 12; импульс, перезаписывающий код в счетчик 21; импульс, опрокидывающий первый RS-триггер 18, который через усилитель 19 мощности разжимает зажимные
гера, выход переполнения счетчика соединен с установочным входом второго триггера, прямым выходом связанного с контрольным входом блока управления, первый информационный вход которого, а также вход сброгубки 31; и импульс на выход блока 1 управ- 55 са первого триггера подключены к второму
ления, который опрокидывает триггер 4 и обнуляет счетчик 8 и триггер 9. С прямого выхода формирователя 22 формируется сигнал на уровне логической «1, который чевыходу ультразвукового генератора, установочный вход первого триггера связан с четвертым выходом блока управления, второй информационный вход блока управления яврез элемент И-НЕ 24 опрокидывает RS- триггер 25 и запускает генератор 2.
После окончания процесса сварки генера- тор вырабатывает импульс на триггер 4, который разрешает счет счетчика 8, и оператор подает повторный пусковой сигнал на вход формирователя 10, который через D- триггер 11 разрешает работу генератора 12.
Одновременно через D-триггер 16 формируется сигнал на коммутатор 13, определяющий режим подключения фазовых обмоток шагового привода 28 для подъема сварочной головки в исходное состояние. При наличии сварки привариваемый проводник протягивается в капиллярной трубке 3 через разжатые зажимные губки 31. Триггер 9 опрокидывается сигналом с выхода счетчика 8, а на входе блока 1 управления появляется сигнал, разрешающий выполнение второй сварки
Формула изобретения
25
1. Устройство для контроля обрыва сварных соединений, содержащее блок управления, ультразвуковой генератор и датчик состояния сварного монтажа, выполненный в виде капиллярной трубки для пропуска привариваемого проводника, пусковой вход блока управления является входом запуска устрой- OQ ства, первый и второй выходы блока управления являются управляющими выходами устройства для подключения объекта контроля, а третий выход блока управления соединен с входом запуска ультразвукового генератора, первый выход которого служит для подключения объекта контроля, датчик состояния сварного монтажа соединен с клеммой подачи опорного напряжения, отличающееся тем, что, с целью расширения функциональных возможностей устройства путем обеспечения неразрушаю35
40 щего контроля сварного соединения, в уст- ройство введены амплитудный селектор, формирователь импульса, счетчик и первый и второй триггеры, вход амплитудного селектора является первым информационным входом устройства, подключенным к выходу датчика состояния сварного монтажа, а выход соединен с входом формирователя импульса, выход которого связан со счетным входом счетчика, вход сброса которого подключен к прямому выходу первого триггера, связанному также с входом сброса второго триггера, выход переполнения счетчика соединен с установочным входом второго триггера, прямым выходом связанного с контрольным входом блока управления, первый информационный вход которого, а также вход сброса первого триггера подключены к второму
выходу ультразвукового генератора, установочный вход первого триггера связан с четвертым выходом блока управления, второй информационный вход блока управления является вторым информационным входом устройства.
2. Устройство по п. 1, отличающееся тем, что блок управления состоит из первого и второго формирователей импульсов, первого, второго и третьего D-триггеров, генератора импульсов, коммутатора фаз, первого и второго усилителей, первого, второго и третьего элементов И-НЕ, первого и второго RS-триггеров, программного переключателя и реверсивного счетчика, выход которого соединен с входом второго формирователя импульсов, установочный вход - с выходом программного переключателя, счетный вход и информационный вход коммутатора фаз - с выходом генератора импульсов, а управляющий вход, установочный вход первого D-триггера и S-вход первого RS-триггера - с инверсным выходом второго формирователя импульсов, являющимся четвертым выходом блока, вход программного ключа является вторым информационным входом блока, вход первого формирователя импульсов является пусковым входом блока, прямой выход первого формирователя импульсов соединен с вторым входом первого элемента И-НЕ, а инверсный выход - с тактовыми
входами первого и третьего D-триггеров, D-вход второго D-триггера является контрольным входом блока, тактовый вход второго D-триггера подключен к выходу второ го элемента И-НЕ, а выход - к D-входу
первого D-триггера, соединенного выходом с входом генератора импульсов, инверсный выход третьего D-триггера связан с D-входом третьего D-триггера и с первыми входами первого и второго элементов И-НЕ, а пряQ мой выход третьего D-триггера подключен к второму входу третьего элемента И-НЕ и к управляющему входу коммутатора фаз, соединенного выходом с входом первого усилителя, выход которого является первым выходом блока, прямой выход второго формирователя импульсов связан с вторым входом второго элемента И-НЕ и с первым входом третьего элемента И-НЕ, выход которого подключен к S-входу второго RS-триггера, R-вход которого является первым информационным входом блока, а выход - вторым выходом блока, первый RS-триггер R-входом связан с выходом первого элемента И-НЕ, а выходом - с входом второго усилителя, выход которого является третьим выходом блока.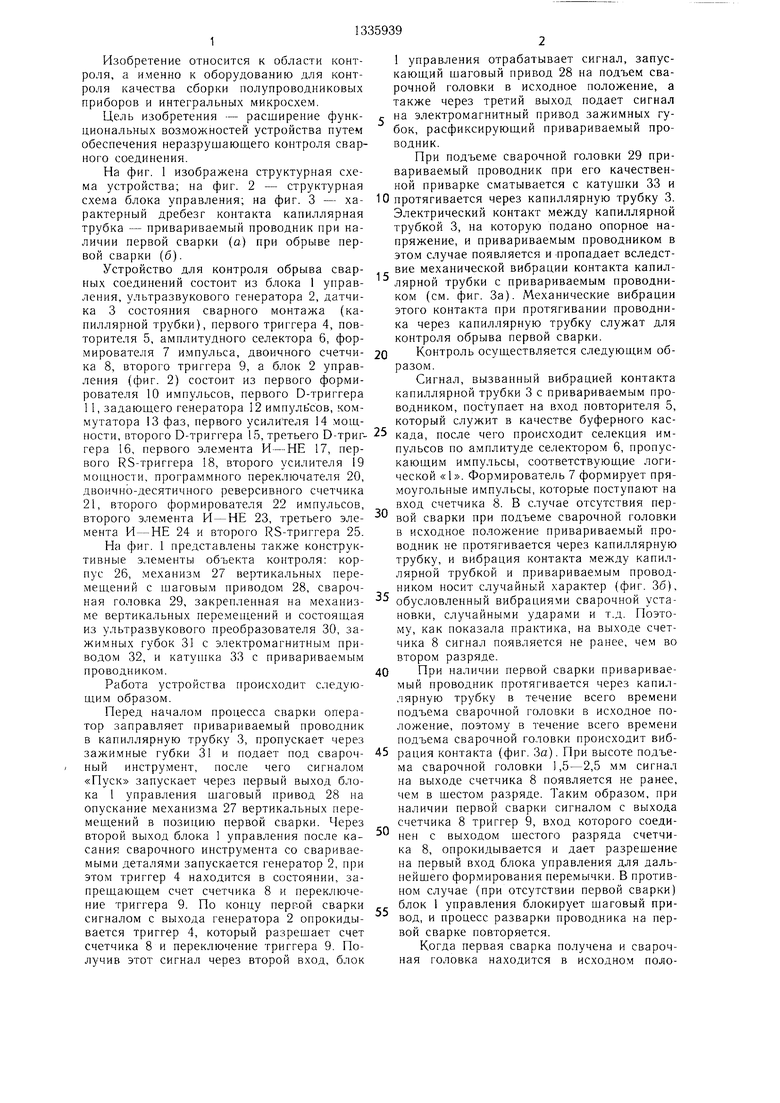
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство для сварки давлением | 1987 |
|
SU1609585A1 |
| Установка для микросварки | 1985 |
|
SU1260136A1 |
| Устройство для сварки давлением | 1986 |
|
SU1397222A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
| Установка для ультразвуковой микросварки | 1983 |
|
SU1212740A1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
Изобретение относится к области контроля качества сборки полупроводниковых приборов и интегральных микросхем с использованием сварочных операций. Цель изобретения - повышение качества контроля сварочного монтажа и выхода годных приборов. Устройство содержит блок управления, ультразвуковой генератор, капиллярную трубку, первый и второй триггеры, повторитель, амплитудный селектор, формирователь, счетчик, первый и второй формирователи импульсов, первый, второй и третий D-триггеры, генератор импульсов, коммутатор фаз, первый и второй усилители, первый, второй и третий элементы И-НЕ, первый и второй RS-триггеры, программный переключатель, реверсивный счетчик. Устройство обеспечивает контроль сварных соединений без приложения дополнительных усилий на обрыв, что повьппает качество контроля и увеличивает выход годной продукции. 1 з.п. ф-лы, 3 ил. « оо со СП СО со х
фиг. f
Пуск
онт.
кшл
Фиг..
а
tc
Редактор В. Данко Заказ 3802/41
Составитель В. Воронков
Техред И. ВересКорректор А. Обручар
Тираж 863Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-иолиграфическое предприятие, г. Ужгород, ,i. Проектная, 4
Фи2.Ъ
tl
| Патент США № 4205773, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Патент США № 4213556, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
