1
(21)4615833/27
(22)07.12.88
(46) 07.01.91. Бюл. W 1
(71)Всесоюзный научно-исследовательский проектно-конструкторский институт технологии электрических машин малой мощности
(72)Т. М. Джинджихашвили, А. И. Бо- терашвили и Э. А. Купатадзе
(53) 621.791.75:621.313.33(088.8) (56) Авторское свидетельство СССР № 656159, кл. Н 02 К 15/02, 1979.
Авторское свидетельство СССР 1325626, кл. Н 02 К 15/02, 1987.
(54) УСТРОЙСТВО ДЛЯ СВАРКИ ПАКЕТОВ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШН (57) Изобретение относится к машиностроению, предназначено для использования в производстве электрических машин при автоматической сварке пакетов магнитопроводов и позволяет сить производительность процесса путем исключения брака при изготовлении изделия за счет обеспечения многоразового прохождения цикла сварки в случае обрывов дуги до получения непрерывного шва по всей длине пакета. Устройство содержит механизмы опрес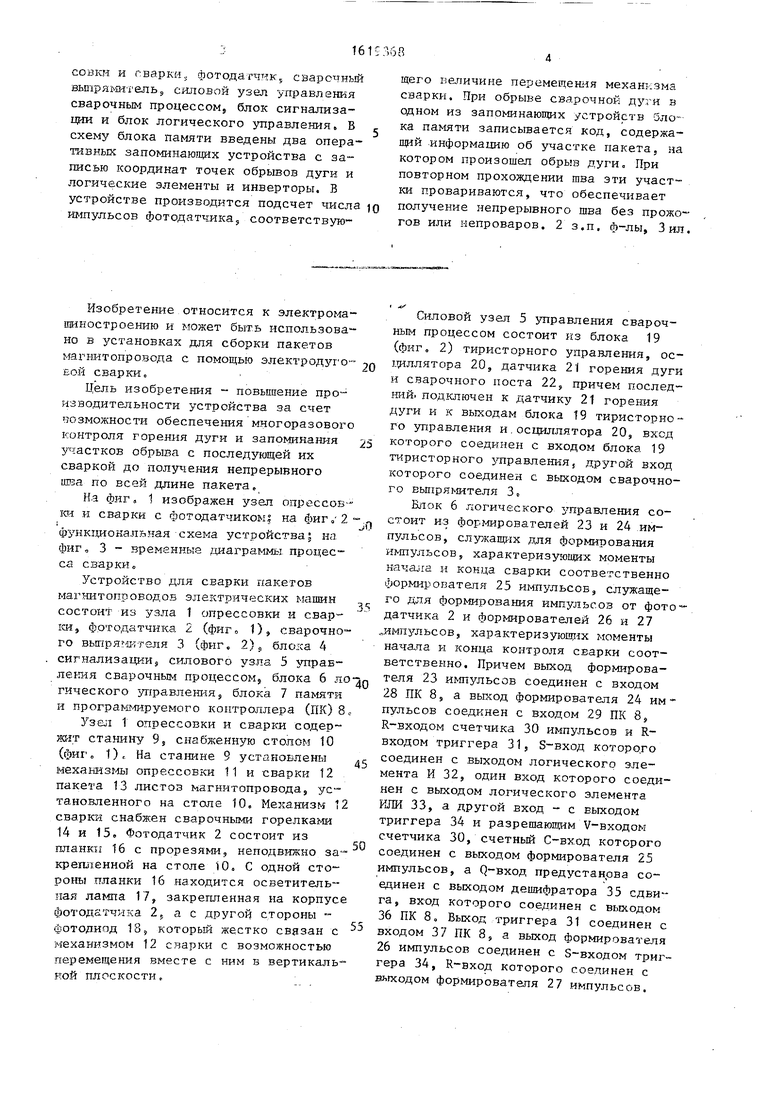
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пакетов магнитопроводов электрических машин | 1986 |
|
SU1325626A1 |
| Устройство для сварки пакетов магнитопроводов электрических машин | 1990 |
|
SU1732413A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для тестового контроля логических узлов | 1991 |
|
SU1837297A1 |

&
се оо 0 оо
совки и г варки,, фотодагч к, сваренный выпрямитель, силовой узел управления сварочным процессом, блок сигнализации и блок логического управления. В схему блока памяти введены два оперативных запоминающих устройства с записью координат точек обрывов дуги и логические элементы и инверторы. В устройстве производится подсчет числа импульсов фотодатчика5 соответствуюИзобретение относится к электрома- щиностроению и может быть использовано в установках для сборки пакетов магнитопровода с помощью электродуго™ ЕОЙ сварки.
Пель изобретения - повышение производительности устройства за счет юзможности обеспечения многоразового контроля горения дуги и запоминания участков обрыва с последующей их сваркой до получения непрерывного шла гго всей длине пакета.
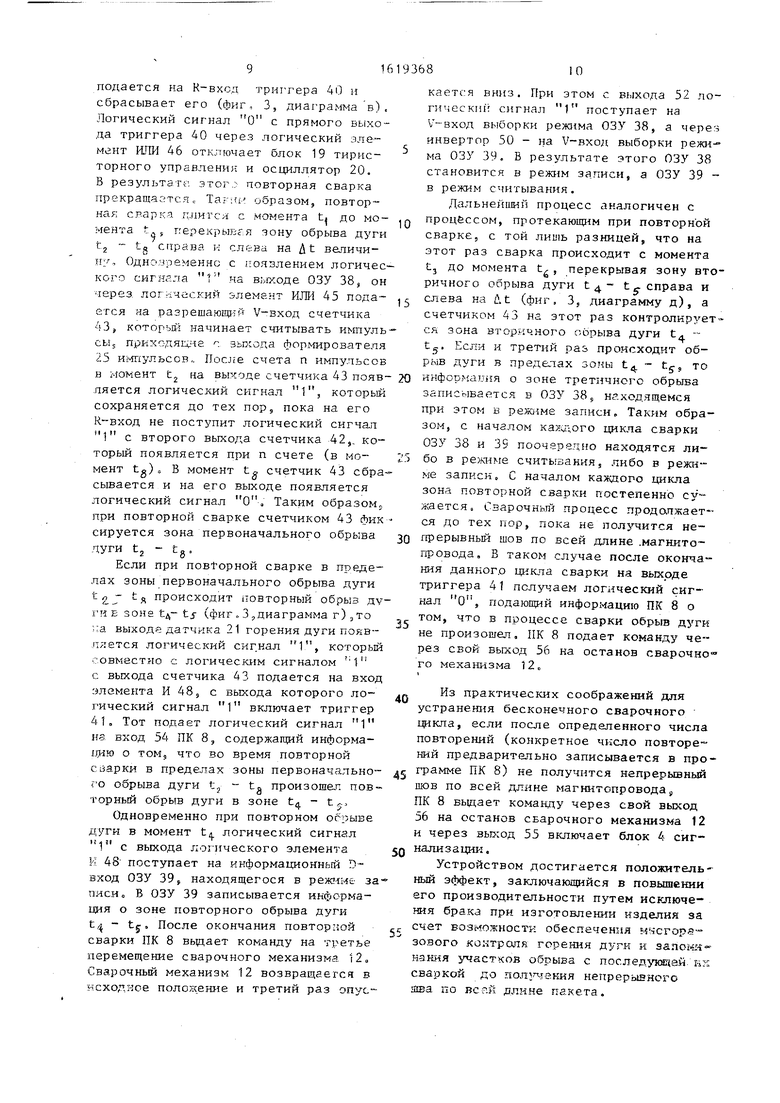
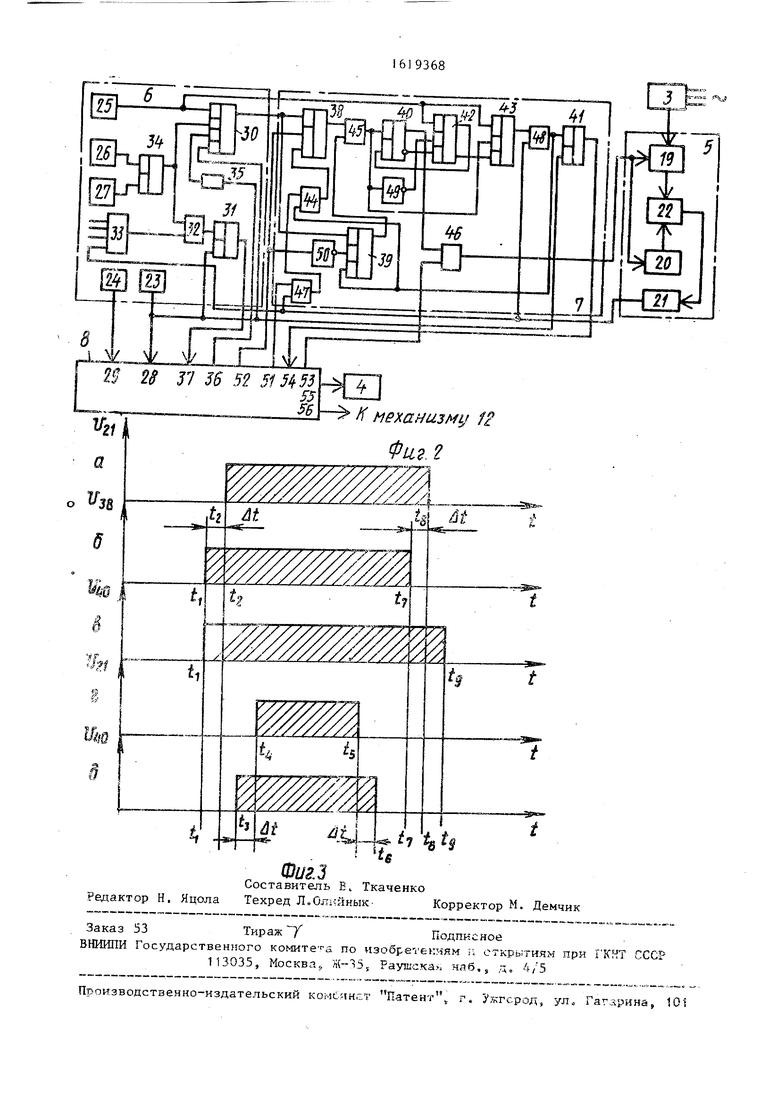
На фиг, 1 изображен узел опрессов- ют и сварки с фото-датчиком на фиг, 2
функциональная схема устройства; на фиг, 3 - временные диаграммы процесса сварки.
Устройство для сварки пакетов магчитопроводов электрических машин состоит из узла 1 опрессовки и свар- :си, фотодатчика 2 (фиг„ 1), сварочного выпрячкгэля 3 (фиг. 2)э бло:са 4 сигнализации, силового узла 5 управления сварочным процессом, блока 6 ЛО гического управленияs блока 7 памяти и программируемого контроллера (ПК)8
Узел 1 очрессовки и сварки содержит станину 9, снабженную столом 10 (фиг о 1), На станине 9 установлены механизмы опрессовки 11 и сварки 12 пакета 13 листов магнитопровода, установленного на столе 10, Механизм 12 сварки снабжен сварочными горелками 14 и 15, Фотодатчик 2 состоит из планки- 16 с прорезями, неподвижно закрепленной на столе 10. С одной сто роны планки 16 находится осветитель- пая лампа 17, закрепленная на корпусе фотодатчпча 2, а с другой стороны - ьотодипд 18, который жестко свдзан с механизмом 12 счарки с возможностью перемещения вместе с ним в вертикальной плоскости.
щего пеличипе перемещения механизма сварки. При обрыве сварочной дуги в одном из запоминающих устройств Зло ка памяти записывается код, содержащий информацию об участке пакета, на котором произошел обрыв дуги. При повторном прохождении шва эти участки провариваются, что обеспечивает получение непрерывного шва без прожо гов или непроваров. 2 з.п. ф-лы, Зил.
0
H
5
0
5
Силовой узел 5 управления сварочным процессом состоит из блока 19 (фиго 2) тиристорного управления, осциллятора 20, датчика 21 горения дуги и сварочного поста 22, причем последний, подключен к датчику 21 горения дуги и к выходам блока 19 тиристорного управления и осциллятора 20, вход которого соединен с входом блока 19 тиристорного управления, другой вход которого соединен с выходом сварочного выпрямителя 3
Блок 6 логического управления состоит из формирователей 23 и 24 импульсов, служащих для формирования импульсов, характеризующих моменты начала и конца сварки соответственно формирователя 25 импульсов, служащего для формирования импульсов от фото- датчика 2 и формирователей 26 и 27 „импульсов, характеризующих моменты начала и конца контроля сварки соответственно. Причем выход формирователя 23 импульсов соединен с входом 28 ПК 8, а выход формирователя 24 импульсов соединен с входом 29 ПК 8, R-входом счетчика 30 импульсов и R- входом триггера 31, S-вход которого соединен с выходом логического элемента И 32, один вход которого соединен с выходом логического элемента ИЛИ 33, а другой вход - с выходом триггера 34 и разрешающим V-входом счетчика 30, счетный С-вход которого соединен с выходом формирователя 25 импульсов, а Q-вход предустанрва соединен с выходом дешифратора 35 сдвига, вход которого соединен с выходом 36 ПК 8. Выход триггера 31 соединен с входом 37 ПК 8, а выход формирователя 26 импульсов соединен с S-входом триггера 34, R-вход которого соединен с выходом формирователя 27 импульсов.
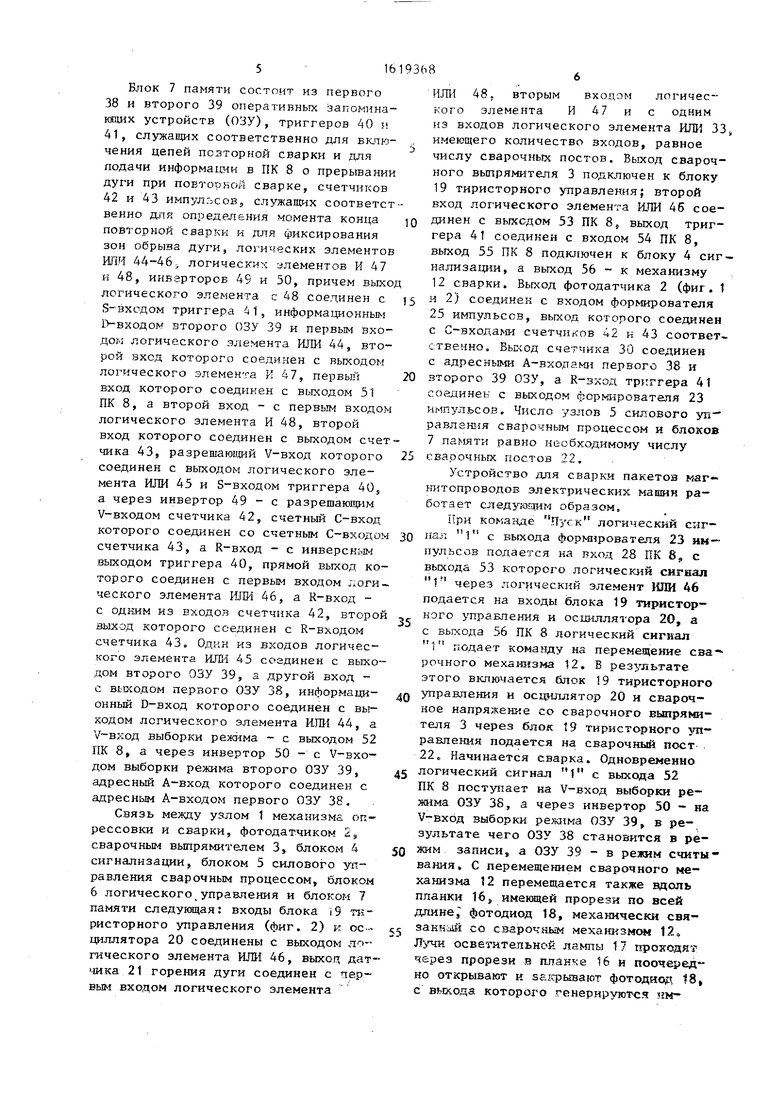
Блок 7 памяти состоит из первого 38 и второго 39 оперативных запоминающих устройств (ОЗУ), триггеров 40 р 41, служащих соответственно для включения цепей повторной сварки и для подачи информации в ПК 8 о прерывании дуги при повтоъьоЛ сварке, счетчиков 42 и 43 импульсов, служащих соответст венно для определения момента конца ПОВТОРНОЙ сварки и для фиксирования зон обрыва дуги, ло и«еских элементов ИЯЧ 44-46, логические элементов И 47 и 48, инверторов 49 и 50, причем выхо логического элемента с 48 соет,инен с S-вхсдом триггера 41, информационным 0-входом второго ОЗУ 39 и первым вхо- цоп логического элемента ИЛИ 44, второй вход которого соединен с выходом логического элемента V, 47, первый
вход которого соединен с выходом 51 ПК 8, а второй вход - с первым входом логического элемента И 48, второй вход которого соединен с выходом счетчика 43, разрешающий У-вход которого соединен с выходом логического элемента ИЛИ 45 и S-входом триггера 40S а через инвертор 49 - с разрешающим V-входом счетчика 42, счетный С-вход которого соединен со счетным С-вводом счетчика 43, а R-вход - с инверсным выходом триггера 40, прямой выход которого соединен с первым входом оги- ческого элемента ИЛИ 46, а R-вход - с одним из входов счетчика 42, второй выхэц которого соединен с R-входом счетчика 43. Один из входов логического элемента ИЛИ 45 соединен с выходом второго ОЗУ 39, а другой вход - с выходом первого ОЗУ 38, информаци- онный D-вход которого соединен с выходом логического элемента ИЛИ 44, а V-вход выборки режима - с выходом 52 ПК 8, а через инвертор 50 - с V-входом выборки режима второго ОЗУ 39, адресный А-вход которого соединен с адресным А-входом первого ОЗУ 38.
Связь между узлом 1 механизма оп- рессовки и сварки, фотодатчиком 2, сварочным выпрямителем 3, блоком 4 сигнализации, блоком 5 силового уг равления сварочным процессом, блоком 6 логического,управления и блоком 7 памяти следующая: входы блока i9 тк- ристорного управления (фиг. 2) к ос - циллятора 20 соединены с выходом гического элемента ИЛИ 46, выход датчика 21 горения дуги соединен с первым входом логического элемента
0
5 0 {} 5
5
ПЛИ 48. вторым входом логичес- i-oro элемента И 47 и с одним из входов логического элемента ИЛИ 33„ имеющего количество входов, равное числу сварочных постов. Выход сварочного выпрямителя 3 подключен к блоку 19 тиристорного управления; второй вход логического элемента ИЛИ 46 соединен с выходом 53 ПК 8s выход триггера 41 соединен с входом 54 ПК 8, выход 55 ПК 8 подключен к блоку 4 сигнализации, а выход 56 - к механизму 12 сварки. Выход фотодатчика 2 (фиг. 1 и 2} соединен с входом формирователя 25 импульсов, выход которого соединен с С-входами счетчиков -+2 ъ 43 соответ- -твенно. Выход счетчика 30 соединен с адресными А-входэми первого 38 и второго 39 ОЗУ, а R-зход триггера 41 соединеь с выходом формирователя 23 импульсов. Число /злов 5 силового уп равлення сварочным процессом и блоков 7 памяти равно необходимому числу гваоочных послов 22.
Устройство для сварки пакетов маг- нитопроводов электрических машин работает следукнзим образом,
1три команде Пуск логический сигнал 1 с выхода формирователя 23 импульсов подаемся на РХОД 28 ПК 8,, с выхода 53 которого логический сигнал через логический элемент 1ШИ 46 подается на входы блока 19 тиристор- ього управления и осциллятора 20, а с выхода 56 ПК 8 логический сигнал 1 подает команду на перемещение сва рочного механизма 12. В результате этого включается блок 19 тиристорного управления и осциллятор 20 и сварочное напряжение со сварочного выпрямителя 3 через блок 19 тиристорного управления подается на сварочный пост 22. Начинается сварка. Одновременно логический сигнал 1 с выхода 52 ПК 8 поступает на V-вход выборки режима ОЗУ 38, а через инвертор 50 - на V-вход выборки режима ОЗУ 39, в результате чего ОЗУ 38 становится в режим записи, а ОЗУ 39 - в режим считывания. С перемещением сварочного механизма {2 перемещается также вдоль планки 16j имеющей прорези по всей длине, фотодиод 18, механически свя- занчаш со сварочньгм механизмом 12 Лучи осветитепьной лампы 1 проходят через прорези в планке 16 и поочередно открывают и залфывают фотодиод t8, с выходи которого генерируются «мiTv iT.cbi тока, которые через формирователь 25 импульсов подаются на счегпче С-входы счетчиков 309 42 и 43.
После того, как на S-вход триггера c 34 приходит логический сигнал 1 с выхода формирователя 26 импульсовэ соответствующий началу контроля ки, триггер 34 срабатывает и на его выходе появляется логический сигнал jg 1, который подается на разрешающий V-вход счетчика 30. Счетчик 30 начинает считывать и на его выходе появляются сигналы в двоичном коде, соответ ствующие определенному положению ме- ханизма 12 сварки относительно пакета 13 магнитопровода. Сигналы в двоичном коде с выхода счетчика 30 поступают на адресные А-входы ОЗУ 38 и ОЗУ 39
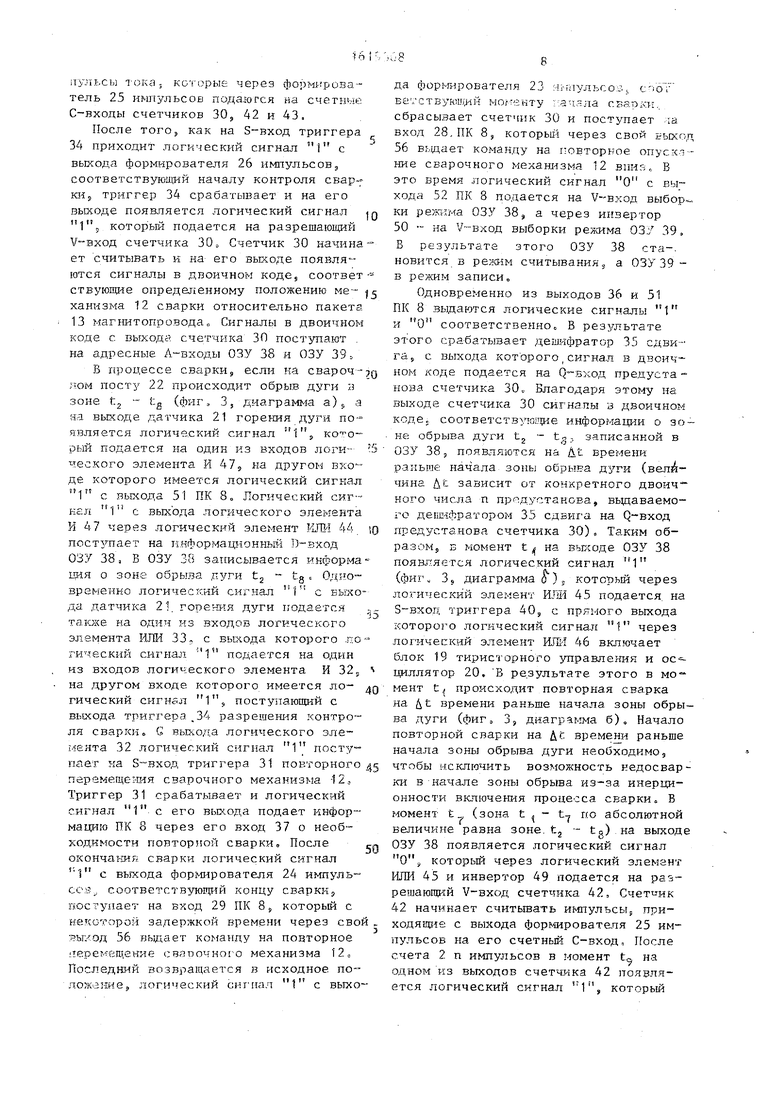
В процессе сварки, если на свароч- д лом посту 22 происходит обрыв дуги а зоне t2 tg (фиг, 3, диаграмма a)s a ч-а выходе датчика 21 горения дуги по- является логический сигнал 1, оый подается на один из входов логи- 5 еского элемента И 47, на другом входе которого имеется логический сигнал 1 с выхода 51 ПК 8„ Логический сигнал 1 с выхода логического элемента И 47 через логический элемент ИЛИ 41- IQ поступает на информационный D-вход ОЗУ 38, В ОЗУ 38 записывается информа пия о зоне обрыва дуги t2 - tg, Одновременно логический сигнал i4 с выхода датчика 21 горения дуги подается также на одич чз входов логического эг.емента ИЛИ 33. с выхода которого го- гИ -геский сигнал 1 подается на один чз входов логического элемента И 32S на другом входе которого имеется ло- д гический сигнал 1, поступающий с выхода триггера .34 разрешения контроля сварки о G выхода логического элемента 32 логический сигнал 1 посту™ пааг на S-вход триггера 31 повторного 4 перемещения сварочного механизма 12, Триггер 31 срабатывает и логический сигнал 1 с его выхода подает информацию ПК 8 через его вход 37 о необходимости повторной сварки. После,окончании сварки логический сигнал 1 с выхода формирователя 24 импуль™ , соответствующий концу сварки,, гюс уиает на вход 29 ПК 8 s которьй с некоторой задержкой времени через свой . од 56 выдает команду на повторное терег- ощение евятюино о механизма 12 Последний возвращается в исходное по-- ложание, логический сиг1 нал 1 с выхоо
5 д ,.
да формирователя 23 чиулъсо:, % fid в а ствуюш й могенту а т ла сбрасывает счетчик 30 и поступает ;а вход 28, ПК 8S которьи через свой ьькпгг 56 вядает команду на г овторное опусхч- ние сварочного механизма 12 вин г,. В это время логический сигнал О с выхода 52 ПК 8 подается на V-вход выборки режима ОЗУ 38, а через инвертор 50 - на V-вход выборки режима 03/ 39, В результате этого ОЗУ 38 становится в режим считывания, а ОЗУ 39- в режим записи
Одновременно из выходов 36 и 51 ПК 8 выдаются логические сигналы 1 и О соответственно. В результате этого срабатывает дешифратор 35 сдвига,, с выхода которогогсигнал в двоичном коде подается на Q-БХОД предуста - нова счетчика 30,, Благодаря этому на выходе счетчика 30 сигналы з двоичном коде, соответствующие информации о зоне обрыва дуги t2 - tg, записанной в ОЗУ 38j появляются на ut времени раньше начала зоны обрына дуги (величина Дс зависит от конкретного двоич числа п пр дустанова, выдаваемого дешифратором 35 сдвига на Q-вход прсдустанова счетчика 30), Таким об- разом, Е момент t на выходе ОЗУ 38 появляется логический сигнал 1 (фиг„ 3, диаграмма о ), который через логический элемент ИЛИ 45 подается на S-вход триггера 40S с прямого выхода которого логический сигнал 1 через логический элемент ИЛИ 46 включает блок 19 тирисгорного управления и ос цшшятор 20, В результате этого в момент tf происходит повторная сварка на &t времени раньше начала зоны обрыва дуги (фиг, 3, диаграмма б)„ Начало повторной сварки на Дг. времени раньше начала зоны обрыва дуги необходимо, чтобы исключить возможность недосвар- ки в начале зоны обрыва из-за инерционности включения процесса сварки. В момент t (зона t t - t7 по абсолютной величине равна зоне t2 - tg) на выходе ОЗУ 38 появляется логический сигнал О, который через логический элемент ИЛИ 45 и инвертор 49 подается на разрешающий V-вход счетчика 42, Счетчик 42 начинает считывать импульсы, приходящие с выхода формирователя 25 импульсов на его счетный С-вход, После счета 2 п импульсов в момент ц на одном из выходов счетчика 42 появляется логический сигнал 1, который
подается на R-вхсл триггера 40 и сбрасывает его (фиг, 3, диаграмма в). Логический сигнал О с прямого выхода триггера 40 через логический элемент ИЛИ 46 отключает блок 19 тирис- торного управления и осциллятор 20. В результат; эгог повторная сварка пр2краща тс с Та.- L образом, повторная срарп пиигсл с момента Ц до момента f. s перехрьш,гя зону обрыва дуги t2 tg справа п слека на Дt величину Одно оеменнс с появлением логического сигнгла на вькоде ОЗУ 38, он херез лог-чЧс:ский элемент ИЛИ 45 подастся яа разрешающий V-зход счетчика 43, который начинает считывать импульсы; прих чягчие зыхода формирователя 25 импульсов, После счета п импучьсов в ломент Ј2 на вьгсоде счетчика 43 появляется логический сигнал 1, который сохраняется до тех пор, пока на его R-вход не поступит логический сигнал 1 с второго выхода счетчика 42,. который появляется при п счете (в момент tg), В момент tg счетчик 43 сбрасывается и на его выходе появляется логический сигнал Таким образом при повторной сварке счетчиком 43 Лик сируется зона первоначального обрыва tyrH t2 - tg.
Если при пов-горной сварке в пределах зоны первоначального обрыва дуги t, - t я происходит повторный обрыв дуги Е золе t.A tj (фиг о 3,диаграмма г)это
а выходе датчика 21 горения дуги пэяв- слется логический сигнал 1, который
овместио с логическим сигналом с выхода счетчика 43 подается на вход элемента И 48s с выхода которого логический сигнал 1 включает триггер 41, Тот подает логический сигнал 1 us вход 54 ПК 8, содержащий информацию о том, что во время повторной сварки в пределах зоны первоначально- . о обрыва дуги t2 - tg произошел повторный обрыв дуги в зоне Ц - tj,
Одновременно при повторном отрыве дуги в момент t логический сигнал 1 с выхода лошческого элемента Ь 48 поступает на информационный D вход ОЗУ 39, находящегося в режим-,, записи В ОЗУ 39 записывается информация о зоне повторного обрыва дуги t - tg, После окончания повторлой сварки ПК 8 выдает команду на третье перемещение сварочного механизм 12 Сварочный механизм 12 возвращается в «сходное положение и третий раз опус.кается вниз. При этом с выхода 52 логический сигнал 1 поступает на V-вход выборки режима ОЗУ 38, а через инвертор 50 - на V-вход выборки режи-
ма ОЗУ 34, В результате этого ОЗУ 38 становится в режим записи, а ОЗУ 39 - в режим считывания.
Дальнейший процесс аналогичен с
процессом, протекающим при повторной сварке, с той лишь разницей, что на этот раз сварка происходит с момента t3 до момента tЈ, перекрывая зону вторичного обрыва дуги t 4 - tg. справа и
слева на it (фиг, 3S диаграмму д), а счетчиком 43 на этот раз контролирует ся зона вторичного порыва дуги t t5 Если и третий раз происходит обрыв дуги в пределах зоны t. - t, то
информат-ля о зоне третичного обрыва записывается в ОЗУ 38,. находящемся при этом и режиме записи. Таким образом, с началом казадого цикла сварки ОЗУ 38 и 3S поочередно находятся ли-
бо в рехиме считывания, либо в режиме записи, С началом каждог-о цикла зона повторной сварки постепенно сужается. Сварочный процесс продолжается до тех пор, пока не получится непрерывный шов по всей длине .магнито- провода, В таком случае после окончания данного цикла сварки на выходе триггера 41 получаем логический сигнал О, подающий информацию ПК 8 о
том, что в процессе сварки обрыв дуги не произошел, ПК 8 подает команду через свой выход 56 на останов сварочноот го механизма 12„
0
Из практических соображений для
устранения бесконечного сварочного цикла, если после определенного числа повторений (конкретное число повторе ний предварительно записывается в прог грамме ПК 8) не получится непрерывный дав по всей длине магнитопровода9 ПК 8 выдает команду через свой выход 56 на останов сварочного механизма 12 и через вькод 55 включает блок 4 сигQ нализации.
Устройством достигается положитель ный эффект, заключающийся в повышении его производительности путем исключения бракз при изготовлении изделия за счет возможности обеспечения нчсгоря- зового контроля горения дуги и aanotaf- нзкия участков обрыва с последующей ьм сваркой до получения непрерывного шва по всг.й длине пакета.
16
Формула изобретения
чающееся тем, что, с целью
повышения производительности путем исключения брака при изготовлении изделий за счет обеспечения многоразового контроля дуги и получения непрерывного шва по всей длине пакета, оно снабжено программируемым контроллером, а блок памяти дополнен вторым оперативным запоминающим устройством, вторым и третьим элементами ИЛИ, вторым элементом И и двумя инверторами, при этом входы программируемого контроллера подключены соответственно к первому четвертому и пятому выходам блока логического управления, и первому выходу блока памяти, а выходы программируемо, го контролллера - соответственно к - входу блока сигнализации, входу силового узла управления сварочным процессом, второму входу блока логического управления, четвертому, пятому и ше- стому входам блока памяти.
63
12
, 5
0
, 5 0 5 0
5 0 5
служит третьим выходом блока логического управления, четвертым выходом с которого является выход третьего # - мирователя импульсов, а пятым выходом - выход второго триггера, вторым входом блока логического управления является вход дешифратора сдвига, выход которого подключен к третьему входу двоичного счетчика, четвертый вход которого соединен с первым выходом блока логического управления, выходы четвертого и пятого формирователей импульсов подключены соответственно к S- и R-входам первого триггера.