Изобретение относится к обработке металловдавлением и предназначено для калибровки грузовых высокопрочных якорных и других видов цепей и испытания их растял ением.
Цель изобретения - повьшение точности калибровки и производительности На фиг, 1 схематически показано исходное состояние захватных рабочих органов до момента вытяжки цепи (т.е, момент фиксирования центрального звена цепи с делением отрезка цепи на два самостоятельно вытягиваемых от- резка) э вид в планер на фиг, 2 - схе матично показан момент одновременной вытяжки (калибровки) поделенных отрезков. .
Цепь 1 предваритеЗ: ьно пропускают через разведенные парные захваты 2,3, Установленные на левой подвижной каретке AS и захваты 5,65 установленные на правой подвижной каретке 7 (фиг,1) механизмом перемещения цепи (не показан) о После- окончания перемещения .цепи на шаг в отрезке цепи, в его средней части, производят фиксацию среднего звена 8 захватом 9, при этом образуется два равных самостоятельно вытягиваемых участка цепи, расположен ных по разные стороны от линии 0-0 (фиг.1). в дальнейшем дается команда на поворот управляемых парных захватов 2,3,5,6, которые под действием силы Р (фиг,2) поворачиваются вокруг осей 10-13. Одновременно с поворотом захватов 2,3,5,6 осуществляется пере- меще ние левой и правой кареток 4,7 в противоположных найравлениях под -действием сил PJ , При перемещении каре- ток 4,7 в направленияХэ противоположных направлению от фиксированного звена 8 или линии 0-0 к концам крайних звеньев, осуществляется самоустановка и -заклинивание захватов 2,3,5,6 на контуре крайних звеньев поделенного отрезка, в результате этого дальнейший поворот захватов 2,3,5,6 ограничивается упорами 14-17 подвижных кареток и участки цепи вытягиваются на установленньй размер.
При способе калибровки цепей повышается точность калибрования цеп.ей, так как фиксирует отрезок цепи за центральное звено и калибруют отрезок цепи во взаимно противополсжных направлениях относительно центрального звена,-Пример. Калибруют тяговые цепи СК 9x27 по ГОСТ 2319-81 в количестве 10 мотков, длиной 50 метров из стали 23Г2А.
заготовки представляют собой мотки цепей после сварки с размерам звеньев 9x26,6(10,3). Мотки цепи после сварки устанавливают на размоточную катушку автомата, и отрезок цепи после протягивания на шаг фиксируют в его средней части, при этом образуется два независимо калибруемых участка цепи, расположенных по раз ные стороны от фиксируемого звена,. Затем к каждому участку цепи прикладывается калибровочное усилие во взаимно противоположных направлениях.
По сравнению с прототипом способ позволяет повысить точность калибрования звеньев по шагу на 20% как в самом калибруемом отрезке, так и между отрезками за счет перераспределения степени деформации с одного отрезка на два независимо калибруемых участка..
Формула изобретени-я
Способ калибровки цепе;й, при котором цепь протягивают, в продольном направлении на позицию обработки,фиксируют в захватах отрезок цепи и калибруют этот отрезок растяжением за его концы, отличающийся . тем, что, с целью повышения точности калибровки и производительности, пе- ред растяжением жестко фиксируют звено цепи, расположенное на равном расстоянии от концов отрезка.
ic
«м
«о
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для калибровки и испытания цепей | 1985 |
|
SU1269913A1 |
| Автомат для калибровки и испытания цепей | 1987 |
|
SU1416233A1 |
| Автомат для калибровки и испытания цепи | 1977 |
|
SU732067A1 |
| СПОСОБ КАЛИБРОВКИ И ПОВЕРКИ ИЗМЕРИТЕЛЕЙ ДЕФЕКТНОСТИ ИЗОЛЯЦИИ ОБМОТОЧНЫХ ПРОВОДОВ | 2020 |
|
RU2732797C1 |
| Способ калибровки анализатора СВЧ-цепей в режиме измерения коэффициента отражения | 1986 |
|
SU1429052A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ И ИСПЫТАНИЯ ЦЕПЕЙ | 1987 |
|
SU1600119A1 |
| Способ калибровки зубчатых колес | 1986 |
|
SU1362553A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗОЛЯЦИИ ОБМОТОЧНЫХ ПРОВОДОВ | 2020 |
|
RU2737515C1 |
| Автомат для калибровки и испытания цепей | 1973 |
|
SU525497A1 |
| Шаговый механизм прерывистого вытягивания слитка машины непрерывного литья горизонтального типа | 1990 |
|
SU1740127A1 |
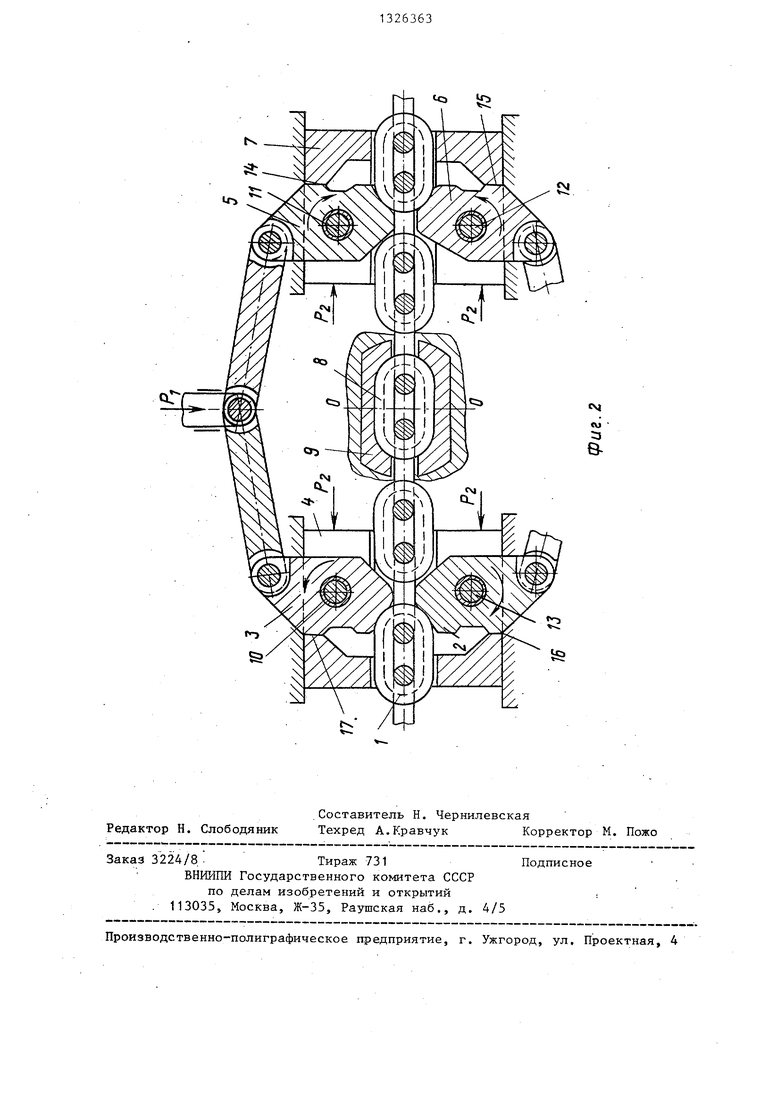
Изобретение относится к обра ботке металлов давлением и предка- , .значено для калибровки и испытания грузовых, высокопрочных, якорных и других видов цепей (Ц). Цель изобретения - повышение точности и производительности калибровки. После протягивания Ц в цепекалИбровочном автомате на шаг отрезок Ц (звено 8) с помощью захвата 9 фиксируется. При этом образуются два самостоятельных участка Ц, расположенных по разные стороны среднего зафиксированного звена 8. Далее при рабочем ходе кареток 4,7, оснащенных самоустанавливающимися захватами 2,3,5,6, крайние звенья участков попадают в захваты. При дальнейшем перемещении кареток каждьй отрезок Ц калибруется независимо один от другого. Это позволяет .уменьшить число звеньев в каждом деленном отрезке Ц и одновременно калибровать в противоположных направ- . лениях два самостоятельных участ1{а Ц. 2 ил. СЛ С ю 77, 75 13 П 7« 1Z 75
Редактор Н. Слободяник
Составитель Н. Чернилевская
Техред А.Кравчук Корректор М. Пожо
Заказ 3224/8.Тираж 731Подписное
ВНИКШИ Государственного комитета СССР
по делам изобретений и открытий:
. 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автомат для калибровки и испытания цепи | 1977 |
|
SU732067A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
