Изобретение относится к обработке зубчатых колес методом пластического деформирования и может быть использовано при калибровке зубчатых колес, преимущественно из термопластичных полимерных материалов.
Цель изобретения - расширение технологических возможностей путем калибрования полимерных зубчатых колес
На чертеже показана схема реализации предлагаемого способа.
Способ осуществляется в следующей последовательности.
Полимерное зубчатое колесо 1, имеющее припуск под калибровку, вводят в зацепление и устанавливают по крайней мере между двух накатников 2 и 3, охв.атьшаемых секторными индук торами 4 и 5 со стороны, противоположной контакту с колесом 1. Оси накатников 2 и 3 установлены и зафиксированы на требуемом межосевом расстоянии, включающем.сумму межосевых расстояний накатников и готовой детали и величину припуска на обработку. Пирометры 6 и 7 размещены вне зоны обработки и предназначены для отключения нагрева при достижении заданно температуры венцов накатникЬв, а также прекращения процесса калибрования при снижении температуры накатников до заданной величины. Колесо 1 вращают посредством накатников 2 и 3, на- Г1 еваемых секторными индукторами 4 и 5. Вместе с повьшением температуры накатников начинается их тепловое расширение, которое обеспечивает подачу накатников 2 и 3 на колесо 1, поверхностный слой зубьев которого разогрет за счет контакта с нагретыми накатниками. Зубья накатников калибруют зубья колеса путем пластического деформирования. Нагрев накатников производят до тех пор, пока температура их венцов в измеряемых пирометрами зонах не достигнет (1,1 - 1,2) Tg для аморфных полимеров или (0,85-0,9) для кристаллизующихся полимеров. Затем секторные индукторы 4 и 5 отключают, расширение накатников останавливается и по мере охлаждения зазоры между зубьями накатников и колеса увеличиваются. При снижении температуры венцов накатников до 30-45°С вращение выключают и калиброванное колесо вьшодят из зацепления с накатниками.
Пример. Предлагаемый способ
калибрования осуществлен на опытном
зубопрокатном стане АНБ-201 при калибровании полимерных зубчатых колес со следующими параметрами: мм; мм, материал - полиамид П-6.
Установили накатники на требуемое
межосевое расстояние и зафиксировали их оси. Калибруемое зубчатое колесо поместили на оправку и установили в зацепление с накатниками. Включили вращение накатников ( об/мин) и
их нагрев секторными индукторами; довели температуру накатников до 190 С, после чего отключили нагрев, продолжая обкатку колеса. После обкатки калибруемого колеса в течение 10 с вклю-
чили воздушное охлаждение накатников. Обкатьшали калибруемое колесо до охлаждения накатников до температуры 40-45 С (t «45 с). Остановили враще ние накатников, сняли калибруемое
зубчатое колесо
Нагрев накатников секторными индукторами позволяет производить калибровку зубчатых колес из неэлектро
проводных материалов, в том числе
пластмасс. При зтом нагрев обрабатываемого колеса за счет теплопередачи путем контакта в зацеплении с накатниками позволяет, учитьшая низкую
теплопроводность полимера, нагревать только непосредственную зону контакта, т.е. обработке подвергается тонкий поверхностный слой зубьев колеса при холодной его сердцевине. Применение термического расширения накатников для рабочей подачи из зубьев на обрабатываемую деталь при зафиксированных осях позволяет создать жесткую конструкцию станка с короткой кинематической цепью, что значительно повьш ает точность обработки.
Предлагаемый способ позволяет знаительно повысить точность обрабатываемых полимерных зубчатых колес. Так, реализация способа позволяет снизить отклонение толщины зуба S на 4% от номинальной толщины, погрешность угла Доб на 5° и отклонение шага др
на 0,6% для колес с модулем мм. Кроме того, уровень шума узла с ка- иброванньми предлагаемым способом зубчатыми колесами снизился на 1 - 1,5 дБ.
313625534
Формула изобретениятых колес, обеспечивают тепловое расширение накатников за счет их нагреСпособ калибровки зубчатых колес,ва, а нагрев заготовки - путем тепло- при котором осуществляют нагрев заго-передачи от накатников, при этом тем- товки и ее пластическое деформирова-пературу нагрева накатников Т„ выби- ние вращающимися накатниками при ихрают для аморфных полимеров (1,1 - постоянном межосевом расстоянии,) Т и для кристаллизующихся поли- при этом подачу осуществляют за счетмеров со средней и высокой степенью теплового расширения, отличаю- Qкристалличности (0,85-0,9) Т„д, где щ и и с я тем, что, с целью расши-Т и соответственно температу- рения технологических возможностейра стеклования и температура плавле- путем калибрования полимерных зубча-ния полимера.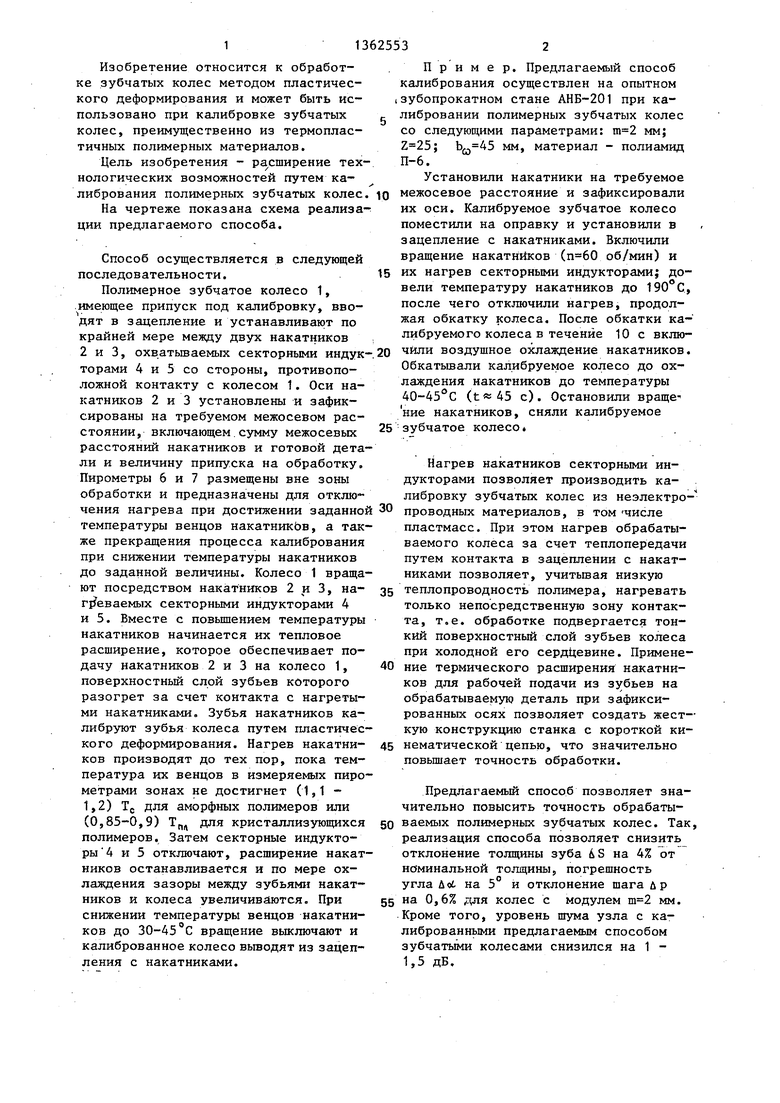
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| Способ чистового формирования зубчатых профилей | 1989 |
|
SU1696073A1 |
| Способ накатки зубчатых колес | 1987 |
|
SU1710174A1 |
| Станок для чистовой обработки зубьев цилиндрических зубчатых колес | 1983 |
|
SU1129038A1 |
| Зубопрокатный станок | 1982 |
|
SU1077687A1 |
| Способ восстановления зубчатых колес | 1985 |
|
SU1348047A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| Способ формирования бочкообразных зубьев | 1981 |
|
SU1066707A1 |
| Устройство для поверхностного пластического упрочнения зубьев цилиндрических колес | 1990 |
|
SU1801730A1 |
| НАКАТНИК ДЛЯ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430805C2 |
Изобретение относится к обработке зубчатых колес методом пластического деформирования и может быть использовано при калибровке зубчатых колес (ЗК) преимущественно из термопластичных полимерных материалов. Цель изобретения - расширение технологических возможностей способа калибровки зубчатых колес и распространение его на ЗК из незлектропровод- ных материалов. Для ее достижения полимерное ЗК1, имеющее припуск под калибровку, вводят в зацепление с накатниками (Н) 2 и 3, охватывае1 я 1ми секторными индукторами 4 и 5. Оси Н 2 и 3 зафиксированы на требуемом расстоянии. Пирометры 6 и 7 размещены вне зоны обработки. При подогреве Н 2, 3 начинается тепловое расширение последних, которое обеспечивает подачу их зубьев на ЗК1. Нагрев Н 2,3 производят до тех пор, пока температура зубьев не достигнет (1,1-1,2) Т для аморфных полимеров или (0,85- 0,9) Т для кристаллизующих полиТ. и Т, - соответственно меров, где « л., температура стеклования и температура плавления полимера. Затем секторные индукторы отключают и охлаждают Н 2, 3 до температуры 30-45°С. Вращение oc танавливают, и колесо выводят из за- . цепления с Н 2, 3. 1 ил. I (Л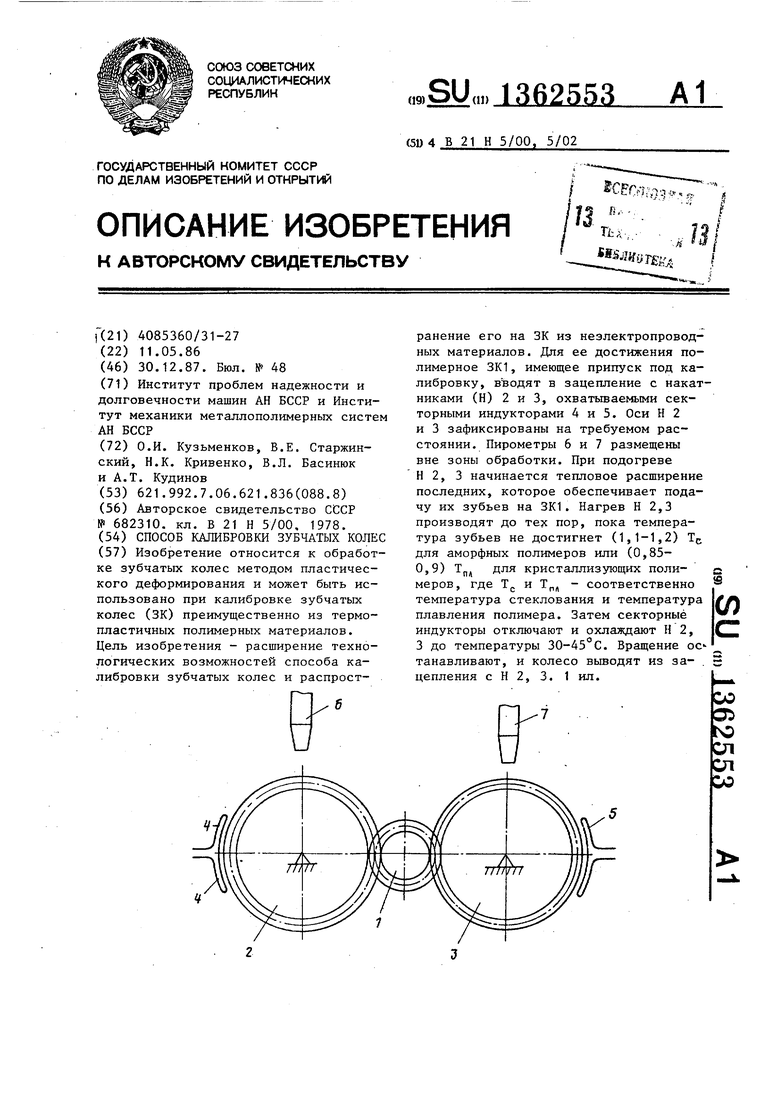
| Способ калибровки зубчатых колес | 1978 |
|
SU682310A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
