1
Изобретение относится к машиностроению и может быть иснользовано при из- 1 отовлении сепараторов подгиипников.
Целью изобретения является повышение качества и снижение трудоемкости.
Согласно способу контактной стыковой сварки ленты кольцевой заготовки, заключающемуся в разогреве металла зоны стыка проходящим током с одновременном пластической деформацией, разогрев металла осу- псествляется при плотности сварочного тока j SOO-600 А/м в среде аргона с последующей опрессовкой грата. Возникший на- клен металла после опрессовки сни.мается за счет термической обработки зоны соединения. Все технологические операции осушествляются в зажимах сварочной установки.
Соединение ленты встык с помощью контактной стыковой сварки при плотности сварочного тока 600 А/млг в защитной среде аргона позволяет получить при незначительной пластической деформации зоны стыка прочность соединения на уровне основного.металла. Полученный в этом случае грат имеет незначительную высоту (0,2 мм) и не содержит окислов. Это обстоятельство позволяет произвести оп- рессовку грата непосредственно в зажимах сварочной машины.
Последующая . термическая обработка, проводимая в сварочной установке, восстанавливает пластические свойства металла, снижение которых произошло в результате опрессовки.
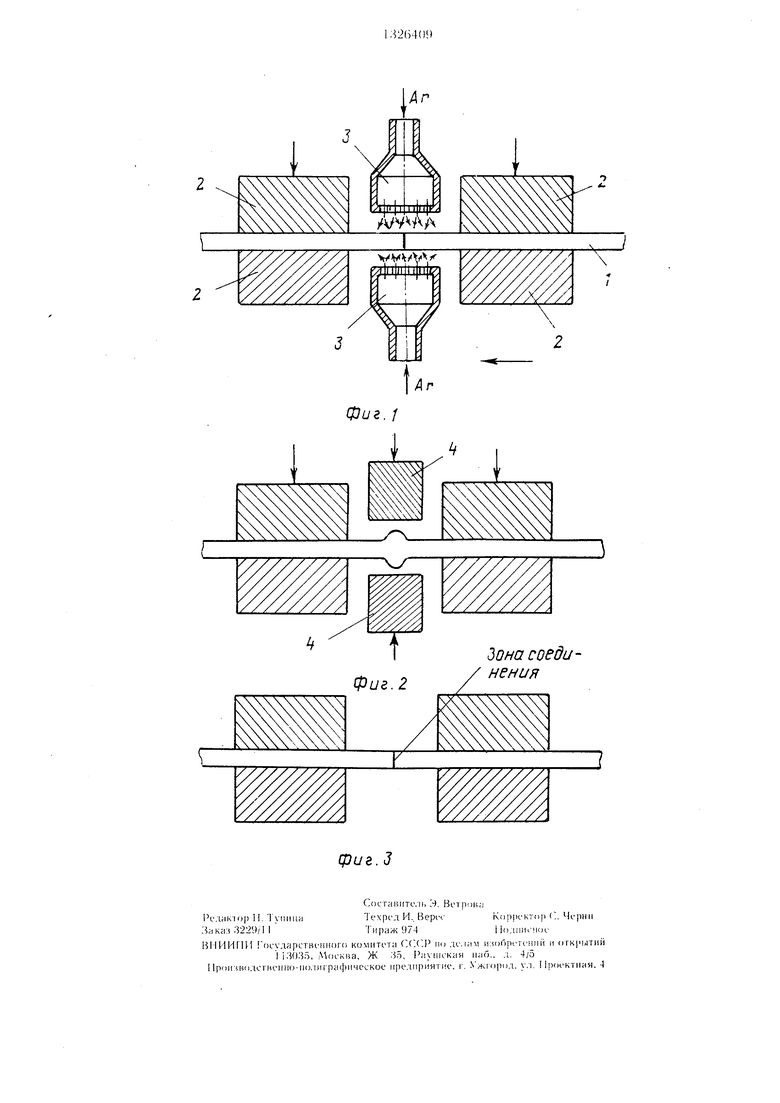
На фиг. 1 показан момент сварки стыка; на фиг. 2 --- момент онрессовки стыка;
на фиг. 3 сварное соединение в момент
термообработки.
Способ соединения стыка, кольцевой заготовки заключается в том, что навитое из узкой ленты кольцо 1 помешается в зажимы 2 контактной сварочной мапжны. Через сопло 3 подается в зону сварки защитный газ аргон. Металл зоны соединения разогревается нроходящим электрическим током и сжимается, в результате чего происходит сварка стыка без окисления металла.
26409
2
Далее с помон ью нрижимов 4 осуществляется опрессовка образовавн1егося 1 рата. После этого в зажимах сварочной установки 2 производится термическая об- , работка металла зоны соединения.
Согласно данному способу последующей механической обработки зоны соединения НС требуется. Изготовленное таким образом кольцо идет на следующие операции, формирующие змейковый иолусепара- 10 тор.
Пример. Изготавливалась кольцевая заго- т(лжа из стали 08 кп, предназначенная д. 1Я получения змейкового полусепаратора ПОДИ иппика 308.
Навитое из узкой ленты ко.чьцо 1 помешалось в зажим стыковой сварочной . Установочная длина равь ялась 4 мм, деформация составляла 0,6 мм, сварочный ток 5000А. Сварка осуп1ествлялась в защитной атмосфере аргона, который по- 20 давался в зону сварки через соп. ю 3.
После того, как стык ленты кольца сваривался, полученный грат опрессовы- вался. Кольцо находилось в зажимах ма- . Возникший наклен металла зоны соединения снимался путем термообработки, 25 нроводимой в зажимах 2 сварочной машины.
Использование предлагаемого способа получения стыкового сварного соединения обеспечивает по сравнению с известными повышение коэффициента использования металла с 0,25 до 0,95; снижение трудоем30
кости изготовления кольцевой заготовки за счет исключения механической обработки сварного соединения.
Формула изобретения
Способ соединения стыка кольцевой заготовки, включающий контактную стыковую сварку и последующую обработку стыка, отличающийся тем, что, с целью спижения трудоемкости и повып1ения ка- чества, стыковую сварку осуществляют при плотности сварочного тока / 500--600 А/мм- в защитной среде аргона с последующей опрессовкой стыка и термической обработкой зоны соединения для снятия наклепа.
4г
f(r
фаг. /
Фиг.2
0на соединения
фиг. J
Составитель Э. Ветрои;
Редикюр 11. ТупицаТехред И, ВересКс.рректор С. Черни
Зака: 3229/1 IТираж 974Подписное
ВНИИПИ Гоеударствеиного комитета СССР по делам и:«)Г)р1-тенпй и открытии
1 13035, Д осква, Ж 35. Раугиская иаб.. д. 4/5 11рои: водствеино-иолигра(1)ичсское иредприятие, г. Х жюрод, ул. Проектиая, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ | 1997 |
|
RU2106215C1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1787089A3 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| Способ контактной стыковой сварки | 1972 |
|
SU495174A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении сепараторов подшипников. Целью изобретения является повышение качества и снижение трудоемкости. Применение контактной стыковой сварки стыка кольцевой заготовки в защитной среде при высокой плотности тока позволяет получить грат, характеризующийся незначительной высотой и высокой пластичностью. В состав грата не входят окислы и перегоревший металл. Такой грат при последуюш.ей его опрессовке (вдавливания в основной металл) не снижает прочность сварного соединения. 3 ил. со ГчЭ о: 4 О СО
| Сварочная головка для контактной стыковой сварки колец | 1961 |
|
SU145287A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кабанов Н | |||
| С | |||
| и др | |||
| Технология стыковой контактной сварки | |||
| М.: Машгиз, 1961, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
