113
Изобретение относится к металлургии и может быть использовано при производстве толстых горячекатаных полос преимущественно из непрерьш- н о-литых еля б о в,
Цель изобретения - улучшение проработки центральных слоев раската и обеспечение возможности многократного чередования прокатки в калибро- ванных и гладких валках в .одной черновой реверсивной клети.
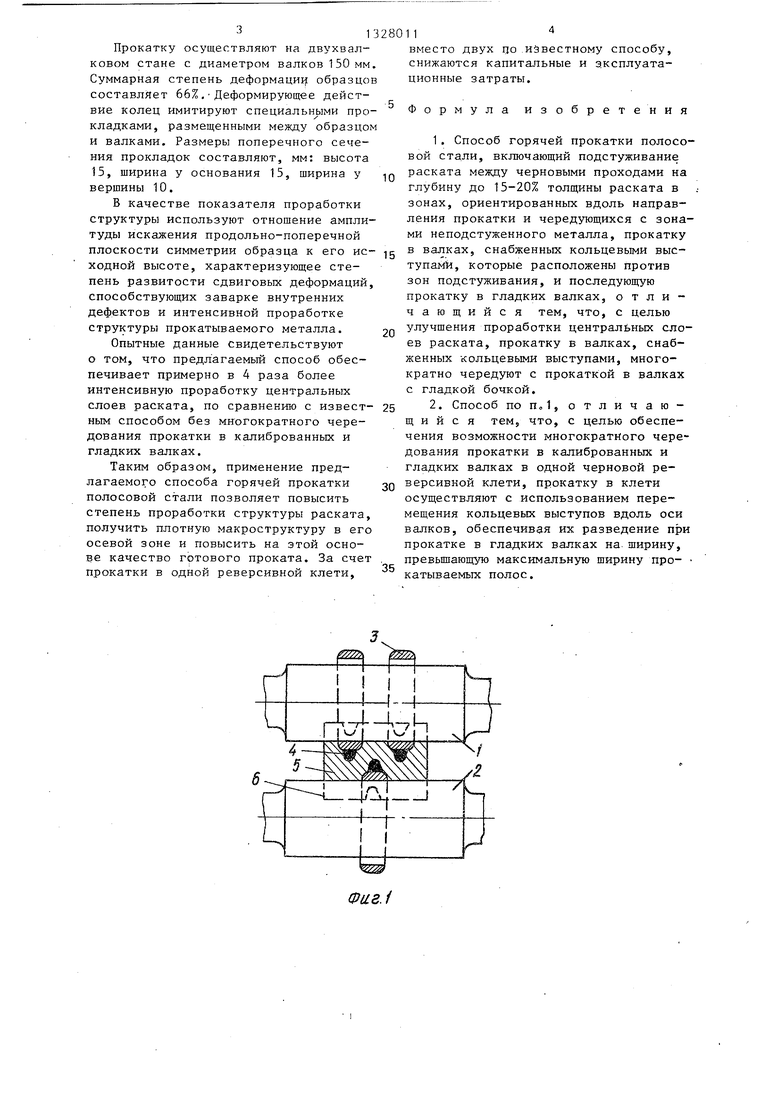
На фиг, 1 приведена схема прокат - ки в валках с кольцевыми выступами; на фиг. 2 - то же, с гладкой бочкой,
Способ горячей прокатки полосовой стали .осуществляют следующим образом
В реверсивной двухвалковой клети, оборудованной верхним 1 и нижним 2 валками с гладкой бочкой, кольцевыми выступами 3, установленными на упомянутых валках и снабженными механизмами их перемещения вдоль оси валков (механизмы перемещения колец не показаны),, а также узлами подсту- живания раската (не показаны) по зонам 4 перед входом в очаг деформации, ориентированными вдоль направления прокатки осуществляют черновую горячую прокатку полосовой стали - раска- та 5 из непрерывного сляба. Пунктиром 6 на чертеже изображено исходное сечение раската 5 перед соответствующим проходом.
В процессе горячей прокатки непре- рывно-литого сляба в полосовой прокат на входе в очаг деформации на горячий раскат 5 подают, охладитель (воду или водовоздушную эмульсию) по зонам,расположенным по ширине раската на рас- стоянии друг от друга вдоль направления прокатки. Предпочтительно сверху раската формируют две подслуженные зоны, снизу одну. При этом осуществляют местное подстуживание зон 4 се- чения раската на глубину до 15-20% толщины раската. Подачу охладителя на металл прекращают непосредственно перед входом в очаг деформации, и тут же осуществляют деформацию -гетал ла. При этом чередуют проход в валках 1 и 2 с кольцевыми выступами 3 с проходом в валках 1 и 2 без колец. Кольца 3 предварительно перед соответствующим проходом устанавливают напротив подстуженных зон 4, а после прохода разводят их по краям бочек валков 1 и 2 на ширину, превьшающую максимальную ширину полос, и осуще1 , 2
ствляют деформацию раската 5 в валках с гладкой бочкой. Таким образом,чередуют деформацию раската в валках с кольцевьми выступами с его деформацией в гладких валках в одной и той же -реверсивной двухвалковой клети.
Предпочтительная область применения предлагаемого способа - черновая прокатки непрерывно-литых слябов .на толстолистовом стане -при исходных толщинах 280-315 мм и вьше. Способ может быть также эффективно применен в черновой группе 3/4 непрерывных широкополосовых станок горячей прокатки в реверсивный двухвалковой клети.
При реализации способа используют калибровочные по наружной поверхности кольца 3 с соответствующими переходами, исключающими закат металла при последующем после прокатки в валках с кольцами проходе. По внутренней поверхности к-ольца имеют цилиндрическую поверхность. Ширина колец 3 примерно равна или несколько шире ширины зон 4 подстуживания. Механизм, перемещения колец 3 вдоль бочки валков 1 и 2 вылолнен, например, в виде телескопических цилиндров с соответствующими тягами, установленных в угловых частях подушек валков.
Эффективность применения предлагаемого способа определяют, исследуя влияние чередования прокатки в валках с кольцами и прокатки в валках с.гладкой бочкой на интенсивность проработки структуры прокатываемого металла.
В лабораторных условиях прокатывают образцы из модельного материала (свинцово-сульмянистого сплава 97% РЬ 3% Sb),Условия проведения эксперимента обеспечивают выполнение принципов физического и геометрического подобия процессу прокатки-, углеродистых и низколегированных сталей на толстолистовых станах. Размеры поперечного сечения исходных образцов составляют Нр X Вр 60 X 150 мм. Наличие подстуженных в поверхностных слоях образцов моделируют вставками из отожженной меди,, добиваясь при этом соотношения значений показателя сопротивления пластическому деформированию материала образцов и материала вставок, характерных для локального подстуживания горячего металла на 200- 400°С.
13
Прокатку осуществляют на двухвалковом стане с диаметром валков 150 мм. Суммарная степень деформациг образцов составляет 66%, Деформирующее действие колец имитируют cпeциaльнj)Iми прокладками, размещенными между образцом и валками. Размеры поперечного сечения прокладок составляют, мм: высота 15, ширина у основания 15, ширина у вершины 10.
В качестве показателя проработки структуры используют отношение амплитуды искажения продольно-поперечной плоскости симметрии образца к его ис- ходной высоте, характеризующее степень развитости сдвиговых деформаций, способствующих заварке внутренних дефектов и интенсивной проработке структуры прокатываемого металла.
Опытные данные свидетельствуют о том, что предлагаемый способ обеспечивает примерно в 4 раза более интенсивную проработку центральных слоев раската, по сравнению с известным способом без многократного чередования прокатки в калиброванных и гладких валках.
Таким образом, применение предлагаемого способа горячей прокатки полосовой стали позволяет повысить степень проработки структуры раската, получить плотную макроструктуру в его осевой зоне и повысить на этой основе качество ripTOBoro проката. За счет прокатки в одной реверсивной клети.
11
вместо двух цо .известному способу, снижаются капитальные и эксплуатационные затраты.
Формула изобретения
1 . Способ горячей прокатки полосовой стали, включающ;ий подстуживание раската между черновыми проходами на глубину до 15-20% толщины раската в зонах, ориентированных вдоль направления прокатки и чередующихся с зонами неподстуженного металла, прокатку в валках, снабженных кольцевыми выступами, которые расположены против зон подетуживания, и последующую прокатку в гладких валках, отличающийся тем, что, с целью улучшения проработки центральньгх слоев раската, прокатку в валках, снабженных кольцевыми выступами, многократно чередуют с прокаткой в валках с гладкой бочкой.
2. Способ по пЛ, отличающий с я тем, что, с целью обеспечения возможности многократного чередования прокатки в калиброванных и гладких валках в одной черновой реверсивной клети, прокатку в клети осуществляют с использованием перемещения кольцевых выступов вдоль оси валков, обеспечивая их разведение прк прокатке в гладких валках на ширину, превьщ1ающую максимальную ширину про- катываемых полос.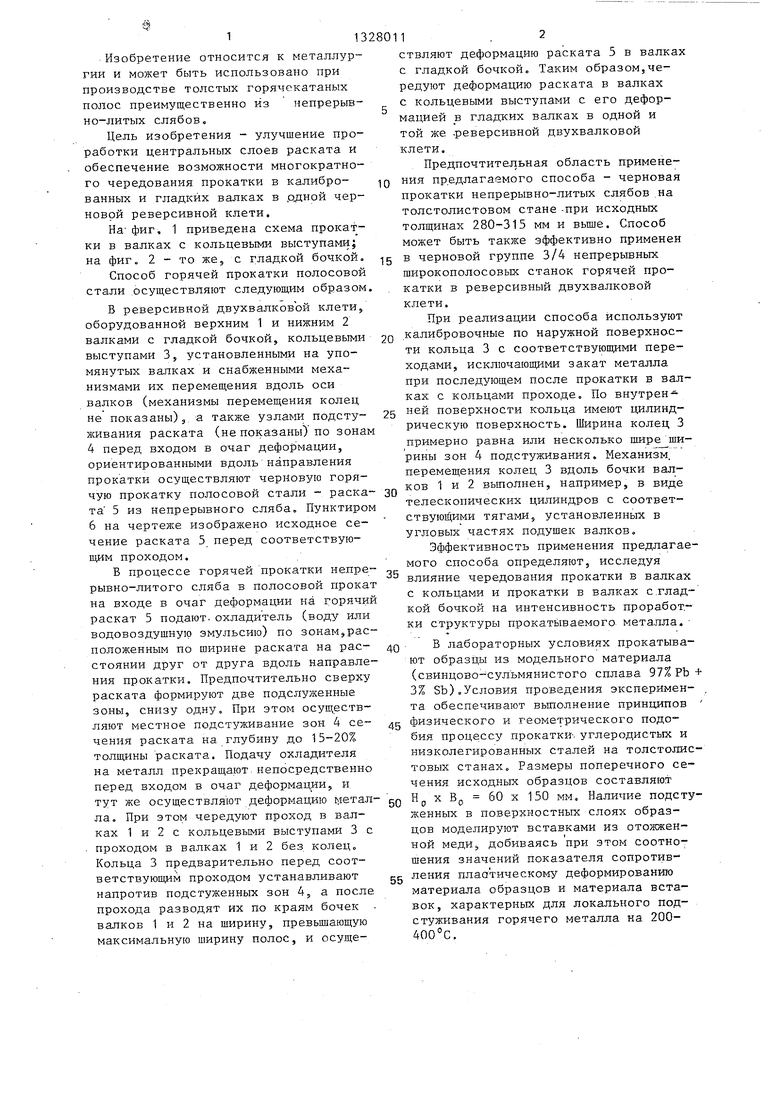
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полосовой стали | 1982 |
|
SU1072931A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| Способ прокатки | 1983 |
|
SU1088818A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2441721C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
Изобретение относится к области металлургии и может быть использовано при производстве толстых горячекатан- ных полос преимущественно из непрерывно-литых слябов. Цель изобретения - улучшение проработки центральных слоев раската и обеспечение возможности многократного чередования прокатки в калиброванных и гладких валках в одной черновой реверсивной клети. В процессе черновой прокатки сляба на входе в очаг деформации раскат охлаждают по зонам вдоль направления прокатки на глубину до 15-20% толщины раската. При этом прокатку в реверсивной клети осуществляют с многократным чередованием проходов в валках с кольцевыми выступами и в гладких валках. Во время прокатки в валках с кольцевыми выступами кольца устанавливают напротив подстуженных зон, а при прокатке в гладких валках кольца разводят на ширину, превьщ1ающую максимальную ширину прокатываемой полосы. Улучшение проработки центральных слоев раската достигается многократным чередованием прокатки в калиброванных и гладких валках При этом вследствие использования перемещения кольцевых выступов.вдоль оси валков улучшение качества готового проката обеспечивается прокаткой в одной реверсивной клети, что снижает капитальные и эксплуатационные затраты. 1 з.п. ф-лы, 2 ил..
I W lo l
J
Фиг2
Редактор Н. Лазаренко
Составитель В. Павленко
Техред А.Кравчук Корректор А. Тяско
Заказ ЗА27/11Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ горячей прокатки полосовой стали | 1982 |
|
SU1072931A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
