Изобретение относится к машиностроению, в частности к авиационной технике, и может быть иснользовано при ремонте любого вида техники.
Цель изобретения - новьз1идение качества восстанавливаемых деталей.
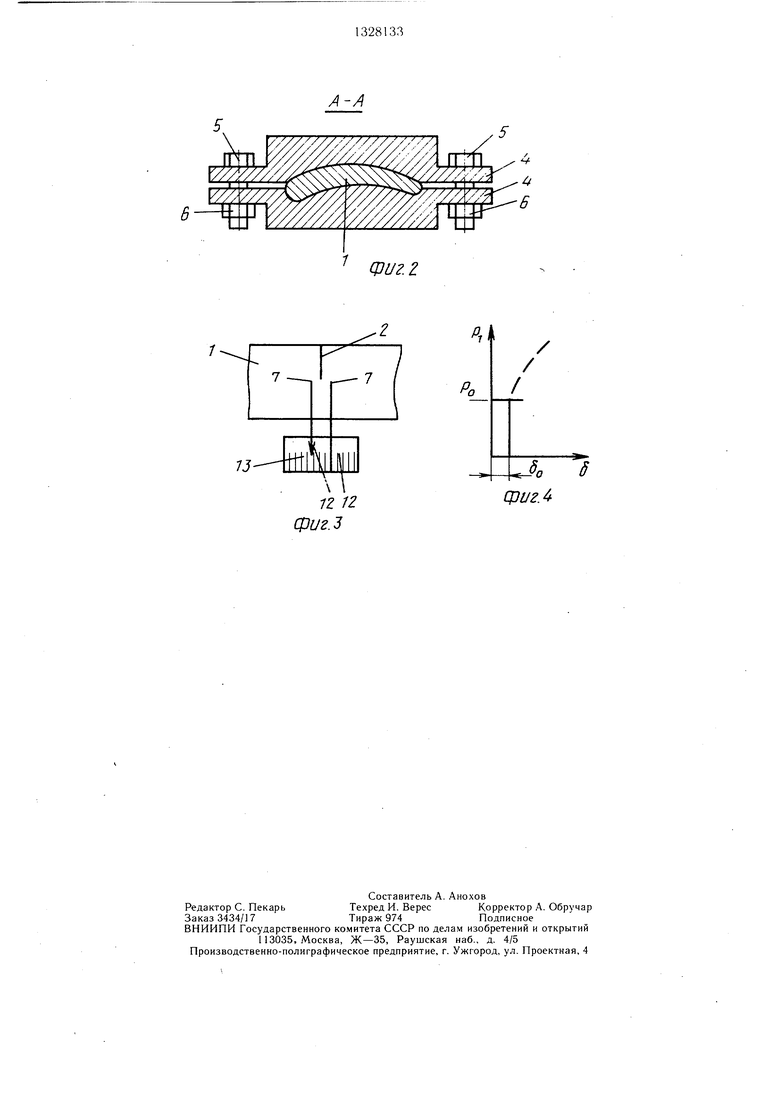
На фиг. 1 представлены восстанавливаемая деталь и устройство для реализации предлагаемого способа; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема фиксации перемещения берегов усталостной трещины с помощью датчиков; на фиг. 4 - диаграмма растяжения детали с трещиной.
Пример. Восстанавливают лопатку компрессора. Для этого лопатку I из титанового сплава ВТЗ-1 с усталостной трещиной 2 закрепляют в неподвижном зажиме станины вибратора 3. Перо лопатки 1 зажимают в устройстве 4 с гюмон1ью болтов 5 и гаек 6. В вер1нине трещины 2 размещают тензодатчик 7 с базой 8 мм перпендикулярно плоскости трещины 2. Осуществляют растяжение лопатки 1, передавая на нее усилия через цилиндр 8, вставку 9, подщипник 10 и болт 11. О моменте начала перемещения материала в вершине усталостной трещины 2 судят по перемещению стрелки 12 на щкале 13, связанных с тензодатчиком 7. Прекращают растяжение лопатки 1 в момент фиксирования перемещения берегов трещины 2 в ее вершине и измеряют усилие Ро, при котором реализовано начало перемещения берегов трещины. Величина РО составляет около 930 кг. Далее с помощью толкателя 14, связанного с вибратором, осуществляют продольное динамическое нагружение лопатки 1 с усилием кг, вызывая взаимные микроперемещения берегов усталостной трещины 2, параллельно плоскости трещины 2 при постепенном уменьшении растягивающей нагрузки Pi и переходом к сжатию. После достижения сжимающей нагрузкой величины, равной двойному усилию 2Ро начала перемещения берегов усталостной трещины 2 в ее вершине, сжатие лопатки I прекращают, а динамическую нагрузку плавно уменьн ают в течение 5 мин и прекращают микроперемепхения берегов усталостной трещины 2. Осущест- вляют нагрев лопатки до 850°С с выдержкой в течение 40 мин. После охлаждения лопатки С1П1мают сжимаюн1,ую нагрузку. Контрольные испытания на вибростенде лопатки 1 на резонансной частоте показали, что трещина в ней возникла не в зоне восстановления снлошности по данному сно- собу, а у корня по галтельному переходу от пера к за.мку.
Таким образом, предлагаемый способ поз- воляет восстановить первоначальные свойства материала деталей сопротивляться внешней циклической нагрузке и осуществлять их повторное использование в изделиях с сохранением в новый период эксплуатации первоначально определенной продолжитель- ности работы.
Формула изобретения
Способ устранения дефектов в сварных
соединениях, преимущественно в виде усталостных трещин, заключающийся в том, что в месте дефекта создают напряжения сжатия, нагревают до температуры рекристаллизации и выдерживают при этой температуре до заращивания дефекта, отличающийся тем, что, с целью повышения качества восстанавливаемой детали, перед сжатием деталь растягивают, фиксируют нагрузку начала перемещения берегов усталостной трещины в ее вершине, осуществляют динамическое нагружение детали, вызывающее взаимное микроперемещение берегов трещины, параллельное ее плоскости с постепенным снижением растягивающей нагрузки, при этом напряжение сжатия создают нагрузкой, равной двойному усилию, соответствующему началу перемещения берегов усталостной трещины в ее вершине, а после прекращения сжатия плавно снимают динамическую нагрузку.
lU- /7//////
фиг.1
/ / л rrtfi /4
7Щ
Фи.г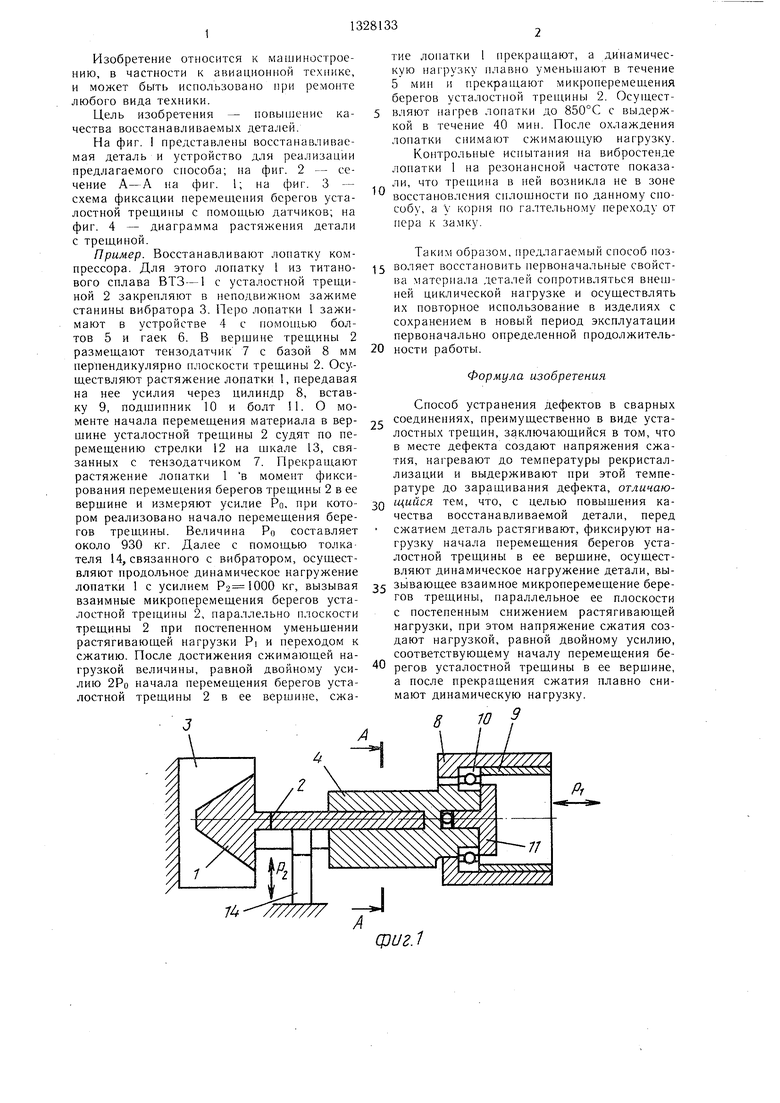
Изобретение относится к машиностроению, а именно к способам устранения дефектов в сварных соединениях, и может найти применение в авиационной и других отраслях машиностроения. Цель изобретения - восстановление первоначальной однородности материала с усталостной трещиной. Для этого в местах дефекта создают напряжение сжатия. Не снимая нагрузки, нагревают места дефекта до температуры рекристаллизации и выдерживают при этой температуре до зарашивания дефекта. Перед нагреванием в зоне усталостной трещины деталь растягивают. Измеряют усилие, раскрывающее вершины усталостной трещины. Проводят динамические продольные взаимные перемещения берегов усталостной трещины параллельно плоскости трещины с постепенным уменьщением растягивающей нагрузки и переходом к сжатию. После достижения сжимающей нагрузкой величины, равной двойному раскрывающему трещину усилию, динамическое перемещение плавно прекращают. При этом обеспечивается повторное использование детали без уменьшения гарантированного межремонтного ресурса. 4 ил. i (Л оо 00 со со
фиг А
| Патент США № 3110086, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ В СВАРНЫХ СОЕДИНЕНИЯХ | 0 |
|
SU303164A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
