Изобретение относится к производству сварных соединений и может быть использовано в машиностроении, судостроении и других отраслях промышленности.
Известно, что изготовление и эксплуатация сварных конструкций часто сопряжены с образованием дефектов в виде трещин, пор, надрывов и пр.
Так называемые исправимые дефекты обычно устраняют путем выборки (вырубки) металла в месте дефекта и последуюш,его заполнения разделки наплавкой (подваркой) методами сварки и плавлением. Однако подобные способы устранения дефектов пе всегда обеспечивают необходимое качество изделия и его долговечность.
Цель изобретения - разработка способа устранения дефектов в сварных соединениях, исключающего механическую обработку дефектного места и последующую заварку его.
Достигается это тем, что в месте дефекта создают напряжение сжатия, превышающее предел упругости материала, не снимая нагрузки, нагревают до температуры рекристаллизации и выдерживают при этой температуре до заращивапия дефекта.
Способ поясняется чертежом.
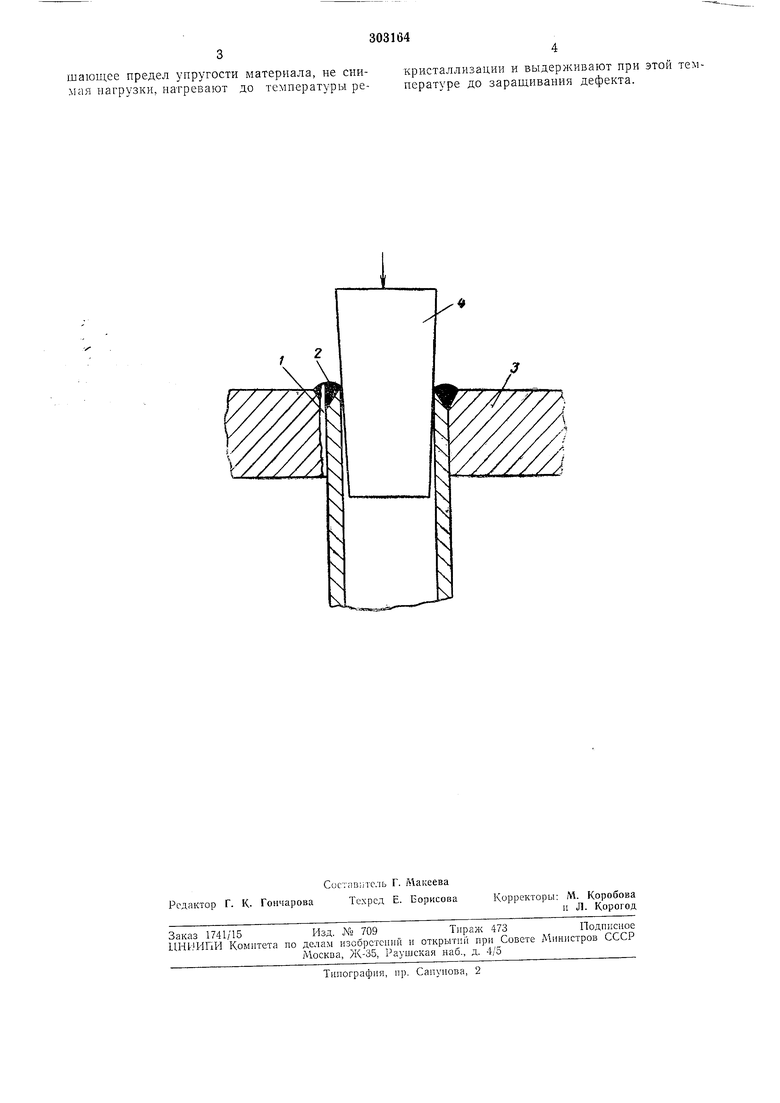
Для устранения дефекта (трещины) 1 в месте сварки трубы 2 с трубиой доской 3 в трубу вставляют распорный конус 4, которым в
дефектном месте создают напряженное состояние путем приложения внешней нагрузки, причем нагрузка должна превосходить предел упругости материала. После этого, не снимая нагрузки, конструкцию нагревают до температуры 0,5-0,8 т. ил. и выдерживают в течение времени, обеспечивающего заращивание дефекта. Время выдержки зависит от рода .материала и величины дефекта и .может колебаться от нескольких Jминyт до нескольких часов.
При необходимости дефекты большого размера предварительно уилотияют с добавлением присадки в виде ленты, проволоки, иорощка и т. н. Напряженное состояние можно создавать путем стягиБа 1ия винтами, клиньями, постановкой заклепок, прихваток и других приемов. В зависимости от активности материала свариваемого изделия, нагрев можно осуществлять на воздухе, в защитной или восстановительной атмосфере или в вакууме.
Предмет изобретеиия
Способ устранення дефектов в сварных соединениях, отличающийся те.м, что, с целью исключения механической вырубки дефектных мест и последующей заварки их, в месте дефекта создают нанря.жение сжатия, иревышающее предел упругости материала, не снимая нагрузки, нагревают до темнературы рекрнсталлизации и выдерживают при этой температуре до заращивания дефекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефектов в сварных соединениях | 1981 |
|
SU1020448A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ устранения дефектов в сварных соединениях | 1985 |
|
SU1328133A1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| СПОСОБ (ВАРИАНТЫ), РЕМОНТНОЕ УСТРОЙСТВО И СИСТЕМА ДЛЯ ИСПРАВЛЕНИЯ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ И ТРУБОУКЛАДОЧНОЕ СУДНО | 2010 |
|
RU2568856C2 |
| Способ устранения газонасыщенных участков многослойных сварных швов | 1984 |
|
SU1175640A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |