1
Изобретение относится к машиностроению и может быть использовано при окончательной обработке тдилинд- рических поверхностей.
Целью изобретения является повьг шение точности и качества обработки
Поставленная цель достигается за счет снижения динамических нагру зок на шпиндель и создания неповто- ряемости траекторий движения инструмента.
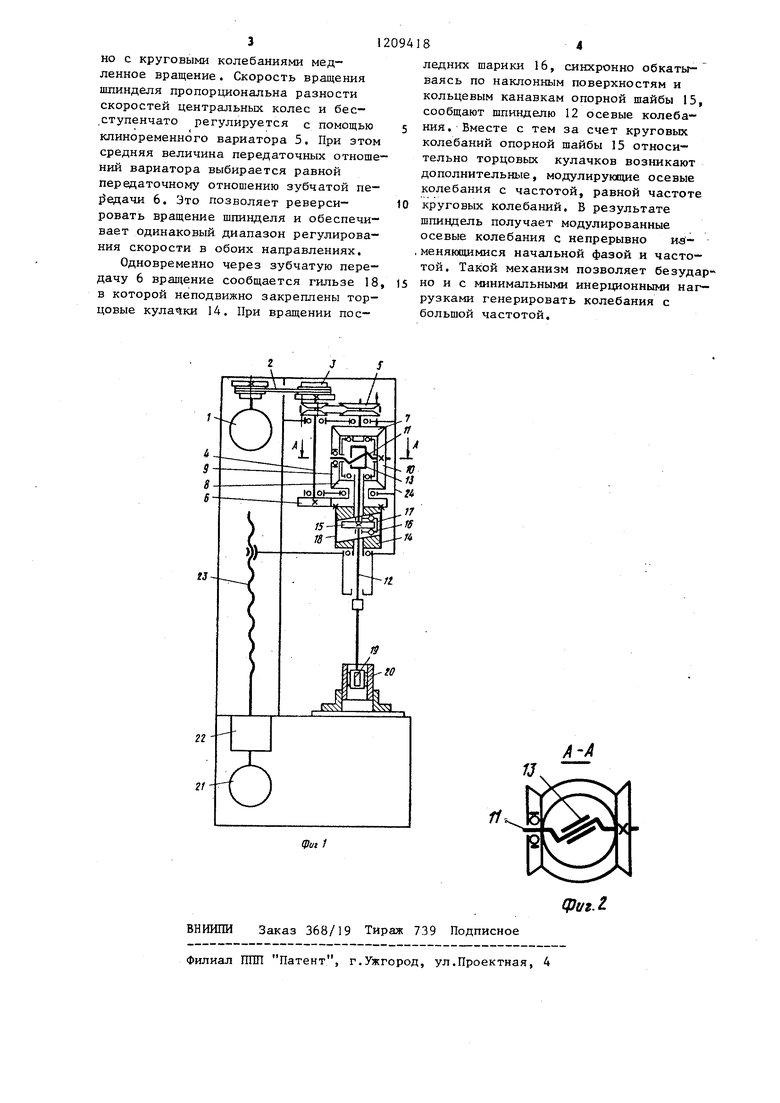
На фиг. 1 представлена кинематичес .кая схема хоиинговально-доводочного станка; на фиг.2 - сечение А-А на фиг. 1.
Хонинговально-доводочный станок содержит привод вращения и колебательных движений шпинделя с различными частотами и привод возвратно- поступательного перемещения инструмента вдоль оси обрабатываемой де- тали.
Привод вращения и колебательных движений шпинделя включает в себя электродвигатель 1, связанный через клиноременную передачу 2 и ступенчатый шкив 3 с промежуточным валом 4. Последний с помощью клиноре- менного вариатора 5 и зубчатой передачи 6 соединен с центральными колесами 7 и 8 конического дифферен- цкала, включающего в себя сателлиты 9 и 10, общая ось которых выпол- йена в виде изогнутого Z. -образного .зала I 1 . Один из сателлитов жестко соединен с валом, а другой установлен с возможностью свободного вращения. Конический дифференциал установлен со шпинделем 12, верхний конец которого пропущен в расточке центрального колеса 8 и кинематически связан при помощи вилки 13 с изогнутым валом 11.
Механизм осевых колебаний расположен также соосно со шпинделем и включает в себя два одинаковых торцовых кулачка 14 и опорную шайбу 15, которая жестко закреплена на шпинделе и взаимодействует с рабочими поверхностями кулачков с помощью двух шариков 16, охваченных одним сепаратором 17. Торцовые кулачки 14 неподвижно залсреплены в гильзе 18, которая связана g цепью вращения центрального колеса 8,
Привод возвратно-поступательного движения предназначен для сообщения инструменту 19 медленного перемещения вдоль оси обрабатываемой де
-
10
2094182 ,
тали 20 и содержит реверсивный электродвигатель 21, редуктор 22, ходовой винт 23, работающий в паре с гайкой, закрепленной на шгшндель5 ной коробке 24. Величина хода шпин- дельной коробки настраивается в зависимости от длины обрабатываемой детали с помос ью механизма управления (не показан), выполненного в виде конечных переключателей, дакнцих команду на реверсирование электродвигателя 21. Для поступательного движения инструмента могут быть использованы механизмы других видов, например кулисньй или гидравлический привод.
Станок работает следующим образом.
При подаче команды Цикл обработки включается электродвигатель 21 и от кодового винта 23 шпиндельной коробке 24 сообщается медленное перемещение вниз. Инструмент 19 вводится в отверстие обрабатываемой
25 детали 20, которая закреплена на неподвижном столе станка. После ввода автоматически включается электродвигатель 1, сообщанндий инструменту вращение и колебательные движе-
15
20
30 нйя, осуществляется его разжим и возвратно-поступательное движение вдоль оси обрабатываемой детали.
При включении электродвигателя 1
движение передается клиноременной передачей 2 на промежуточный вал 4, который через клиноременный вариатор 5 и зубчатую передачу 6 сообщает вращение в противоположных нап-
равлениях и с разными скоростями центральным колесом 7 и 8 конического дифференциала. От центральных колес вращение передается сателлитам 9 и 10 и жестко связанному с сателлитом 10 изогнутому 21 -обрАзно валу 11. Вращательное движение Zl-об- разного вала рокруг собственной ос и преобразуется с помощью вилки 13 в (Круговые колебания шпинделя 12 с амп-
хштудой, равной углу наклона Z-образного вала.
За счет разности скоростей вращения центральных колес 7 и 8 сателлиты и связанньй с ними Z-образный вап одновременно с вращением вокруг собственных осей получают движение обкатки вокруг оси центральных колес, сообщая шпинделю одновремен312
но с круговыми колебаниями медленное вращение. Скорость вращения шпинделя пропорциональна разности скоростей центральных колес и бес- .ступенчато регулируется с помощью клиноременного вариатора 5, При этом средняя величина передаточных отношений вариатора выбирается равной передаточному отношению зубчатой пе- 1}едачи 6, Это позволяет реверси- ровать вращение шпинделя и обеспечивает одинаковый диапазон регулирования скорости в обоих направлениях.
Одновременно через зубчатую передачу 6 враи1ение сообщается гильзе 18, в которой неподвижно закреплены торцовые кулачки 14. При вращении пос84
ледних шарики 16, синхронно обкатываясь по наклонным поверхностям и кольцевым канавкам опорной шайбы 15, сообщают шпинделю 12 осевые колебания. Вместе с тем за счет круговых колебаний опорной шайбы 15 относительно торцовых кулачков возникают дополнительные, модулирующие осевые колебания с частотой, равной частоте круговых колебаний. В результате шпиндель получает модулированные осевые колебания с непрерывно из- меняюпшмися начальной фазой и частотой. Такой механизм позволяет безударно и с минимальными инерционными нагрузками генерировать колебания с большой частотой.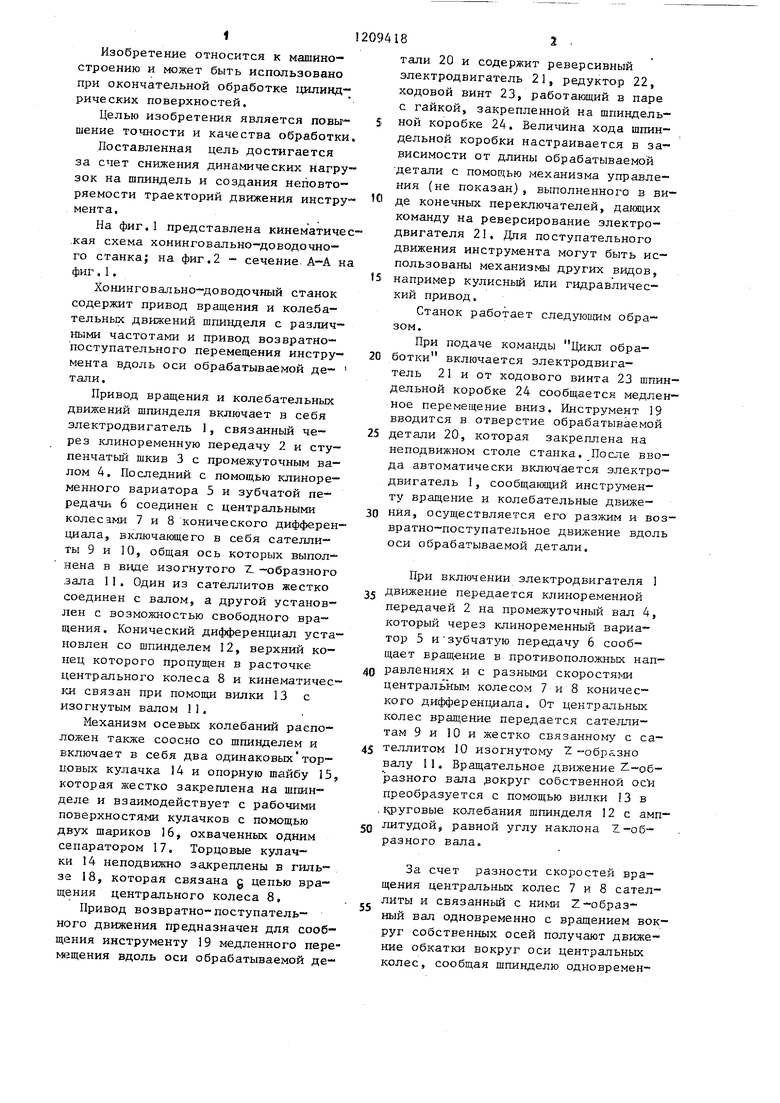
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговально-доводочный станок | 1987 |
|
SU1509235A1 |
| Адаптивный привод хонинговального станка | 1973 |
|
SU483233A1 |
| Хонинговально-доводочный станок | 1985 |
|
SU1328168A1 |
| РУЧНАЯ МАШИНА С ДИНАМИЧЕСКИМ ВИБРОГАСИТЕЛЕМ | 2009 |
|
RU2532246C2 |
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| БУРИЛЬНАЯ МАШИНА | 2001 |
|
RU2194142C2 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| Устройство для доводки плоских кольцевых поверхностей клиновых задвижек | 1990 |
|
SU1743836A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| ВЫПРЯМИТЕЛЬ КОЛЕБАНИЙ ВЫСОКОМОМЕНТНОГО ВАРИАТОРА НЕФРИКЦИОННОГО ТИПА | 2009 |
|
RU2409780C1 |
21
tput 1
13
ВНИИПИ Заказ 368/19 Тираж 739 Подписное Филиал ШШ Патент, г.Ужгород, ул.Проектная, 4
фиг.
| ПРИВОД ШПИНДЕЛЯ ХОНИНГОВАЛЬНОГО СТАНКА | 0 |
|
SU288587A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
