7J
со ю со
ел
м
дифференциал, ось сателлитов 14 которого выполнена в виде изогнутого Z-образного вала 15, кинематически связанного вилкой 16 со шпиНдЯелем станка. Центральные колеса 9 и 10 дифференциала связаны с приводом вращения двухсторонними муфтами 11 и 12, которые выполнены с независимым переключением и предназначены для фиксации колес относительно корпуса 13 или сообщения им вращения. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговально-доводочный станок | 1984 |
|
SU1209418A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Хонинговально-доводочный станок | 1985 |
|
SU1328168A1 |
| ВЫСОКОМОМЕНТНЫЙ ВАРИАТОР | 2001 |
|
RU2204749C1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| ОДНОШПИНДЕЛЬНАЯ СИЛОВАЯ ГОЛОВКА | 1995 |
|
RU2086386C1 |
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для фасонной резки труб | 1988 |
|
SU1530344A1 |
Изобретение относится к машиностроению и позволяет расширить технологические возможности станка путем реализации различных методов хонингования. Привод вращения и колебательных движений инструмента содержит механизм 6 осевых колебаний шпинделя и конический дифференциал, ось сателлитов 14 которого выполнена в виде изогнутого Z - образного вала 15, кинематически связанного вилкой 16 со шпинделем станка. Центральные колеса 9 и 10 дифференциала связаны с приводом вращения двухсторонними муфтами 11 и 12, которые выполнены с независимым переключением и предназначены для фиксации колес относительно корпуса 13 или сообщения им вращения. 2 ил.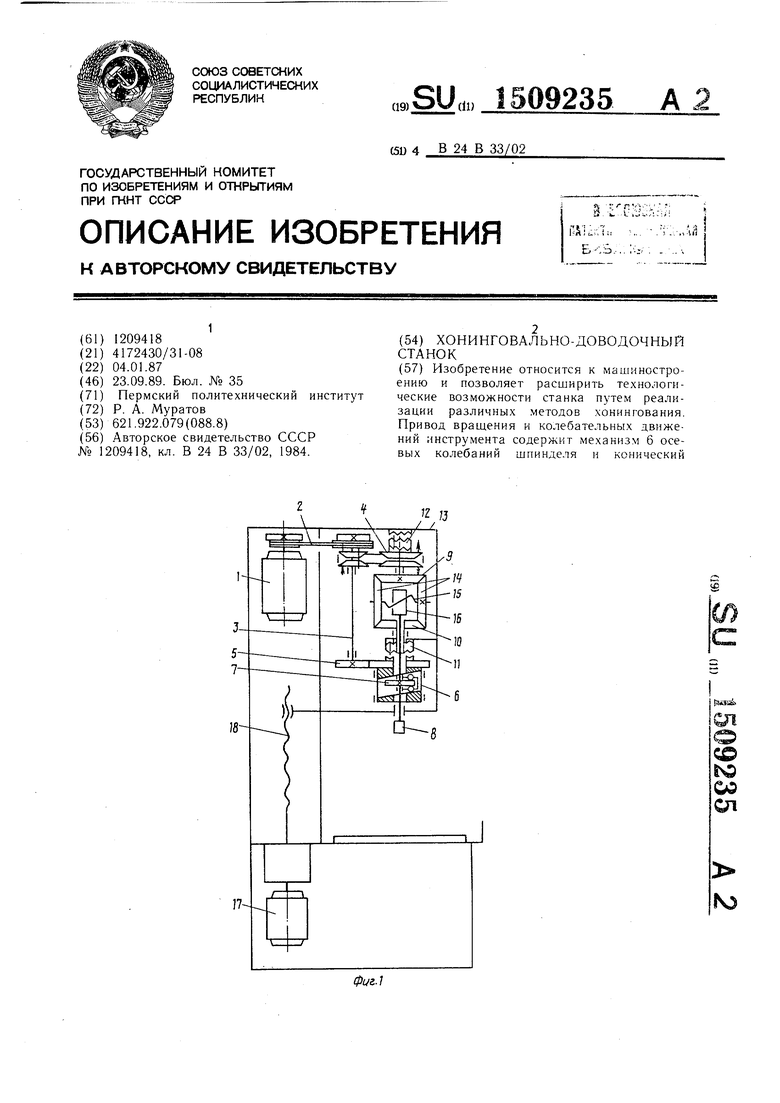
Изобретение относится к мащинострое- нию, может быть использовано при хонин- говании и доводке прецизионных деталей в различных областях машиностроения и является усовершенствованием станка по авт. св. № 209418.
Це;1ью изобретения является расширение технологических возможностей станка путем реализации различных траекторий рабочего движения инструмента.
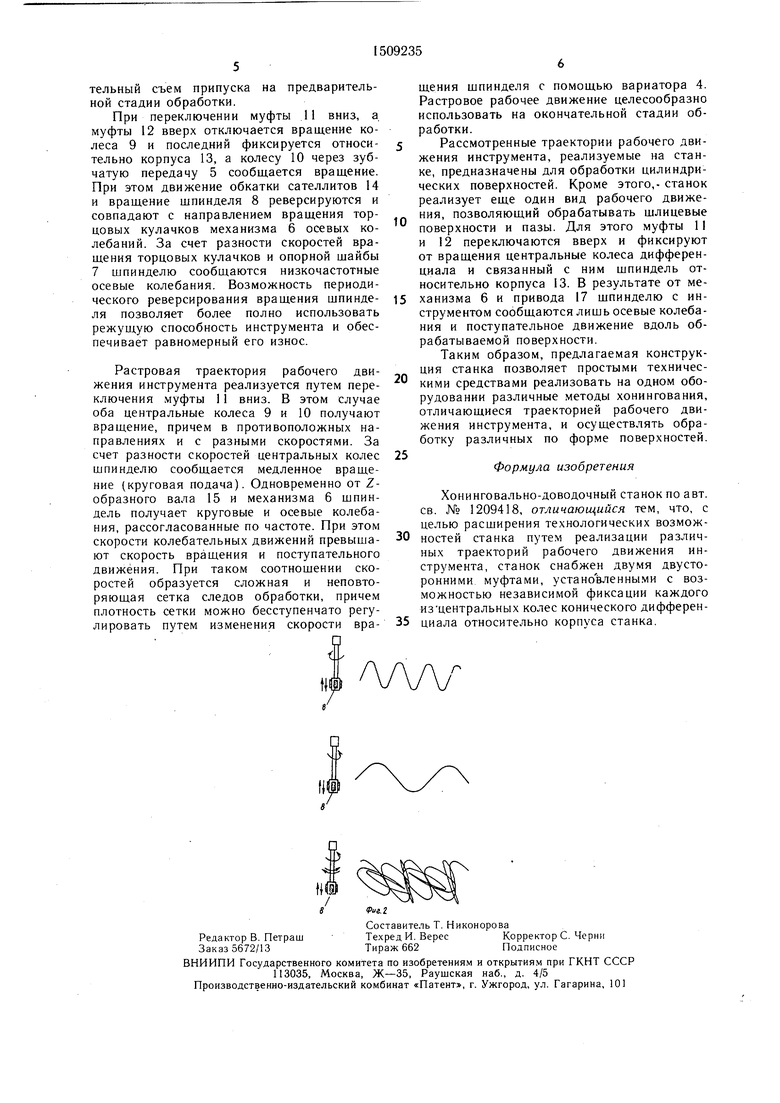
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - траектории рабочего движения инструмента, развернутые на плоскость.
Хонинговально-доводочный станок включает привод вращения с механизмами ко- ;1ебательных движений и привод возврат- ио-г1остунательного перемещения инструмента вдоль оси обрабатываемой детали.
Привод вращения и колебательных движений содержит электродвигатель 1, связанный клиноременной передачей 2 с нро.ме- жуточным валом 3. Последний посредством к,:111ноременного вариатора 4 и зубчатой передачи 5 соединен с коническим дифференциалом и механизмом б осевых колебаний, который выполнен в виде двух торцовых кулачков, взаимодействующи; через шарики с опорной шайбой 7, жестко закрепленной на шпинделе 8. На валах центральных колес 9 и 10 конического дифференциала установлены двусторонние муфты 11 и 12, предназначенные для стонорения колес относительно корпуса шпиндельной коробки 13 или сообщения им вращения от вариатора 4 и нередачи 5. Общая ось сателлитов 14 выполнена в виде изогнутого Z-образного вала 15, кинематически связанного с помощью вилки 16 со шпинделем 8, причем один из сателлитов жестко соединен с валом, а другой - с возможностью свободного врап.1ения.
Привод возвратно-поступательного движения включает реверсивный электродвигатель 17, ходовой винт 18, работающий в паре с гайкой, закрепленной на шпиндельной коробки 13. Для поступательного движения инструмента могут быть использованы и другие механизмы, например кулисный, а также гидравлический или линейный привод.
Станок работает следующим образом.
В зависимости от вида обрабатываемой поверхности и технологического назначения операции (предварительное, окончательное) путем переключения муфт 11 и 12 задается траектория рабочего движения инструмента. После этого включается ревер5 сивный электродвигатель 17 и с пошощью ходового винта 18 инструмент, закрепленный в шпинделе 8, вводится в зону обработки, осуществляется его разжим и возвратно-поступательное движение вдоль оси обрабатываемой детали. Одновременно шпин делю с инструментом от электродвигателя 1 сообщаются вращения и колебательные движения.
При включении электродвигате.тя 1 дви5 жение клиноременной передачей 2 передается на промежуточный вал 3, который через клиноременный вариатор 4 и муфту 12 сообщает вращение центральному колесу 9 конического дифференциала. При этом второе центральное колесо 10 зафиксировано
0 с помощью двусторонней муфты 11 относительно корпуса 13. Сателлиты 14, обкатываясь по неподвижному колесу 10, сообщают с помощью Z-образного вала 15 и вилки 16 быстрое вращение шпинделю 8. Кроме того, за счет вращения Z-об5 разного вала вокруг собственной оси шпинделю дополнительно сообщаются круговые колебания. Вследствие малой амплитуды круговых колебаний (равна углу наклона Z-образного вала) суммарное движение,
Q сообщаемое шпинделю дифференциалом, представляет собой однонаправленное (без реверса) вращение с переменной скоростью. Одновременно с промежуточного вала 3 через зубчатую передачу 5 вращение передается торцовым кулачкам механизма 9, ко5 торый сообщает опорной шайбе 7 и шпинделю 8 осевые колебания. Частота осевых колебаний пропорциональна алгебраической разности скоростей вращения шпинделя и кулачков механизма 6. В описанном варианте включения двусторонних
0 муфт 11 и 12 шпиндель и торцовые кулачки механизма 6 вращаются в противоположных направлениях, в результате шпинделю сообщаются высокочастотные осевые колебания (фиг. 2). При этом вследствие вращения шпинделя с переменной скоростью осевые колебания генерируются с непрерывно изменяющейся начальной фазой. Такая траектория, характерная для виброхонингования, обеспечивает производительный съем припуска на предварительной стадии обработки.
При переключении муфты 11 вниз, а муфты 12 вверх отключается вращение колеса 9 и последний фиксируется относительно корпуса 13, а колесу 10 через зубчатую передачу 5 сообщается вращение. При этом движение обкатки сателлитов 14 и вращение щпинделя 8 реверсируются и совпадают с направлением вращения торцовых кулачков механизма 6 осевых колебаний. За счет разности скоростей вращения торцовых кулачков и опорной щайбы 7 шпинделю сообщаются низкочастотные осевые колебания. Возможность периодического реверсирования вращения щпинделя позволяет более полно использовать режущую способность инструмента и обеспечивает равномерный его износ.
Растровая траектория рабочего движения инструмента реализуется путем переключения муфты 11 вниз. В этом случае оба центральные колеса 9 и 10 получают вращение, причем в противоположных направлениях и с разными скоростями. За счет разности скоростей центральных колес шпинделю сообщается медленное вращение (круговая подача). Одновременно от Z- образного вала 15 и механизма 6 щпин- дель получает круговые и осевые колебания, рассогласованные по частоте. При этом скорости колебательных движений превышают скорость вращения и поступательного движения. При таком соотношении скоростей образуется сложная и неповторяющая сетка следов обработки, причем плотность сетки можно бесступенчато регулировать путем изменения скорости вра0
щения шпинделя с помощью вариатора 4. Растровое рабочее движение целесообразно использовать на окончательной стадии обработки.
Рассмотренные траектории рабочего движения инструмента, реализуемые на станке, предназначены для обработки цилиндрических поверхностей. Кроме этого,- станок реализует еще один вид рабочего движения, позволяющий обрабатывать щлицевые поверхности и пазы. Для этого муфты 11 и 12 переключаются вверх и фиксируют от вращения центральные колеса дифференциала и связанный с ним шпиндель относительно корпуса 13. В результате от ме- 5 ханизма 6 и привода 17 шпинделю с инструментом сообщаются лишь осевые колебания и поступательное движение вдоль обрабатываемой поверхности.
Таким образом, предлагаемая конструкция станка позволяет простыми техническими средствами реализовать на одном оборудовании различные методы хонингования, отличающиеся траекторией рабочего движения инструмента, и осуществлять обработку различных по форме поверхностей.
0
25
Формула изобретения
Хонинговально-доводочный станок по авт. св. № 1209418, отличающийся тем, что, с целью расщирения технологических возможностей станка путем реализации различных траекторий рабочего движения инструмента, станок снабжен двумя двусторонними муфтами, установленны.ми с возможностью независимой фиксации каждого из центральных колес конического дифферен- циала относительно корпуса станка.
| Хонинговально-доводочный станок | 1984 |
|
SU1209418A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
