Изобретение относится к машиностроению, а именно к способам окончательной обработки винтовых поверхностей, например ходовых винтов или гаек винтовых передач, и может быть использовано в станко- авиа-, судо-и приборостроении.
Цель изобретения - повышение точности формирования криволинейного профиля винтовой поверхности за счет возможности управления формообразованием и исправления погрешностей предыдушей обра- ботки.
На чертеже представлена схема взаимного расположения притира и изделий с винтовой поверхностью.
Доводку винтовой поверхности в виде винта 1 производят притиром 2. Притир выполняют в виде гайки, введенной в сопряжение с винтом 1.
Притир 2 нагружается осевой силой Рос и моментом М, действуюшим в осевой плоскости. При относительном враш,ении винта с частотой пв гайка - п-ритир совершает относительное перемеш,ение вдоль его оси.
При плавном изменении момента сил М пропорционально расстоянию от точки контакта в передаче до оси винтовой поверхности (R) точка локализации напряжений и максимального съема припуска перемешается вдоль линии боковой грани от впадины, соответствуюшей радиусу обработки RMHH, к вершине профиля витка винта с расстоянием до центра винта RMBKC, в результате чего снимается на различных участках различный припуск.
При приложении момента . R и установлении в точке А максимального съема по профилю мгновенный момент времени необходимо выдержать притир 2 в таком положении при относительном движении инструмента и детали несколько проходов до полного снятия припуска Рх.
Момент определяют из следуюш,его соотношения:
Roc- RMSKC
где М- момент сил в осевой плоскости притира;
Roc- осевое нагружаюшее усилие;
RMHH R.MaKc - соответственно минимальное
и максимальное расстояние от точки обрабатываемого профиля до оси винтовой поверхности.
Одновременно изменяют время суммарного контакта притира и винтовой поверхности по участкам профиля в соответствии с зависимостью
/M-Mo/ f-- -)
Is. Чо
где п - показатель степени, зависящий от
формы криволинейного профиля; MO - момент сил в осевой плоскости в точке с минимальным снимаемым припуском;
5
0
5
0
5
0
т - суммарное время контакта притира и винтовой поверхности в рассматриваемой точке контакта;
То - суммарное время контакта инструмента и заготовки, необходимое для снятия минимального припуска РО;
к - коэффициент, равный
(a - РО- РГс),
где а - расстояние от RMHH до участка с минимальным съемом припуска;
РО-минимальный припуск, необходимый для исправления погрешностей;
h - величина максимальной выпуклости профиля.
Формула изобретения
Способ доводки винтовых поверхностей притиром при их относительном враш,атель- ном и возвратно-поступательном движении под действием осевой нагрузки с добавлением абразива в зону обработки и выдержки времени суммарного контакта, от- личаюш,ийся тем, что, с целью повышения точности формирования криволинейного профиля винтовой поверхности, к притиру в осевой плоскости прикладывают момент сил, который плавно изменяют пропорционально расстоянию от точки контакта в передаче винтовая поверхность - притир до оси винтовой поверхности, и одновременно изменяют время суммарного контакта притира и винтовой поверхности по участкам профиля в соответствии с зависимостями
Рос. . R«aKc;
(:
L ti
5
0
5
0
где М
-момент сил в осевой плоскости притира;
Рос- осевое нагружающее усилие;
RMHH RMBKC - соответственно минимальное и максимальное расстояние от точки обрабатываемого профиля до оси винтовой поверхности;
п- показатель степени, зависящий от формы криволинейного профиля;
-момент сил в осевой плоскости в точке с минимальным снимаемым припуском PQ.;
-суммарное время контакта притира и винтовой поверхности в рассматриваемой точке контакта;
-суммарное время контакта, необходимое для снятия минимального припуска РО;
М,
То
- коэффициент, равный к
h|(a РоТ);
- расстояние от RMMH до участка с минимальным съемом припуска;
- величина максимальной выпуклости профиля;
- минимальный припуск, необходимый для исправления погрешностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| Способ притирки сферических поверхностей | 1987 |
|
SU1414579A1 |
| Способ шлифования желоба на круглой детали | 1989 |
|
SU1731601A2 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| Способ управления процессом ультразвукового резания | 1981 |
|
SU975338A1 |
| Способ абразивной обработки плоских поверхностей | 1988 |
|
SU1549730A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2015 |
|
RU2592748C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ автоматического регулирования точности обработки цилиндрических поверхностей | 1974 |
|
SU724321A1 |
Изобретение относится к машиностроению, а именно к способам окончательной обработки винтовых поверхностей, например ходовых винтов или гаек винтовых передач, и может быть использовано в станко-, авиа-, судо-и приборостроении. Цель изобретения - повышение точности формирования криволинейного профиля винтовой поверхности за счет возможности управления формообразованием. Изобретение иллюстрируется чертежом, где представлена схема взаимного расположения притира и изделия с винтовой поверхностью. Притир 2, выполненный в виде гайки, осуш,ествляет доводку винтовой поверхности винта, находя- ш,егося с ним в сопряжении, при их относительном враш,ательном и возвратно- поступательном движении под действием осевой нагрузки с добавлением абразива в зону обработки. К притиру 2 в осевой плоскости прикладывают момент сил, который плавно изменяют пропорционально расстоянию от точки контакта в передаче до оси винта с одновременным изменением времени суммарного контакта притира и винтовой поверхности в соответствии с зависимостями Рос- Нмакс; /М-Мо/ (т-то/Кто) где М - момент сил в осевой плоскости притира; Рос - осевая нагрузка; RMHH; RMBKC - соответственно минимальное и максимальное расстояние от точки обрабатываемого профиля до оси винтовой поверхности; т - суммарное время контакта притира и винтовой поверхности в рассматриваемой точке контакта; TO - суммарное время контакта, необходимое для снятия минимального припуска; п - показатель степени, зависяший от формы криволинейного профиля; MO - момент сил в осевой плоскости в точке с минимальным снимаемым припуском; К - коэффициент, равный (a - Ро- ), где а - расстояние от RMHII до участка с минимальным съемом припуска; h - величина максимальной выпуклости профиля; Ро - минимальный припуск, необходимый для исправления погрешностей. 1 ил. (Л Сл2 to оо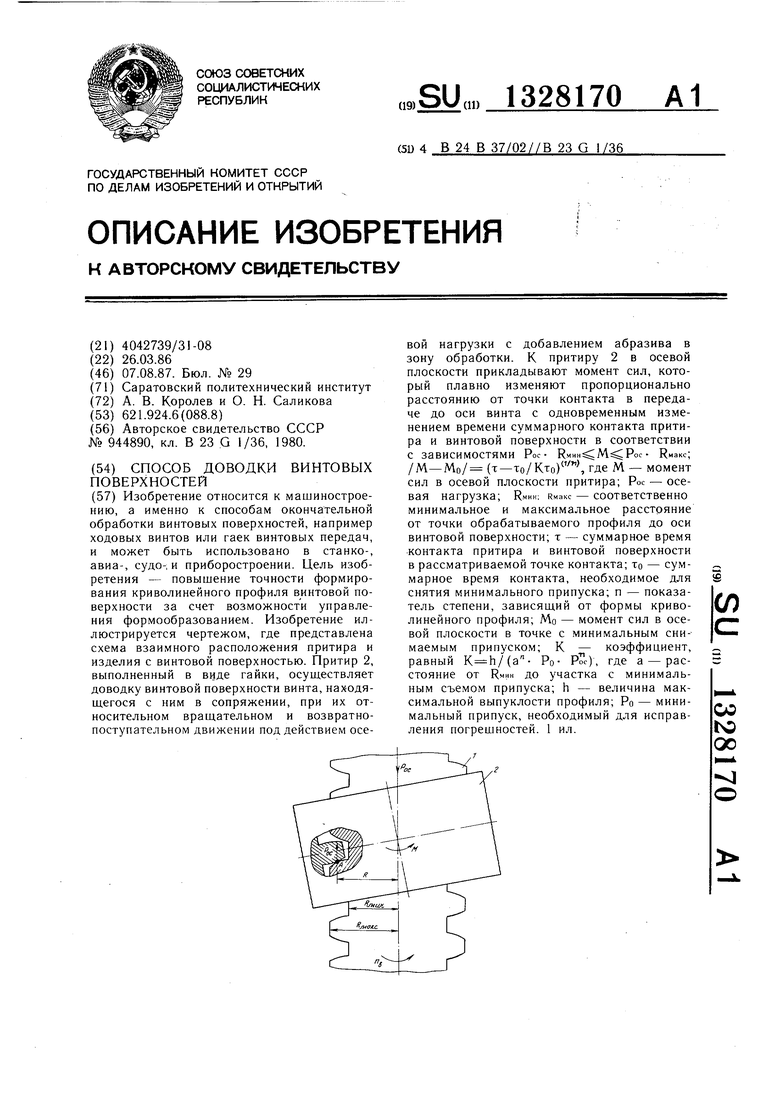
| Способ доводки винтов | 1980 |
|
SU944890A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
