Изобретение относится к обработке металлов шлифованием и является усовершенствованием изобретения по авт.ев № 1301660.
Целью изобретения является повышение точности шлифования за счет обеспече- ния равномерного съема припуска с поверхностей полукруглого профиля.
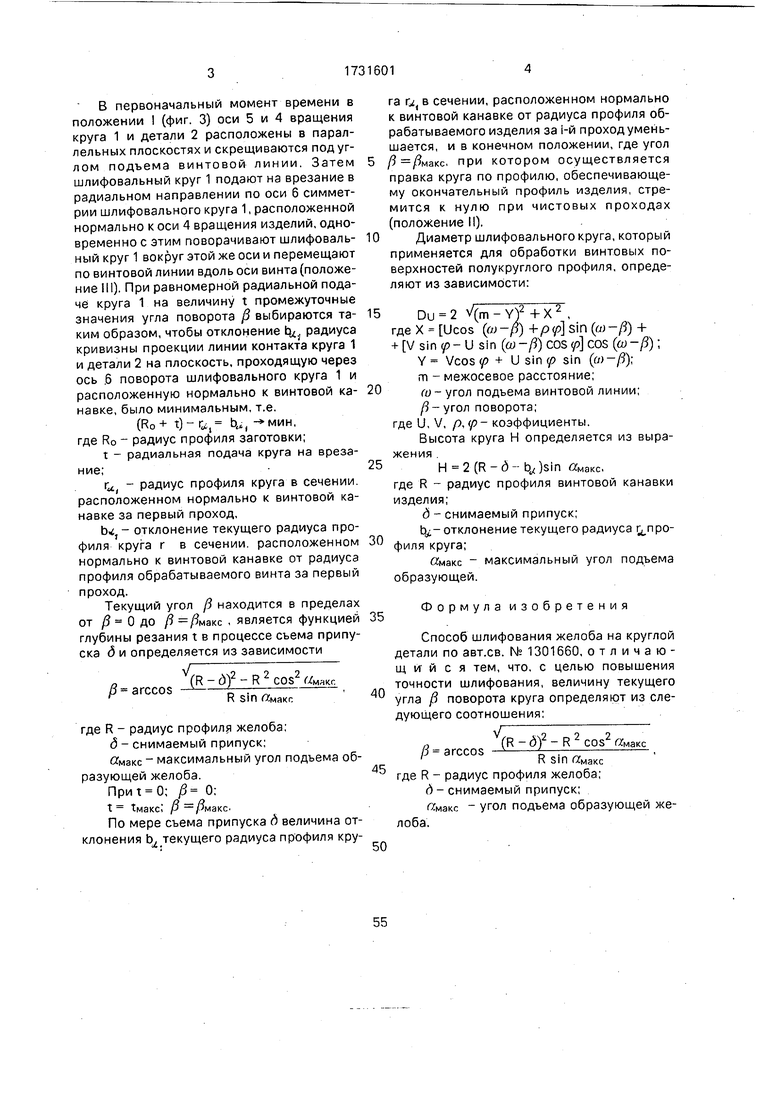
На фиг. 1 показана схема шлифования желоба полукруглого профиля; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Предложенным способом можно шлифовать как замкнутые кольцевые желоба, так и пространственные желоба, выполненные по винтовой линии.
Согласно изображенным схемам осуществляют шлифование кругом 1 желоба, выполненного по винтовой линии детали 2 с профилем 3 в виде дуги окружности шлифовальным кругом 1. Желоб содержит оси 4 и 5 вращения детали 2 и круга 1 соответственно, а также ось 6 симметрии шлифовального круга 1.
Шлифовальный круг правится, например, алмазным роликом с профилем, соответствующим профилю обрабатываемого желоба, в повернутом положении на угол , что соответствует положению круга в конце обработки, при этом отклонение Ь текущего радиуса г; профиля круга в его осевом сечении, расположенном нормально к винтовой канавке от радиуса профиля желоба, является минимальным и определяется зависимостью
R-Ј tu .
При этом проекция линии контакта повернутого круга 1 и изделия в конечном положении II на плоскость, проходящую через ось 6 поворота шлифовального круга 1 и расположенную нормально к винтовой канавке, соответствует профилю 3 в виде дуги окружности окончательно обработанного изделия.
(Л
С
VI GO
сЈ
О
Ю
В первоначальный момент времени в положении I (фиг. 3) оси 5 и 4 вращения круга 1 и детали 2 расположены в параллельных плоскостях и скрещиваются под уг- лом подъема винтовой линии. Затем шлифовальный круг 1 подают на врезание в радиальном направлении по оси 6 симметрии шлифовального круга 1, расположенной нормально к оси 4 вращения изделий, одновременно с этим поворачивают шлифовальный круг 1 вокруг этой же оси и перемещают по винтовой линии вдоль оси винта (положение 111). При равномерной радиальной подаче круга 1 на величину t промежуточные значения угла поворота /3 выбираются таким образом, чтобы отклонение Ь радиуса кривизны проекции линии контакта круга 1 и детали 2 на плоскость, проходящую через ось .6 поворота шлифовального круга 1 и расположенную нормально к винтовой канавке, было минимальным, т.е.
(Ro+ т)-ц b.i( , где Но - радиус профиля заготовки;
t - радиальная подача круга на врезание;
г - радиус профиля круга в сечении, расположенном нормально к винтовой канавке за первый проход,
tu}- отклонение текущего радиуса профиля круга г в сечении, расположенном нормально к винтовой канавке от радиуса профиля обрабатываемого винта за первый проход.
Текущий угол /3 находится в пределах от /3 0 до / /Змакс , является функцией глубины резания t в процессе съема припуска д и определяется из зависимости
/ arccos .R2cos2
гR Sin «макг.
где R - радиус профиля желоба;
д - снимаемый припуск;
«макс максимальный угол подъема образующей желоба.
Прих 0; /3 0:
t Тмакс р рмакС
По мере съема припуска и величина отклонения Ь текущего радиуса профиля круга ъ в сечении, расположенном нормально к винтовой канавке от радиуса профиля обрабатываемого изделия за -v проход уменьшается, и в конечном положении, где угол
ft , при котором осуществляется правка круга по профилю, обеспечивающему окончательный профиль изделия, стремится к нулю при чистовых проходах (положение II).
Диаметр шлифовального круга, который применяется для обработки винтовых поверхностей полукруглого профиля, определяют из зависимости:
30
15Du 2 v(m-Yf +X2 ,
где X Ucos (о) -р) +р р Sin (а) -/) + + V sin р- U sin (о) -/) cos / cos (ft)-/3); Y Vcosy + U sin у sin (a)-fl) m - межосевое расстояние; 20o -угол подъема винтовой линии;
/3-угол поворота; где U, V, р,р коэффициенты.
Высота круга Н определяется из выражения(R-d-tfc)sln амакс,
где R - радиус профиля винтовой канавки изделия;
д - снимаемый припуск; Ь -отклонение текущего радиуса филя круга;
«макс максимальный угол подъема образующей.
35
Формула изобретения
Способ шлифования желоба на круглой детали по авт.св. №. 1301660, отличающийся тем, что, с целью повышения точности шлифования, величину текущего угла / поворота круга определяют из следующего соотношения;
/j arccos
R Sin «макс
где R - радиус профиля желоба;
д - снимаемый припуск;
«макс - угол подъема образующей желоба.
Вид В
6 3 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| Способ шлифования восстановленных наплавкой кулачков | 1986 |
|
SU1351756A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КУЛАЧКОВОГО ВАЛА ПРИ РЕМОНТЕ | 1995 |
|
RU2078671C1 |


Использование: шлифование желоба полукруглого профиля, в частности выполненного по винтовой линии. Способ заключается в том, что в процессе шлифования желоба полукруглого профиля подача шлифовального круга с полукруглым профилем на врезание происходит путем сочетания двух движений: радиального в плоскости, проходящей через оси вращения детали и круга, и поворота круга вокруг его оси симметрии, нормальной к оси вращения детали. Величина текущего угла поворота шлифовального круга определяется из определенной математической зависимости. 3 ил.
Фиг.З
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
