Изобретение относится к об.пасти уилот- нительной техники и является усовершенствованием способа но авт св. J -fo 949268.
Цель изобретения -- повышение надежности и герметичности соединения детален кольца трения за счет исключения разрушения поверхностного слоя вкладыша.
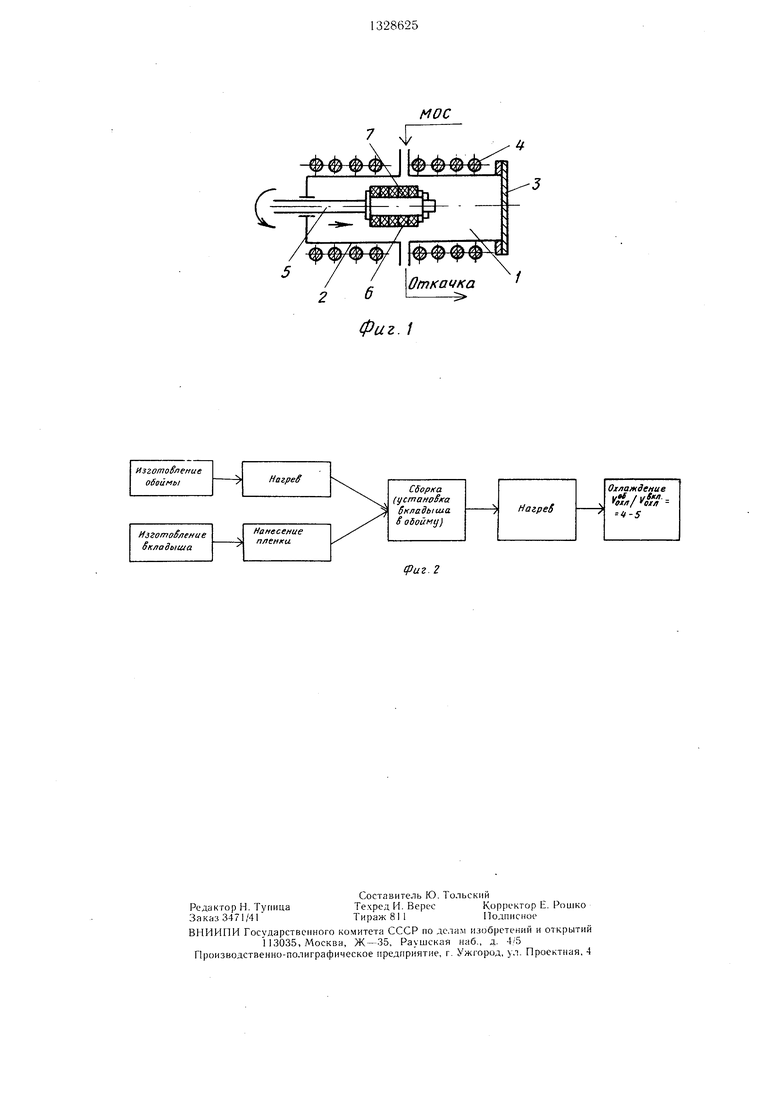
На фиг. 1 схематично изображена реакционная камера для нанесения ниролитн.ес- кой пленки; на фиг. 2 схема изготовления кольца трения но операциям; на фиг. 3 - устройство для оеуц1.еств.;|ения способа; на фиг. 4 - разрез А-А на фиг. 3.
Реакционная камера 1 для нанесения пленки входит в состав вакуумной установки (не показана) и состоит из корпуса 2, крышки 3, нагревателя 4, вала-нодложкодер- жателя 5, нриводимого во вранигге.пьное и поступательное ДБиже11ие с номощьк. и1)и- водного устройства (не показано). На конце вала 5 закрен.пен набор вк.падышеп- 6, на наружную поверхность кса орых иапоснт пленку 7.
Охлаждающее устройство сосгоит iri днища 8 со штуцером 9 в центре и нрптер- той поверхностью 10. К 8 крепится обечайка 11. Для поддержання необходимо - го уровня хладагента в обечайке ) pe;,vc:.ioi - рен штуцер. Вкладьил 6 уоганоилеи и ;;бойму 12 и защитой теплоизоляцией
Способ осушествл ют следу;о1:11 .1 образом.
Перед установкой вкладын а р. HarjicTvio металлическую обойму на его iiapv i(Hvio цилиндрическую поверхность нанос}1т лцр/олн- тическую метал;1окарби;и1ую ii.neiii v, например пленку карбида xjjoMa (ял1 карбида титана, или карбида вольфрама или др.). Для этого вкладыш помешают в реактор газофазного осаждении, обеснечниаюг в необходимые для нанесения paiiiioMepiioro покрытия условия (температуру, даБлеи1-;е, концентрацию паровой фазы МО(.. н др.) и но истечении определенного времени извлекают покрытую деталь и охлаждают ее. Дальнейц:ие онерации но сборке ко.мьца трения выполняют в соответствии со схемой (фиг. 2), т.е. нагревают метал.1нческую обойму, устанавливают в нее вкладьпн, ;io- полнительно нагревают обойму вместе с BK.ia- дышем. Затем охлаждают метал.чи 1сск Ю обойму ео скоростью, п евьплаюш.ей скорость охлаждения вкладыша.
Пример. При осун1ествлени11 предлагаемого способа используют установку УИШ 1 для нанесения карбидохромовых покрытий via детали цилиндрической формы (в .гиииюм случае на наружную поверхность вкладышей) и приспособление д.:1Я сборки K;j,ibna трения. Изготавливают детали ко. 1ьца i peiisni для торцового уплот1 ения, которое должно обеспечить герметичность и стерильность
техцологическ01 О процесса, при давлении от остаточного 300 мм рт. ст. до избы- ТОЧН01-0 0,3 (3 кгс/см ), температуре затворной жидкости 30°С и частоте вранлегшя ва,ла 200 об/мип.
В качестве .материала .а.ля металлической обоймы используют титан ВТ-1 с козф- (|)ициентом .чинейного расширения а 8,8-10 1/град. а для антифрикционного
вкладып.а --силицироваиный графит СГ-П с а 4. 1/град и твердостью Н С - 74 ед.
На наружную цилиндрическую поверхность вкладышей наносят карбохромовое покрытие толщиной 5 мкм в реакционной
5 ка.мере установки УПШ-1 нутем термического разложения хроморганической жидкости «Б.4РХОС. Режим осаждения: температура 500 С, остаточное .давление 10 мм |)т. ст.. скорч)стг 11одво.ла «Б.ЛРХОС 30 мл/ч, скорость врац.1епия вкладьнна в реакцион- ной зоне 1 об/мин, время осаждения 10 мин. ЗгЛ ем аптнфрикгаюн Пэ1Й вклaдын встав- .;|яется в металлическую обойму, нагретую до 250°С;, кольцо трения (вкладьпн е обоймой) нагревается до 350°( и охлаждается
5 в специальном баке, причем скорость охлаждения обоймы в 4--5 раз превьинает ско- (soc vi) охла. Кдения вкладыша. Возникшее фи этом KpaTKOBjXVvieHHoe напряжение величиной 160 -170 КГС/СМ Г|спользуется на образование иеоб|)атимой деформации волн
0 ч макро11е| )ов;:остей на границе соединения обоймы и 1и ладь1ша, т.е. на устранение (;нтактного пространства. При этом пленка карбида хрома на поверхности вкла- д|з1И1а нредохраняет от paзpyцJeния зерна графита, вызывая, в основном, деформацию
5 неровностей металлической обоймы, в результате обеспечивается герметичность и иавын1ается надежность работы уи.ютнения н р и в ы с о к и X т е :,и i е i) а т у р а х.
40
Ф о р м у л а из о 6 р е ген ия
. Способ изготовления кольца трения торцового уплотнения по airr. св. № 949268, отличающийся тем, что. с целью повышения надежности и герметичности з;;:1|)ессовки ан5 тифрикционного вкладын а в металлическую обойму, на наружную и,и.чиндрическую )1ове)хноеть а11ТИ(|з|1икцио1-;ио1-о вкладьииа пе- ре; его установкой в нагретую обой.му наносят равномерную г ленку ниролитичес- кого материа,. то.днхиной 4 --и мкм, обла0 да 01це1Ч) ((; мехаиичее кой 1)очностью и тг.ердостьло. чем материал обоймы.
2. Снособ но гг 1, отличающийся те.м, что на наружную Ц11.;1нндрическую поверхность актифрикционио о вк..1адыша перед его установкой в обо1 ;му наносят пленку пиролитичеекого карбил.а металла.
2 б
7 4
фиг. /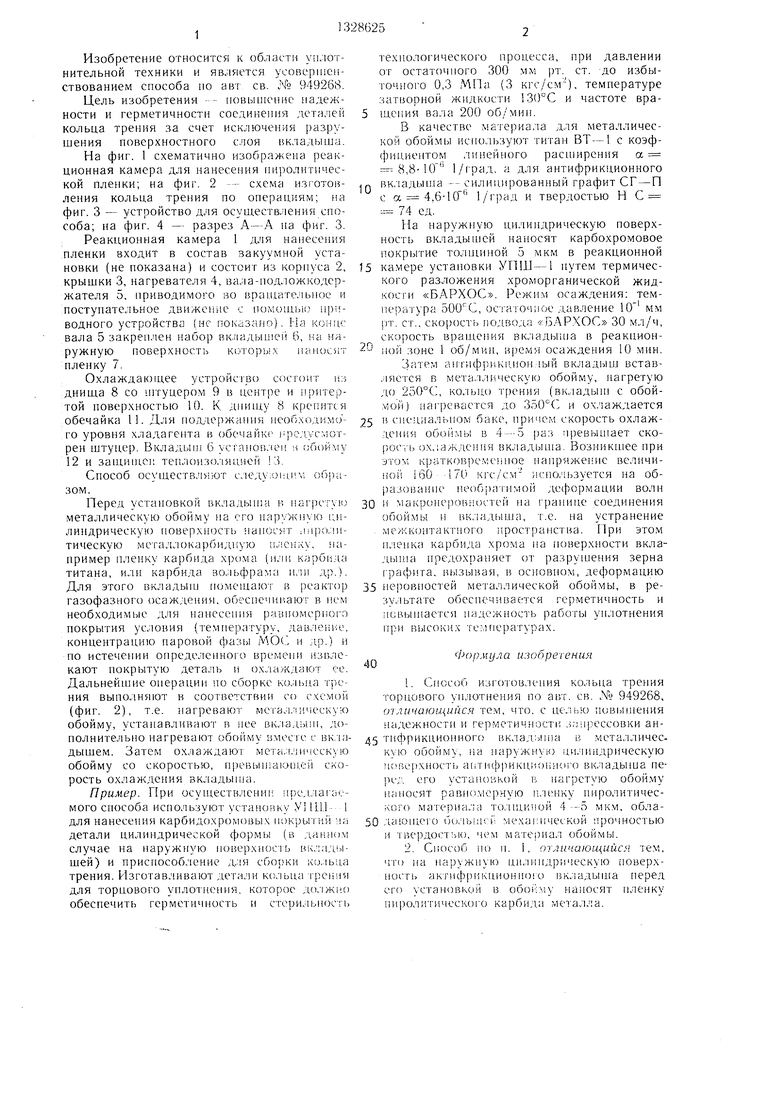
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| Способ изготовления кольца трения торцового уплотнения | 1983 |
|
SU1128037A1 |
| Способ изготовления колец трения торцовых уплотнений | 1986 |
|
SU1364809A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2005 |
|
RU2291338C1 |
| АНТИФРИКЦИОННОЕ ПОКРЫТИЕ | 2002 |
|
RU2230238C1 |
| Способ получения наноструктурированных покрытий из карбидов тугоплавких металлов | 2018 |
|
RU2694297C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ, ПОКРЫТЫЙ ЭЛЕМЕНТ, ИМЕЮЩИЙ ЗАЩИТНОЕ ПОКРЫТИЕ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2507302C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ PVD/CVD/PVD ПОКРЫТИЙ НА РЕЖУЩИЙ ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2468124C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1992 |
|
RU2023763C1 |
| Устройство для обработки металлов давлением | 1985 |
|
SU1344488A1 |