Изобретение относится к уплотнительной технике, в частности к уплотнениям торцевым, и может быть использовано во многих отраслях народного хозяйства для уплотнения вращающихся валов машин и механизмов.
Известен способ изготовления кольца трения торцового уплотнения, заключающийся в нагревании обоймы, покрытии антифрикционного вкладыша пленкой и запрессовке его в металлическую обойму, при этом пленка наносится на наружную цилиндрическую поверхность антифрикционного вкладыша перед его установкой в нагретую обойму, причем равномерная пленка пиролитического материала имеет толщину 4-5 мкм и обладает большей механической прочностью и твердостью, чем материал обоймы (см. авторское свидетельство SU №1328625, кл. F 16 J 15/34, 07.08.87).
Недостатком этого способа является сложная технология изготовления кольца трения, необходимость создания дорогостоящего оборудования и низкая гарантия получения положительного результата.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления кольца трения торцевого уплотнения, состоящего из металлической обоймы и фрикционного кольца, заключающийся в намотке на наружную цилиндрическую поверхность фрикционного кольца ленты из фторопластового материала, нагревании металлической обоймы, запрессовке фрикционного кольца в металлическую обойму и их охлаждении при комнатной температуре (см. патент RU №2249740, кл. F 16 J 15/34, 10.04.2005).
Данный способ позволяет достаточно просто изготовить кольцо трения, однако намотка ленты в один слой в ряде случаев, например, при грубой обработке обоймы и боковой поверхности фрикционного кольца и недостатке натяга, с которым фрикционное кольцо установлено в обойме, не обеспечивает надежного закрепления фрикционного кольца в обойме, что снижает надежность работы кольца трения.
Задачей изобретения является повышение надежности и герметичности соединения фрикционного кольца с обоймой.
Технический результат, получаемый решением поставленной задачи, заключается в повышении надежности соединения фрикционного кольца с обоймой путем увеличения герметичности их соединения за счет гарантированного натяга, с которым фрикционное кольцо установлено в обойме.
Указанные задача и технический результат достигаются за счет того, что способ изготовления кольца трения торцевого уплотнения, состоящего из металлической обоймы и фрикционного кольца, заключается в намотке на наружную цилиндрическую поверхность фрикционного кольца ленты из фторопластового материала, нагревании металлической обоймы, запрессовке фрикционного кольца в металлическую обойму и их охлаждении при комнатной температуре, причем наружную цилиндрическую поверхность фрикционного кольца и внутреннюю цилиндрическую поверхность металлической обоймы обрабатывают с параметрами чистоты и точности, определенными из условий обеспечения посадки с натягом 0,05-0,8 мм, а намотку ленты из фторопластового материала по наружной цилиндрической поверхности фрикционного кольца осуществляют в два слоя с перекрытием концов ленты, составляющим от 5% до 10% длины окружности кольца, причем одновременно при намотке первого слоя осуществляют прижатие ленты к наружной цилиндрической поверхности кольца с обеспечением заполнения лентой неровностей поверхности фрикционного кольца, металлическую обойму нагревают до температуры 380°С-450°С и запрессовывают в нее фрикционное кольцо с намотанной в два слоя фторопластовой лентой, при этом неровности обоймы заполняются лентой второго слоя.
Намотка на наружную цилиндрическую поверхность фрикционного кольца ленты из эластичного материала, а именно фторопластовой ленты, в два слоя приводит к увеличению герметичности соединения кольца с обоймой, а также к упрощению технологии изготовления кольца трения за счет снижения требований к шероховатости и классу точности обработки поверхностей фрикционного кольца и металлической обоймы. При намотке ленты из эластичного материала осуществляется прижатие первого слоя ленты к наружной цилиндрической поверхности кольца и заполнение, за счет ее эластичности, неровностей поверхности кольца, образованных при его обработке. После намотки на фрикционное кольцо второго слоя ленты из эластичного материала фрикционное кольцо с намотанной на него фторопластовой лентой вставляют в нагретую металлическую обойму, после чего обойму остужают, при этом второй слой фторопластовой ленты заполняет неровности внутренней поверхности обоймы, образованные при ее обработке. Для надежного соединения фрикционного кольца и обоймы необходима обработка фрикционного кольца и обоймы с параметрами чистоты и точности, определенными из условий обеспечения посадки с натягом 0,05-0,8 мм. При установке фрикционного кольца в обойме с натягом менее 0,05 мм возможно на предельных нагрузках проскальзование фрикционного кольца относительно обоймы. При увеличении натяга свыше 0,8 мм после установки фрикционного кольца в обойме возникают напряжения, которые могут привести к деформации фрикционного кольца.
Намотку ленты из фторопластового материала по наружной цилиндрической поверхности фрикционного кольца осуществляют в два слоя с перекрытием концов ленты, составляющим от 5% до 10% длины окружности кольца. Перехлест концов ленты от 5% до 10% от длины окружности кольца позволяет создать гарантированное равномерное заполнение фторопластовым материалом зазора между обоймой и кольцом.
Металлическую обойму нагревают до температуры 380°С-450°С. Этот диапазон температур позволяет устанавливать фрикционное кольцо в обойме без повреждения фторопластового материала. Меньшая температура не обеспечивает гарантированного зазора между обоймой и фрикционным кольцом при нагретом состоянии обоймы, а большая температура обоймы может привести к разрушению ленты и неравномерному заполнению фторопластовым материалом зазора между обоймой и фрикционным кольцом.
При этом достигается прочная фиксация фрикционного кольца в обойме.
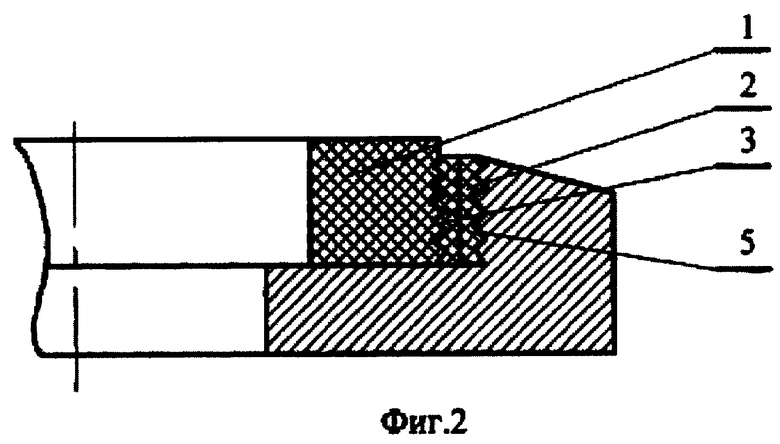
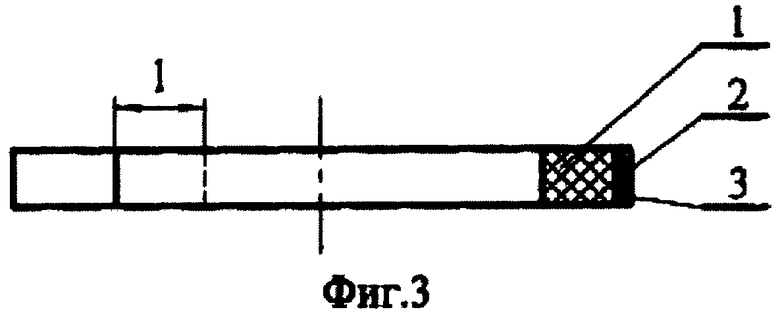
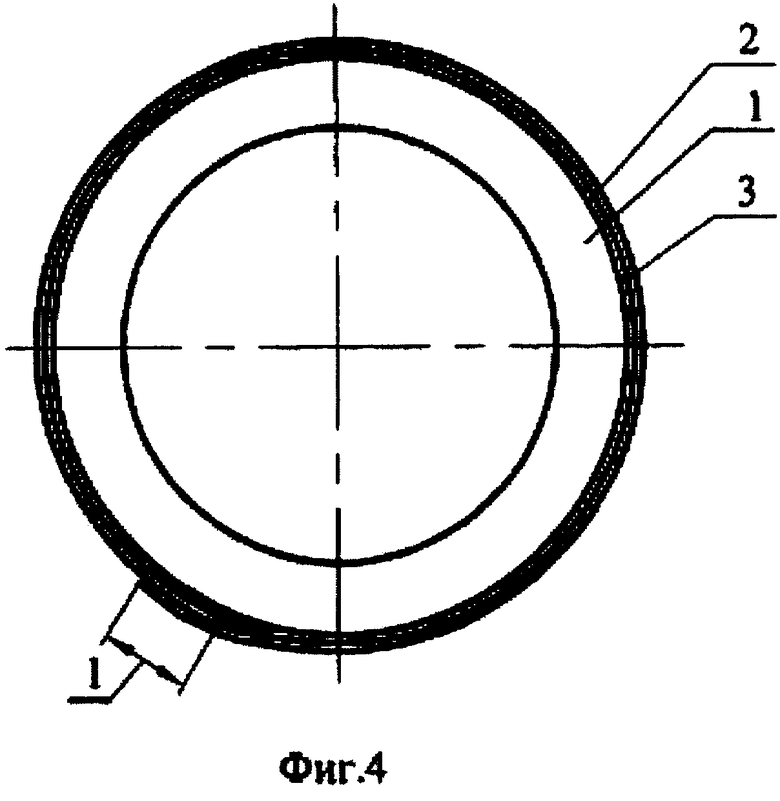
На фиг.1 представлен разрез кольца трения в сборе, на фиг.2 представлен увеличенный фрагмент разреза на фиг.1 в месте соединения кольца и обоймы, на фиг.3 представлен вид сбоку на фрикционное кольцо с лентой на его наружной боковой поверхности, на фиг.4 представлен вид сверху на фрикционное кольцо.
Кольцо трения торцевого уплотнения содержит фрикционное кольцо 1, покрытое эластичным материалом, например лентой 2 из фторопластового материала, по наружной цилиндрической поверхности 3 кольца 1 и запрессованное в металлическую обойму 4. Покрытие фрикционного кольца 1 лентой 2 из эластичного материала по наружной цилиндрической поверхности кольца 1 выполнено в два слоя с нахлестом "l" концов ленты, составляющим от 5% до 10% длины окружности кольца 1.
Кольцо трения торцевого уплотнения изготовляют следующим образом.
Берут фрикционное кольцо 1 (фиг.1), например, из силицированного графита, преимущественно с прямоугольным поперечным сечением и с параметрами шероховатости наружной цилиндрической поверхности  или
или  и классом точности обработки h8 или h9. Обматывают фрикционное кольцо 1 фторопластовой лентой, например лентой марки "ФУМ" по ТУ-6-05-1388-76. Толщина ленты равна, примерно, 0,12 мм. По наружной цилиндрической поверхности кольца 1 наматывают в два слоя ленты 2 с нахлестом концов ленты "l" от 5% до 10% от длины окружности кольца 1 (см. фиг.2, 3, 4). Одновременно с обмоткой производят прижатие первого слоя ленты 2 к наружной цилиндрической поверхности 3 кольца 1 при этом происходит заполнение лентой 2 неровностей поверхности 3 (фиг.2), образованных при ее обработке.
и классом точности обработки h8 или h9. Обматывают фрикционное кольцо 1 фторопластовой лентой, например лентой марки "ФУМ" по ТУ-6-05-1388-76. Толщина ленты равна, примерно, 0,12 мм. По наружной цилиндрической поверхности кольца 1 наматывают в два слоя ленты 2 с нахлестом концов ленты "l" от 5% до 10% от длины окружности кольца 1 (см. фиг.2, 3, 4). Одновременно с обмоткой производят прижатие первого слоя ленты 2 к наружной цилиндрической поверхности 3 кольца 1 при этом происходит заполнение лентой 2 неровностей поверхности 3 (фиг.2), образованных при ее обработке.
Берут металлическую обойму 4 (фиг.1), например, из нержавеющей стали 12Х18Н10Т, внутренняя цилиндрическая поверхность которой обработана по классу точности Н8 или Н9 с шероховатостью или , нагревают ее до температуры от 380°С до 450°С и вставляют фрикционное кольцо 1 с намотанной на его наружную цилиндрическую поверхность 3 лентой 2 в металлическую обойму 4.
Полученное таким образом кольцо трения 6 торцевого уплотнения в сборе охлаждают при комнатной температуре, при этом происходит заполнение неровности внутренней цилиндрической поверхности 5 обоймы 4 (фиг.2) вторым слоем фторопластовой ленты 2, при этом обеспечивается гарантированный натяг от 0,05 до 0,8 мм.
Использование заявляемого кольца трения торцевого уплотнения обеспечивает, по сравнению с существующими конструкциями колец трения торцевого уплотнения, следующие преимущества:
1. Повышение надежности и герметичности соединения обойма-лента-кольцо за счет двухслойной намотки уплотняющей ленты на кольцо, что обеспечивает заполнение материалом ленты неровностей поверхностей, контактирующих с соответствующим слоем ленты, образованных при их обработке.
2. Упрощение технологии изготовления кольца трения торцевого уплотнения за счет снижения требований к классу точности обработки и шероховатости поверхности металлической обоймы и фрикционного кольца.
Настоящее изобретение может быть использовано в машиностроении, нефтедобывающей и газодобывающей промышленности при герметизации торцевых уплотнений насосов, турбин и других видов машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ, ПРОКЛАДКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2008 |
|
RU2389926C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2594835C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Щеточное уплотнение и способ его изготовления | 2023 |
|
RU2805714C1 |
| СПИРАЛЬНО-НАВИТАЯ ПРОКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2805402C1 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2338670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2330361C1 |
| Торцовое уплотнение | 1985 |
|
SU1314165A1 |
| УПЛОТНЕНИЕ ТОРЦЕВОЕ | 2003 |
|
RU2249137C2 |
Изобретение относится к уплотнительной технике, в частности к уплотнениям торцевым, и может быть использовано во многих отраслях народного хозяйства для уплотнения вращающихся валов машин и механизмов. Способ изготовления кольца трения торцевого уплотнения, состоящего из металлической обоймы и фрикционного кольца, заключается в намотке на наружную цилиндрическую поверхность фрикционного кольца ленты из фторопластового материала, нагревании металлической обоймы, запрессовке фрикционного кольца в металлическую обойму и их охлаждении при комнатной температуре, причем наружную цилиндрическую поверхность фрикционного кольца и внутреннюю цилиндрическую поверхность металлической обоймы обрабатывают с параметрами чистоты и точности, определенными из условий обеспечения посадки с натягом 0,05-0,8 мм, а намотку ленты из фторопластового материала по наружной цилиндрической поверхности фрикционного кольца осуществляют в два слоя с перекрытием концов ленты, составляющим от 5% до 10% длины окружности кольца, причем одновременно при намотке первого слоя осуществляют прижатие ленты к наружной цилиндрической поверхности кольца с обеспечением заполнения лентой неровностей поверхности фрикционного кольца, металлическую обойму нагревают до температуры 380°С-450°С и запрессовывают в нее фрикционное кольцо с намотанной в два слоя фторопластовой лентой, при этом неровности обоймы заполняются лентой второго слоя. В результате достигается повышении надежности соединения фрикционного кольца с обоймой путем увеличения герметичности их соединения за счет гарантированного натяга, с которым фрикционное кольцо установлено в обойме. 4 ил.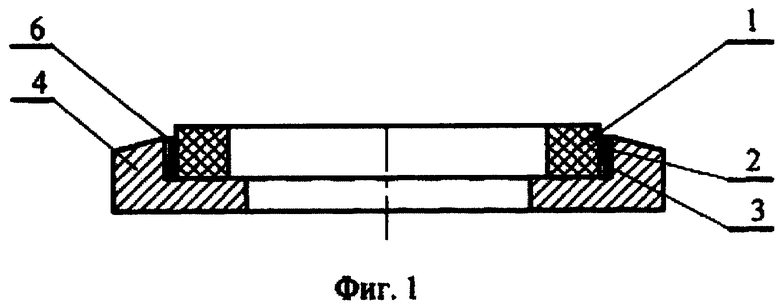
Способ изготовления кольца трения торцевого уплотнения, состоящего из металлической обоймы и фрикционного кольца, заключающийся в намотке на наружную цилиндрическую поверхность фрикционного кольца ленты из фторопластового материала, нагревании металлической обоймы, запрессовке фрикционного кольца в металлическую обойму и их охлаждении при комнатной температуре, отличающийся тем, что наружную цилиндрическую поверхность фрикционного кольца и внутреннюю цилиндрическую поверхность металлической обоймы обрабатывают с параметрами чистоты и точности, определенными из условий обеспечения посадки с натягом 0,05-0,8 мм, при этом намотку ленты из фторопластового материала по наружной цилиндрической поверхности фрикционного кольца осуществляют в два слоя с перекрытием концов ленты, составляющим 5 - 10% длины окружности кольца, причем одновременно при намотке первого слоя осуществляют прижатие ленты к наружной цилиндрической поверхности кольца с обеспечением заполнения лентой неровностей поверхности фрикционного кольца, нагревают металлическую обойму до температуры 380-450°С и запрессовывают в нее фрикционное кольцо с намотанной в два слоя фторопластовой лентой, при этом неровности обоймы заполняются лентой второго слоя.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| Способ крепления контактных колец торцового уплотнения | 1987 |
|
SU1536119A1 |
| Способ изготовления кольца трения торцового уплотнения | 1980 |
|
SU949268A1 |
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1328625A1 |
| Способ крепления силицированногогРАфиТОВОгО КОльцА B МЕТАлличЕСКОйОбОйМЕ | 1977 |
|
SU811025A1 |
| US 4418921 A, 06.12.1983. | |||

