00 9)
X
Изобретение относится к уплотни- тельной технике и является усовершенствованием способа по авТоСВо № 1128037.
Цель изобретения - увеличение долговечности уплотняющих поясков клец трения и повьппение надежности соединения кольцевого вкладьппа с металлической обоймой за счет сохранения начальной износостойкости колец трений о
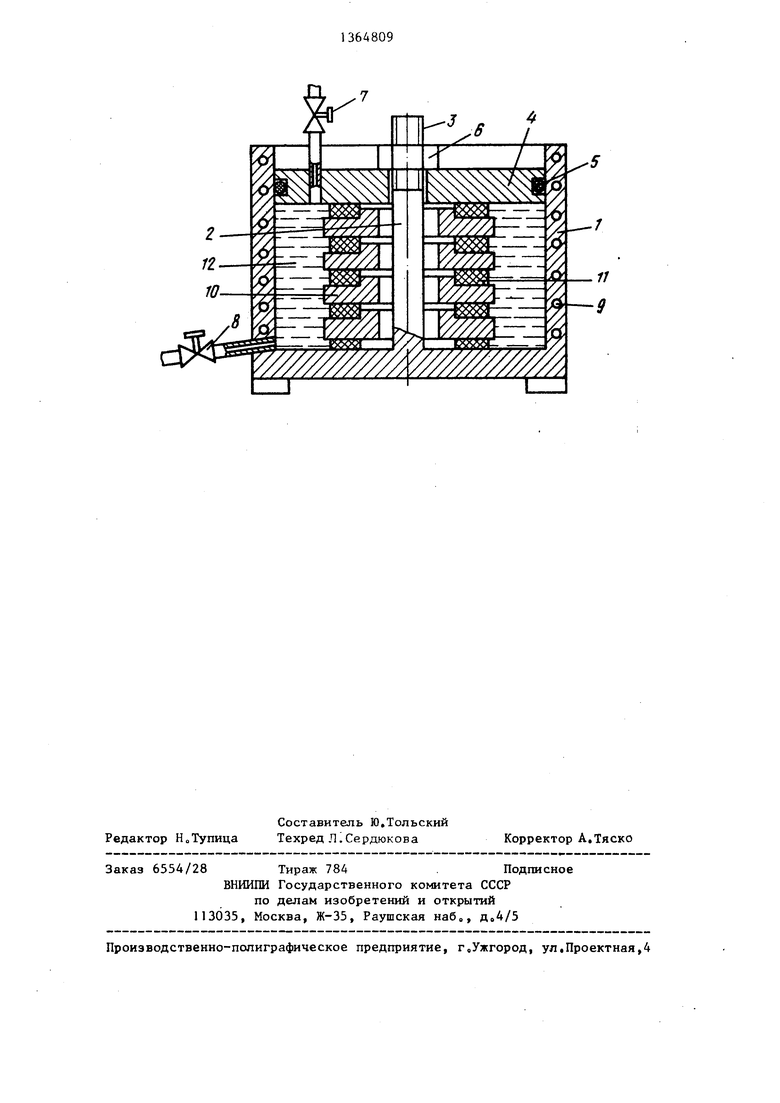
На чертеже показано устройство для осуществления предлагаемого способа
Устройство состоит из сосуда 1 с центральным стержнем 2, имеющим резьбу 3, крышку 4 с уплотнительным кольцом 5, и гайки 6, В крышку 4 вврен штуцер с вентилем 7, а в стенку сосуда, у его дна, - штуцер с вентилем 8 о В стенках сосуда 1 вмонтиров обогреватель 9о
Способ осуществляют следующим образом о
Отшлифованные кольцевые вкладьппи 10 из силицированного графита помещют внутрь сосуда 1 через резиновые уплотнители 11 и поджимают посредством гайки 6 крьшкой 4, После этого открывается вентиль 7 и герметичная полость 12, образованная внутренним стенками сосуда 1, наружными цилиндрическими поверхностями кольцевых
вкладьппей 10 и крьш1кой 4, заполняет ся 3-15%-ным раствором щелочи (NaOH или КОН), и включаются обогреватели 9, Обработку поверхности кольцевго вкладьш1а раствором щелочи проводят в течение 3 ч при 80 Со По окончании этой операции отработанньш раствор щелочи сливают в емкость дл регенерации через сливной штуцер, открыв вентиль 8 Затем проводится операция промывки обработанной поверхности кольцеового вкладьша подачей воды через штуцер в крышке 4. Операция промывки ведется до достижения нейтральной реакции промывочной воды, которая контролируется лакмусовой бумагой о По окончании операции промывки промывочная вода сливается из полости 12, вентиль 8 перекрывается, а полость 12 подсоединяется к вакуумной системе (вакуум-насосу) и в ней создается разрежение до остаточного давления 5-1 м рТоСТо, при котором проводится операция осушки в течение 10-15 мин„
После проведения операции сушки кольцевые вкладьш1и устанавливают в нагретые металлические обоймы и проводят их совместное охлаждение, в результате чего происходит их прочное соединеш-;ео Предлагаемый способ позволяет получать прочные и герметичные соединения кольцевых вкладышей из силицированного графита с
металлическими обоймами при сохранении износостойкости уплотняющих поясков колец трения„
Пример 1. Кольца трения выполняют из силицированного графита СГ-П (с пределом прочности 6 4200 кгс/см , модулем упругости Е 1,27-10 кгс/см, коэффициентом линейного расширения oi 4,210
1 / С и коэффициентом Пуассона /и 0,1) и металлической обоймы из стали 4013 (с пределом текучести G 9,5-К) кгс/см Е 2,1- 40 Krc/CM%ot 11,0-10 l/ С
и fu° 0,3)0 При этом оптимальная величина диаметра соединения кольцевого вкладьш1а с металлической обоймой мм. Для обеспечения надежной работоспособности соединения при
tp 140°С (температура стерилизации
среды, t
уплотнения) необходимо иметь натяг сопряженных .деталей не менее S 1)Л° (tp -t,) -Ы (tp -tn)
73j4 мкм, где t - температура на20° С с
yS 90 Н7/+0,035|
+0 /
Uo
0 90 Й77+0,Т59 +0,124
среды, t
Вкладьш из силицированного графита СГ-П устанавливают в устройстве для выщелачивания и промывки и закрепляют, как показано на чертеже. Образованную герметичную полость между наружной цилиндрической поверхностью кольцевого вкпадьш1а и внутренней поверхностью сосуда заполняют 15%-ным щелочным раствором и выдерживают при 80 С в течение не менее 3 ч, после чего щелочной вор из сосуда сливают и в него подают воду для промывки кольцевого вкла- дьш1а, Промывку ведут до наступления нейтральной реакции промывочной воды, которую контролируют лакмусовой бумагой о
Обработанные щелочью и водой кольцевые вкладьш1и из силицированного графита подвергают осушке под вакуумом при остаточном давлении 5-1 мм рТоСТо в течение 10-15 мин После вакуумирования вкладыши устанавливают в нагретые до 300°С металлические обойьы и охлаждают до комнатной температуры Герметичность соединения кольцевых вкладьшей с металлическими обоймами контролируют обь4)ШИванием (до появления пузырьков или по протечке через соединение керосина (известными методами)
У всех 17 изготовленных колец трения соединение герметичное. Полученные кольца трения подвергают динамическому испытанию в натуральном образце (торцовом уплотнении) на износостойкость в течение 153 ч при давлении затворной жидкости (воды) в камере гидроподпора уплотнения 0,1 МПа (10 кгс/см) и скорости сколжения 3,8 м/со Температуру в уплотнении при испытаниях поддерживают в интервале 40-65°С. Замеренная интенсивность износа колец пар трения в среднем при этом составляет 3,3 «10 мм/мм,
П р и м е р 2 (известный), Кольца трения выполняют из силицированного графита СГ-П и металлической обоймы с теми же характеристиками, что и в примере 1, Обработку кольцевого вкладьша проводят следующим образом Вкладыш полностью погружают в сосуд, заполненный 15%-ной щелочью, и выдерживают при 80°С в течение 3 ч После промывки определяют твердость и контактную податливость протравленного
8094
ния индентора 0,1275 мм, контактная податливость 0,68 мкм/кгс, твердость 187 ед. Затем вкладьш устанавливают в нагретую до 300 С металлическую обойму После охлаждения обойма плотно обжимает вкладьш.
Запрессовка вкладьппей в металлические обоймя проводится по посадке
Ф90 Н7
,(+0,035)
Uo
090 Н77+07Т59 Uo,I24/
Проверка на герметичность соединения кольцевых вкладьш1ей с металлическими обоймами показывает: из 18 изготовленных колец трения у 5 наб- негерметичность соединения
Испытание на износостойкость при тех же условиях на натуральном образце изготовленных по этому способу колец трения, прошедших проверку на герметичность, показывает что интенсивность их износа составляет в среднем 10,6-10 мм/мм
Формула изобретения
Способ изготовления колец трения торцовых уплотнений по № 1128037, отличающийся тем, что, с целью увеличения долго- вечности уплотняющих поясков колец трения и повышения надежности соединения кольцевого вкладьш1а с металлической обоймой, обработку кольцевого вкладыша щелочным раствором про
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольца трения торцового уплотнения | 1983 |
|
SU1128037A1 |
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1393973A1 |
| Способ изготовления кольца трения торцового уплотнения | 1984 |
|
SU1222952A2 |
| Подшипник скольжения | 1981 |
|
SU1143901A1 |
| Направляющее устройство шахтного подъемного сосуда | 1984 |
|
SU1221148A1 |
| Устройство для уплотнения вращающейся печи лабиринтного типа | 1986 |
|
SU1375923A1 |
| Макет трубной полости изделия для определения степени его очистки | 1986 |
|
SU1359018A1 |
| Тигельный электротермический атомизатор для атомно-абсорбционного и эмиссионного анализа | 1987 |
|
SU1448251A1 |
| Устройство для ввода проб в газовый хроматограф | 1985 |
|
SU1343346A1 |
| Проточная кювета для жидких проб малых объемов | 1983 |
|
SU1149144A1 |
Изобретение относится к уплотни тельной технике и позволяет получать прочные и герметичные соединения кольцевых вкладышей из силициро- ванного графита с металлическими обоймами при сохранении изиосостой- кости уппотн5аощих поясков колец трения. Перед установкой вкладьша, выполненного из силицированного графита, в нагретую металлическую обойму его обрабатывают щелочным раствором только по наружной цилиндрической поверхности и подвергают осушке под вакуумом, 1 ил. с s
слоя на соответствующем приборе. Диа- 40 изводят только по наружной цилиндриметр отпечатка при вдавливании шарика 02,5 мм под нагрузкой 187,5 кг составляет 1,1 мм, глубина погружеческой поверхности и перед установкой в нагретую металлическую обойму его подвергают осушке под вакуумом
| Способ изготовления кольца трения торцового уплотнения | 1983 |
|
SU1128037A1 |
