П
Илобретрпип относится к оборуловп пию для изготовлсшш газоразрядных гфиборо н мс1жет быть испольэоппно при ияготопленин актипных элементоп оггтических кпантоньгх генераторов.
Целью преллагаемог о изобретения являстс) повыгаение выхода годных изделий .
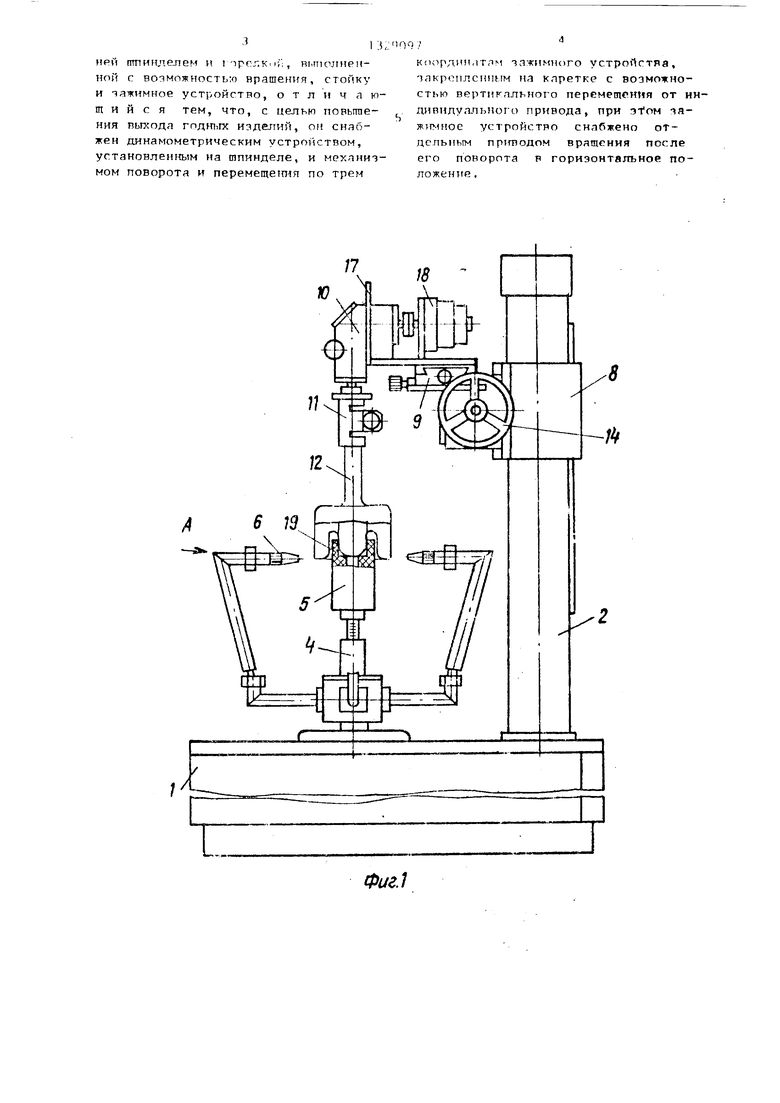
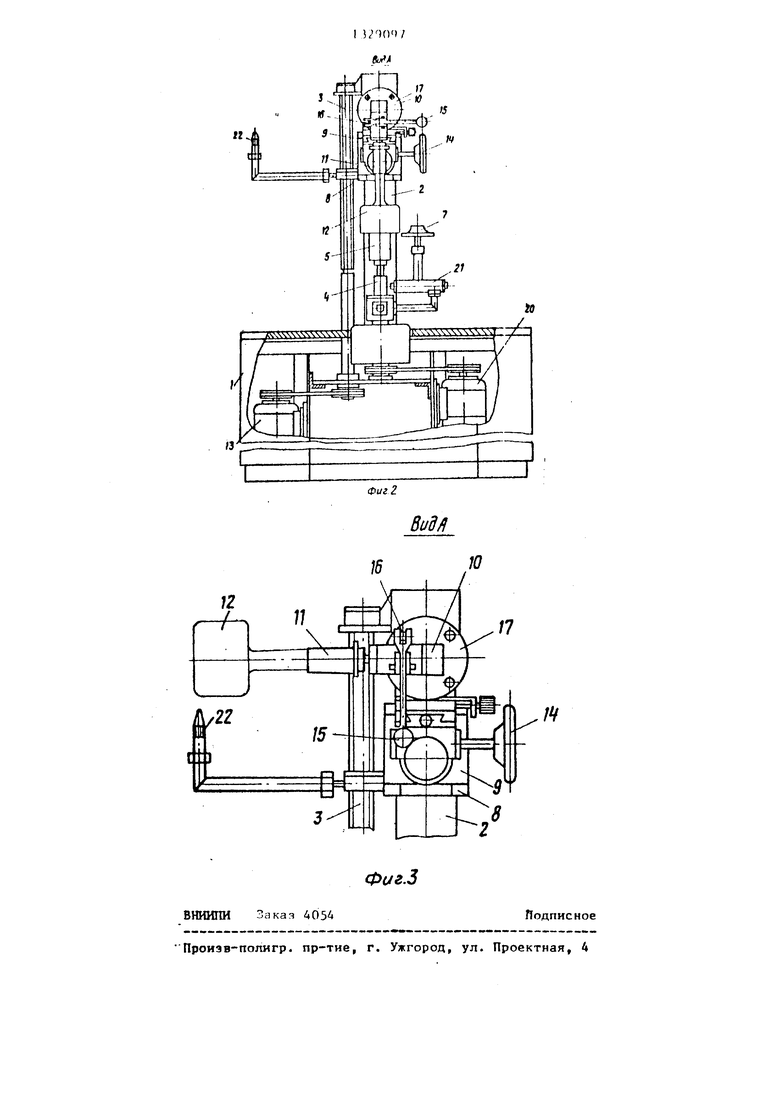
Яа фиг. изображен вертикально- заварочный станок, обпшй вид; на фиг.2 - вид Л на фиг.; на фиг.З - то же, верхняя часть (зделиа заварено и повернуто на 90 для отжига).
На сташшс смонтированы стойки 2, ходовой винт 3, птиндель 4 с динамометрическим устройством 5, горелки 6 II ролик 7. ila стойке закреплена подвижная каретка 8, иа которой установлен неха.шзм 9 перемещения с по- ворот Ш1м механизмом 10 и залсимным устройством 1I. Зажиьпюе устройство предназначено для крепления баллона 12 активного элемента при заварке изделия. Механизм перемещения обеспечивает Центровку спариваемых узлов за счет перемещения зажимного устройства в горизонтальной плоскости по двум координатам.
Быстрое перемещение изделия вертикально осуществляется перемещением каретки по стойке с помощью ходо- пого витгта 3, который приводится во вращение двигателем 13. Для точной установки баллона активного элемента по высоте вращают маховик 1А, при этом механизм перемещения вместе с закрепленным на нем зажимным устройством передвигается по каретке вверх- до Л няемых деталей. Поворот изделия вниз. Для поворота изделия из вертикального в горизонтальное положение слутглт рукоятка 15 поворотного меха- 1шзма, npi иалатии на которую конический штырь 16, фиксируюЕ ий ноложе- во отжига и сохранение температуры
после сварки в горизонтальное положе- raie для проведения отжига неподвижной горелкой при вращении изделия позволяет обеспечить высокое качест$ше зажимного устройства, выводится из зацепления с диском 17, а вра це- ioie изде.пия и горизонтальном положении обеспечивается двигателем 18. На
на зеркале в пределах 170-180°С.
Повьш1ение точности сборки узлогз, контролируемое поджатие зеркал к разрядному капилляру, снижение темпе- динамометрическое устройство, закреп- Q ратуры на зеркале во время отжига ленное з патроне нижнего шпинделя,. приводят к получению оптимальней мощности излучения активного элемента лазера и повышению технолот ического выхода годных на 15%.
55
устанавливается ножка 19 акт1пзного элемента. Горелки и ролик приводятся во враще 1ие двигателем 20. Ролик поджимается к баллону активного элемента нневмоцилиндром 2I. Неподвижной горелкой 22 отткигают изделие после заварки.
Станок работает отедующим образом.
Формула изобретения
Вертикально-заварочный сттнок, содержащий станину с располот«-I liv -ni на
5
12 собранного активного элемента закрепляют в вертикальном положении в зажимном устройстве 11 поворотного механизма 10, Перемещая каретку 8 но стойке 2 с помощью холо- вого винта 3, опускают активньм элемент до положения, когда между ножкой 19 и динамометрическим устройством 5 остается зазор 5-10 мм. Затем вращением маховика 14 перемещают ак- тивньй элемент и состыковывают ножку с динамометрическим устройством. С помощью динамометрического устройст ва поджимают ножку к баллону активного элемента с усилием 5 кг. Наполняют баллон инертным газом и, включив вращение горелок 6, производят разогрев места сварки и сварку баллона с ножкой, формуя шов роликом 7, поджимаемым к баллону с помощью пневмоци- линдра 21. Заваренный узел после кратковременного частичного отжига быстро поднимают кареткой по стойке 5 до уровня неподвижной горелки 22 с помощью ходового винта. Нажав на рукоятку 15, поворачивают изделие в го- р1гзонтальное положение, включают вращение двигателя 18 и производят отжиг гзращающегося изделия неподвижной горкл кой.
Размещение зажимного устройства на механизме, выполненном с возможностью вертикального перемещения по стойке, и размещение на шпинделе ди- ггамометрического устройства для прижатия зеркал лазера к разрядному капилляру с заданным усилием обеспечивают высокую точность пентровки сое0
0
5
Л няемых деталей. Поворот изделия во отжига и сохранение температуры
после сварки в горизонтальное положе- raie для проведения отжига неподвижной горелкой при вращении изделия позволяет обеспечить высокое качестФормула изобретения
Вертикально-заварочный сттнок, содержащий станину с располот«-I liv -ni на
ПРИ .пеи и i-ipcj K. pf;, вг.гполмек- ной с во:эможностью вращения, стойку и тажнмное устройство, о т л и ч а ю- щ И и с я тем, что, с целью порыгае- ния выхода изделий, он снабжен динамометрическим устройством, установленным на шпинделе, и механизмом поворота и перемеще1П1я по трем
1007
ко(1рд1пытлм тажпмти)го устройства, злкреилснпим на клретке с возможностью вертикального nepeMemCHtin от ин- дивидуапьного привода, при atoM 1Я- ж)1мное устройство снабжено отдельным пр1шодом вращения после его поворота Р горизонтальное по- ложентге.
Ь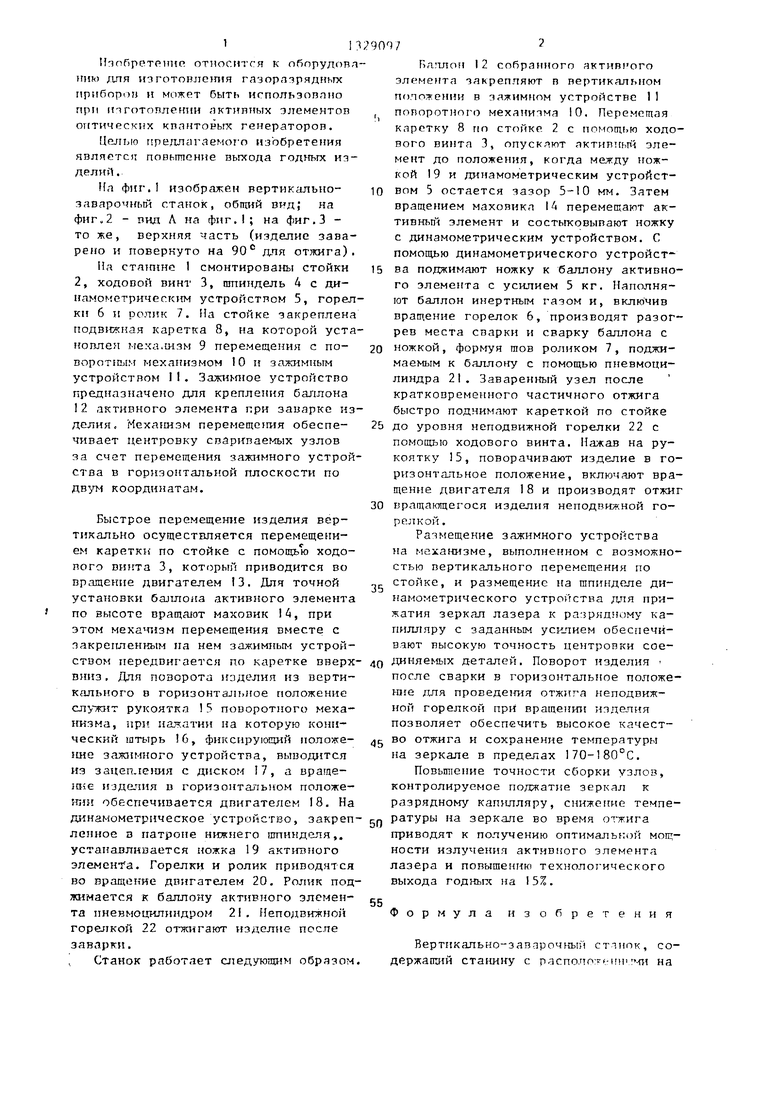
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-заварочный станок | 1989 |
|
SU1640925A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Установка для обработки стеклянных капилляров и трубок | 1988 |
|
SU1552557A1 |
| МНОГОПОЗИЦИОННАЯ МАШИНА ЗАВАРКИ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ В БАЛЛОНЫ ЦВЕТНЫХ КИНЕСКОПОВ | 1992 |
|
RU2098363C1 |
| Многопозиционная машина заваркиэлЕКТРОННО-ОпТичЕСКОй СиСТЕМы B бА-ллОНы цВЕТНыХ КиНЕСКОпОВ | 1979 |
|
SU846505A1 |
| Устройство для изготовления стеклянных изделий | 1980 |
|
SU906951A1 |
| Установка для соединения деталей электровакуумных приборов | 1978 |
|
SU791673A1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| УСТРОЙСТВО для ЗАВАРКИ СТЕКЛЯННЫХ КВАРЦЕВЫХ | 1971 |
|
SU306547A1 |
Изобретение позволяет повысить технологический выход годных активных элементов газовых лазеров. Станок имеет динамометрическое устройство 5, а зажимное устройство I обеспечивает перемещетте изде.лия по трем координатам, угловой поворот его и перевод из неподвижного по вращающееся состояние. Точное совмещение бал- лона 12 и ножки 19 осущрстпляется с помощью механизма 9 перемещения в двух взаимно пepпeндикyляp a x горизонтальных направлениях, а совмещение в вертикальном направлении и сжатие деталей с усилием 4 - 6 кг - с помощью каретки 8 и динамометрического устройства 5. Заварка активного элемента производится в неподвижном состоянии 11рлтпк5Щ5 1мися горелками 6, что исключает смещение деталей друг относительно друга, а отжиг в горизонтальном пращоющемся положетш - неподвижной горе,пком, что значительно снижает температуру нп -черкале активного элемента и оПеспочннлет ка- иестпетпштй отжиг. Перрпод изделия из портнкалъного нсподпижиогп состопиип в горизонтальное пращающопся обеспечивается поворотньм мехаггилмом 10. 3 ил. о (Л с О5 со о со х1
/7
Ю
Фиг.1
и
w
Г сФ
ч1,1 I,.
ВНИИПИ Заказ 4054Подписное
Проиэв-полнгр. пр-тие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Александрова А.Т | |||
| н др | |||
| Технологическое оборудование электровакуумного производстна | |||
| М | |||
| - Л., I962, с | |||
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| 0 |
|
SU157031A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
