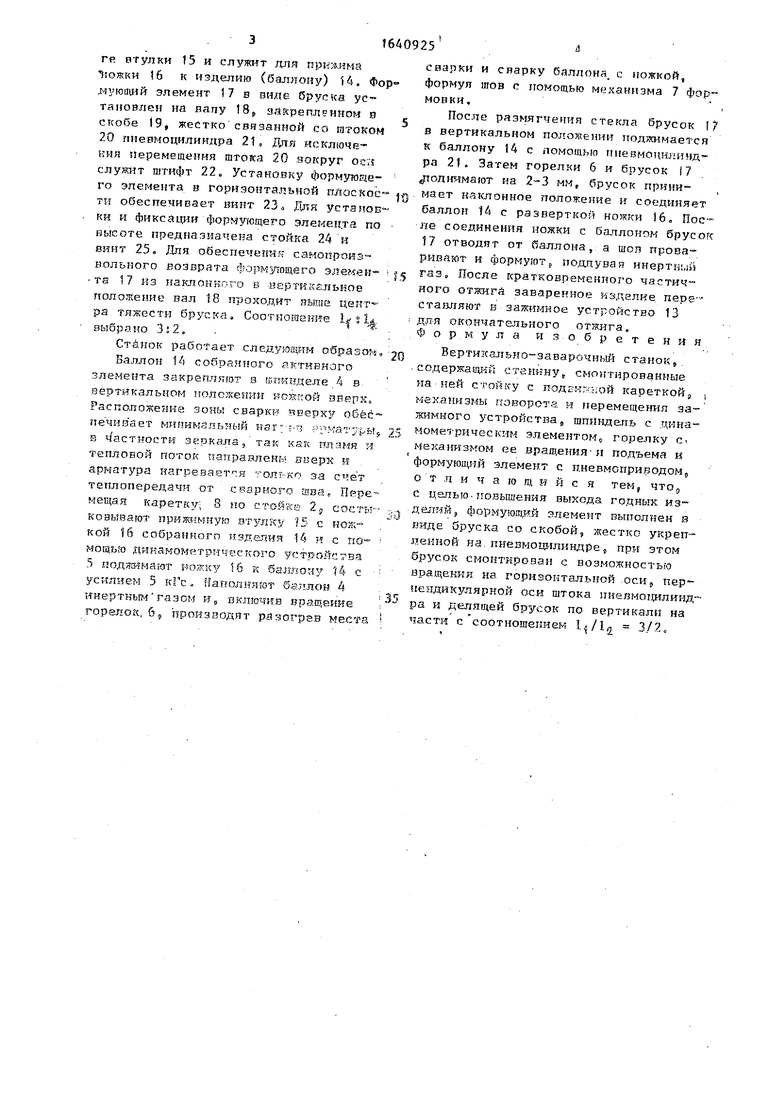
е втулки 15 и служит для прижима кожки 16 к изделию (баллону) 14. Фор- ующий элемент 17 в пиле бруска установлен на вапу 18, закрепленном в - кобе 19, жестко связанной со ттоком 20 пневмоцилиндра 21, Для исключения переметения штока 20 чокруг ос. лужит штифт 22. Установку формующего элемента в горизонтальной плоское- JQ тп обеспечивает винт 23, Для УСТИМОВ- ки и фиксации формующего элемента по высоте предназначена стойка 24 и винт 25 Для обеспеченна самопроизвольного возврата Формующего элекен- {5 та 17 из наклонного в черти:сгльное положение вал 18 проходит яьгие цента тяжести бруска, Соотногаеш- е I s IA выбряно 3i2.
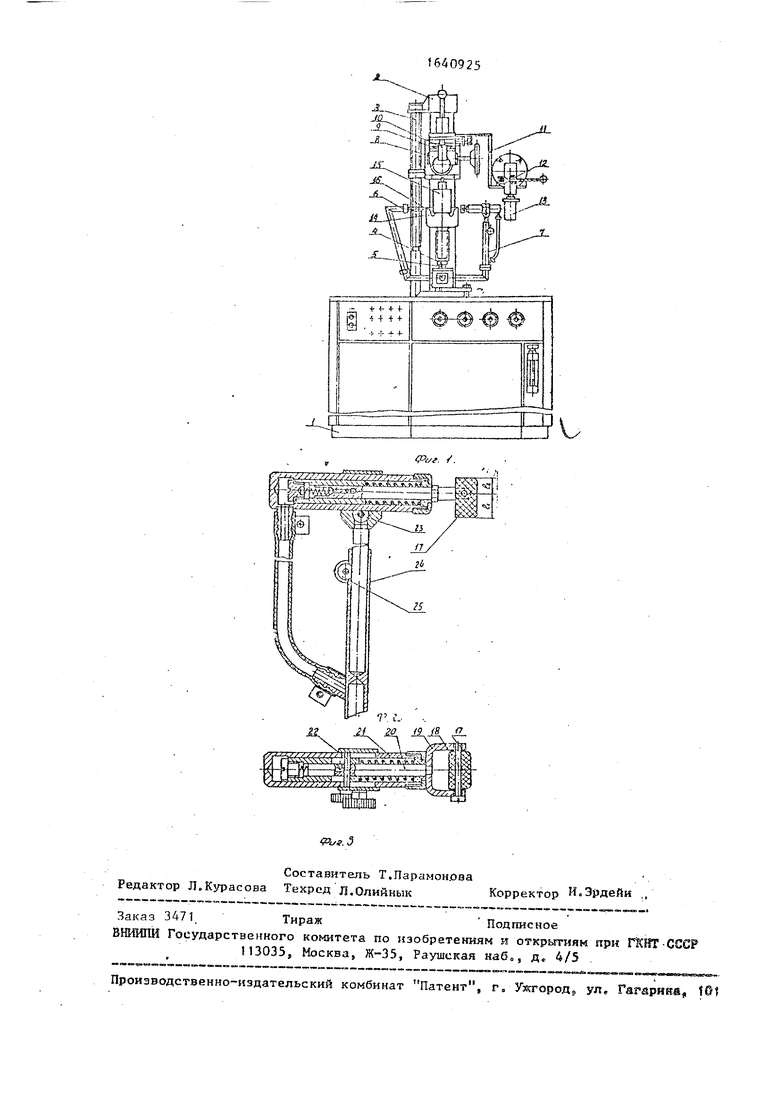
Станок работает следупа ш o6pasor-s, 20 Баллон 14 собранного яктивного элемента закрепляют в гьг;инделе 4 в вертикальном положении нежной ЗРРРК. Расположение зоны сварки чвсрку оСёс- печип ает мипикалышй наг -т v- a7;Fb 5 25 в Частности зеокала, так как TOTIHR :- тепловой поток ттпранленм вверк и арматура нагревается г-ол- за теплопередачи от сизриогп шва мещая каретку, 3 по CTC-S T J 2g коаьзвагот приж -Јмную птупк 5 с кой 16 собранного изделия 14 ч мощью дикамомртряческого устройства поджимают ssoyrK / 16 г« баллон 14 с усилаем 5 кГс, Наполняют йгппои 4 инертным газом и, включив вращение горелок, б9 производят рачограв мест
„ Прре- еость ножС ПО
сварки и сварку баллона, с ножкой, формуя шов с помощью механизма 7 формовки, Посче размягчения стекла брусок { в вертикальном положении поджимается к баллону 14 с помощью пневмош-шинд- ра 21. Затем горелки 6 и брусок (7 роднимают на 2-3 мм, брусок принимает наклонное положение и соединяет баллон 14 с разверткой ножки 16„ После соединения ножки с баллоном брусо 17 отводят от баллона, а шол проваривают и формуютв поддувая инерты,. газ. После кратковременного частичного отжига заваренное изделие пере-- ставляют в зажимное устройство 13
для окончательного отжига. Формула изобретения
Вертикально-заварочный станок,,
содержали станину, смонтированные на ней стойку с подвигьой кареткой, механизмы поворота и перемещения зажимного устройства, шпиндель с динамометрическим элементом,, горелку GV механизмом ее вращения и подъема и формующий элемент с пневмоприводом, отличающийся тем, что„ с палью повышения выхода годных изделий, формующий элемент выполнен в виде бруска со скобой, жестко укрепленной на пневмоцилиндре, при этом брусок енонтирочан с возможностью вращения на горизонтальной оси, перпендикулярной оси штока иневмоцилинд ра и делящей брусок по вертикали на части с соотношением 3/2,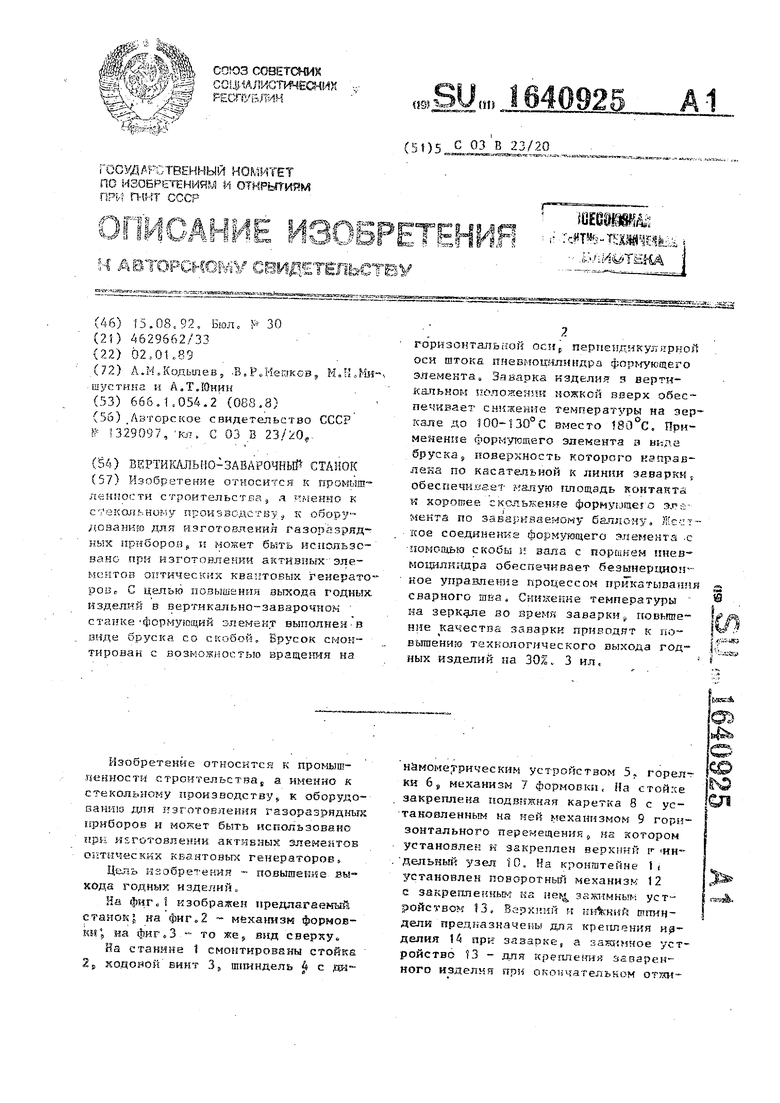
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-заварочный станок | 1985 |
|
SU1329097A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Устройство для изготовления стеклянных изделий | 1980 |
|
SU906951A1 |
| Установка для сборки и сварки цилиндрических изделий | 1982 |
|
SU1127178A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Гибкий производственный модуль | 1989 |
|
SU1782705A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1414259A1 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |