Область техники
Изобретение относится к области металлургии цветных металлов, в частности к способам получения литых заготовок из антифрикционных оловянно-свинцовых бронз типа БрО10С2Н3, предназначенных для диффузионной сварки со сталью, для создания узлов трения средней нагрузки и скоростей скольжения.
Уровень техники
Одним из способов изготовления антифрикционных пар сталь-бронза является диффузионная сварка. По сравнению с другими методами она обладает рядом преимуществ: возможностью сваривать готовые изделия, прошедшие термообработку, минимизацией воздействия на микроструктуру свариваемых материалов, низкими термическими напряжениями. Для сварки со сталью используют бронзовые заготовки, получаемые методом гравитационного литья. Основным условием успешного получения антифрикционных пар сталь-бронза диффузионной сваркой является одинаковое качество бронзовых заготовок, без дефектов на свариваемой поверхности.
Известен способ получения бронзовых заготовок для диффузионной сварки методами наполнительного литья (Белов В.Д., Герасименко Е.А., Гусева В.В., Коновалов А.Н. - Влияние условий затвердевания заготовок из оловянистой бронзы БрО10С2Н3 на ее структуру // Литейное производство. 2016. № 2. С. 26-33). При наполнительном литье оловянных бронз наблюдается зональная ликвация, приводящая к тому, что содержание олова в центре слитка ниже, чем среднее содержание в сплаве, а вблизи его поверхности выше, чем среднее содержание. Причины этого заключаются в конвекции, питании объемной усадки и осаждении зерен. Также проблемой является неоднородное распределение свинца, связанное с гравитационной ликвацией.
Недостатками данного способа являются крупнозернистая структура, грубые выделения эвтектической фазы, пористость и другие литейные дефекты, связанные с низкой скоростью охлаждения заготовок, вследствие чего, из всего слитка используется только небольшая часть. Остальная часть металла, содержащая литейные дефекты, отправляется в переплав.
Также известен способ получения отливок с направленной кристаллизацией (RU2123908C1, 02.04.1997), который может быть использован для получения отливок оловянно-свинцовых бронз типа БрО10С2Н3 методом литья в кокиль. Заливку сплава ведут при равномерном заполнении формы. Для отвода тепла используют дополнительно теплоаккумулирующий легкоплавкий сплав, который располагают под основанием кокиля и охлаждают циркулирующей водой при 50-60°С. Температура плавления легкоплавкого сплава на 20-30°С ниже рабочей температуры кокиля. Способ обеспечивает повышение качества отливок за счет уменьшения микрорыхлот, трещин и других дефектов.
Недостатками данного способа являются дополнительные энергозатраты на расплавление и подогрев металлического хладагента, возможные проблемы с ликвацией компонентов сплава.
Наиболее близким к заявляемому является способ получения оловянно-свинцовых бронз непрерывным литьем вниз (SU1502646A1, 06.08.1987) (прототип), включающий расплавление шихты, перемешивание расплава и вытягивание заготовки, отличающийся тем, что литье заготовки происходит вниз, что влияет на характер кристаллизации металла. С целью повышения механических свойств за счет улучшения распределения олова и свинца в структуре сплава и снижения их ликвации, в расплав дополнительно вводят 0,05-0,1 мас.% церия и 0,01-0,03 мас.% циркония при температуре расплава 1120-1150°С.
Недостатками данного способа является неоднородность получаемой заготовки из сплава БрО10С2Н3 и схожих с ним, содержащих в своем составе тяжелые легирующие компоненты, например свинец и т.д., связанная с их ликвацией на дно тигля и преимущественным поступлением в кристаллизатор при литье вниз, вследствие чего возникает необходимость использования дорогостоящих добавок церия и циркония. Кроме того, для получения заготовок малого диаметра метод непрерывного литья вниз не подходит из-за высокого гидростатического давления на корку формирующегося слитка, что приводит к нестабильности процесса литья. (Таволжанский С.А., Пашков И.Н. - Особенности непрерывного литья заготовок малого сечения из сплавов на основе меди // Металлург. 2020. № 10. С. 74-80).
Сравнительное изучение поведения бронз различного состава показало, что прямой связи между механическими свойствами сплава, такими как твердость, прочность, относительное удлинение, и трибологическими свойствами нет. В большей степени трибологические свойства определяются микроструктурой сплава, а поскольку непрерывное литье способствует равномерному распределению фазовых и структурных составляющих в заготовке, использование этого метода должно положительно отразиться на качестве заготовок.
Технической задачей предлагаемого способа является применение нового способа получения плотных литых заготовок литьем вверх из антифрикционных бронз типа БрО10С2Н3 для диффузионной сварки со сталью, приближенных по размеру к получаемым изделиям, с высокой химической однородностью, минимальным количеством литейных дефектов, высокими трибологическими свойствами и минимальными материальными затратами, не внося изменения в состав сплава, поскольку в этом нет необходимости из-за забора металла из средней зоны тигля.
Техническим результатом является получение заготовок малого диаметра (от 10 до 50 мм) из антифрикционной бронзы типа БрО10С2Н3 для диффузионной сварки со сталью с мелкозернистой структурой сплава и повышенной равномерностью распределения эвтектических выделений при незначительном количестве газовых дефектов в структуре и со сниженной пористостью.
Технический результат достигается более высокой скоростью охлаждения при затвердевании заготовок с использованием методов непрерывного литья вверх по сравнению с гравитационным литьем. Размер дендритной ячейки в образце, полученном методом непрерывного литья вверх, меньше, чем в слитке, полученном наполнительным литьем, что свидетельствует о высокой скорости охлаждения. При этом свойства литой заготовки регулируются параметрами литья, которые подбираются для каждого типоразмера литой заготовки отдельно. Кроме того, использование литья вверх позволяет получить заготовки малого диаметра от 10 до 50 мм, приближенные по размерам к необходимым для диффузионной сварки со сталью, что практически невозможно при наполнительном литье и трудновыполнимо при других способах непрерывного литья.
Сущность изобретения
Технический результат достигается тем, что предложен способ изготовления литых заготовок для диффузионной сварки со сталью методами непрерывного литья вверх с шаговым способом вытягивания заготовки при котором заготовка вытягивается на определенную длину, после чего следует остановка, и следующий цикл. Способ позволяет получать заготовки малого диаметра 10-50 мм с однородной структурой, близкие по размеру к необходимым для диффузионной сварки со сталью, которые формируются в водоохлаждаемом кристаллизаторе, погружаемом в расплав на глубину 50-200 мм, что обеспечивает забор металла из-под поверхности расплава в области, где невозможно скопление тяжелых компонентов сплава и неметаллических включений. Повышенная скорость кристаллизации и беспрепятственное поступление жидкого металла в кристаллизатор снизу для компенсации усадки металла при затвердевании позволяют снизить усадочную пористость заготовок, характерную для оловянно-свинцовых бронз типа БрО10С2Н3, обладающих большим интервалом кристаллизации. Для предотвращения образования газовых дефектов в литой заготовке металл в разливочном тигле перед началом литья обрабатывается инертным газом аргоном путем продувки при температуре 1100-1200°С в течение 10-20 минут.
Получение заготовок из антифрикционной бронзы диаметром менее 10 мм нецелесообразно из-за отсутствия необходимости в столь мелких заготовках для диффузионной сварки со сталью, а получение заготовок диаметром более 50 мм связано с большими техническими сложностями и трудно реализуемо методом литья вверх.
Оптимальная глубина погружения кристаллизатора, позволяющая стабильно подавать в кристаллизатор расплав, свободный от неметаллических включений, находится в диапазоне 50-200 мм в зависимости от используемого кристаллизатора.
Температура продувки инертным газом должна находится в диапазоне 1100-1200°С, поскольку при понижении температуры расплава ниже 1100°С, возможно захолаживание расплава в процессе продувки до температуры ликвидус, что приведет к выпадению твердой фазы, а при температуре расплава выше 1200°С повышается угар ценных легирующих компонентов сплава.
Продувка инертным газом менее 10 минут не обеспечивает полную очистку расплава от неметаллических включений и растворенного газа, а продувка более 20 минут приводит к увеличенному угару легирующих элементов.
Предлагаемый способ позволяет получить мелкозернистую микроструктуру заготовок с размером частиц фазы γ-Cu3Sn порядка 2-20 мкм, долей интерметаллидной фазы γ-Cu3Sn порядка 5,5 об.%, долей частиц свинца порядка 2 об.%. Такой фазовый и структурный состав заготовок из антифрикционной бронзы обеспечивает наилучшую комбинацию трибологических и механических свойств литых заготовок из этой бронзы. При этом трибологические свойства полученных литых заготовок зависят от скорости вытягивания заготовки и времени остановки перед следующим шагом.
Осуществление изобретения
В примере осуществления изобретения использовался кристаллизатор с графитовой втулкой с диаметром отверстия 25 мм. В качестве металла - антифрикционная оловянно-свинцовая бронза БрО10С2Н3. Перед началом литья бронзу БрО10С2Н3 дегазировали. Для этого на дно тигля с расплавленным металлом при температуре 1130-1150°С погружалась графитовая фурма, через которую осуществлялась продувка аргоном в течение 10-15 минут. Расход аргона подбирался таким образом, чтобы исключить интенсивное бурление и вспенивание расплава. После завершения продувки расплав выдерживался в тигле в течение 10 минут, затем с поверхности расплава удалялся шлак и устанавливался кристаллизатор. При этом кристаллизатор погружался в расплав бронзы на глубину 115±10 мм. Пруток вытягивался по режиму: шаг 3 мм со скоростью 5 мм/с и пауза длительностью от 1 до 0,3 с. Температура расплава составляла 1145±10°С. Режимы вытягивания прутков и результаты трибологических испытаний представлены в таблице 1.
Таблица 1
С увеличением скорости вытягивания прутков увеличивается скорость их охлаждения. Увеличение скорости охлаждения при непрерывном литье вверх приводит к снижению коэффициента трения и снижению интенсивности изнашивания бронзы в паре трения бронза-сталь. Наилучшие показатели имеют образцы, полученные по режиму 3 и 4.
Растворенные в металле газы удаляются из него перед началом процесса литья и не присутствуют в структуре литой заготовки в виде газовой пористости.
Описание иллюстраций
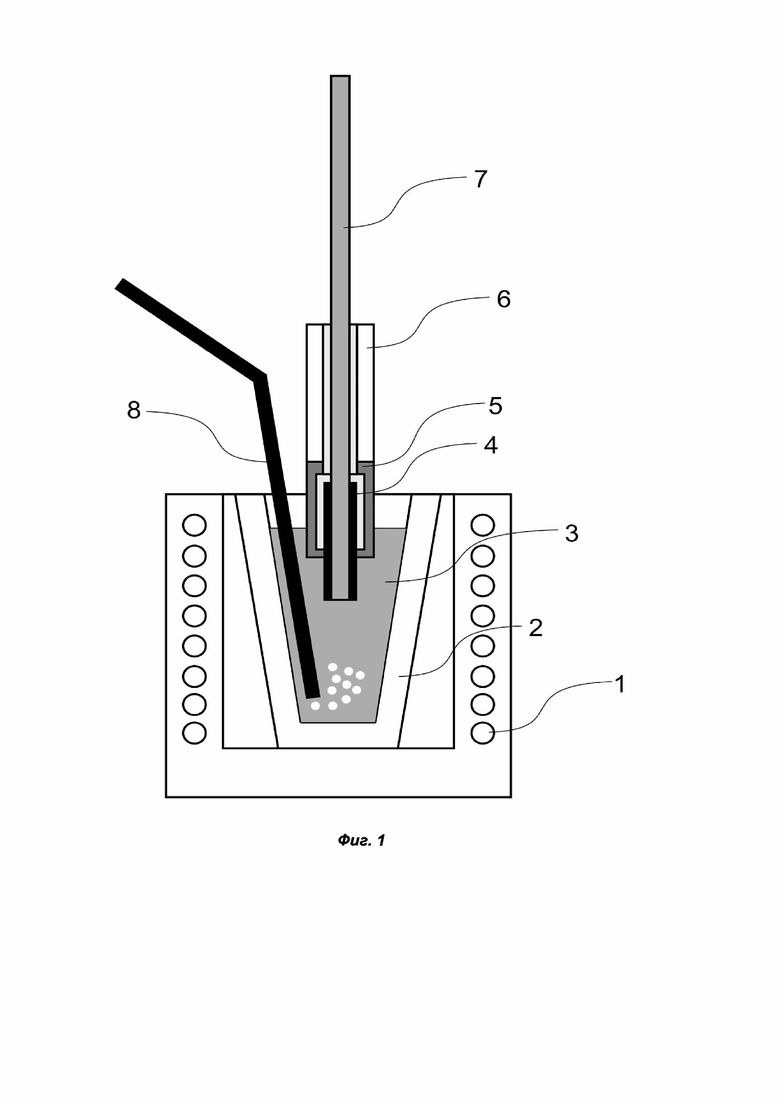
На Фиг. 1 изображена схема установки непрерывного литья вверх заготовок из антифрикционной бронзы, которая состоит из плавильного узла (1), который представляет собой индукционную плавильную установку и выполняет роль миксера, поддерживающего необходимую для литья температуру расплавленного металла (2) в разливочном тигле (3), который подается в графитовую втулку цилиндрической формы (4), встроенную в корпус кристаллизатора (5) и опускающуюся нижним обрезом на глубину 50-200 мм от поверхности металла, что обеспечивает забор металла из под поверхности расплава, в области, где невозможно скопление тяжелых компонентов сплава и неметаллических включений. Формирование цилиндрической заготовки диаметром от 10 до 50 мм происходит в зоне интенсивного теплоотвода, обеспеченного водоохлаждаемой рубашкой кристаллизатора (6), при этом заготовка из антифрикционной бронзы (7) движется вверх пошагово, и ее качество зависит от скорости вытягивания и времени остановки между шагами. Для предотвращения образования рассеянной газовой пористости в литой заготовке металл в тигле перед установкой кристаллизатора в тигель подвергается рафинированию от растворенных газов путем продувки его инертным газом, аргоном, через графитовую фурму (8).
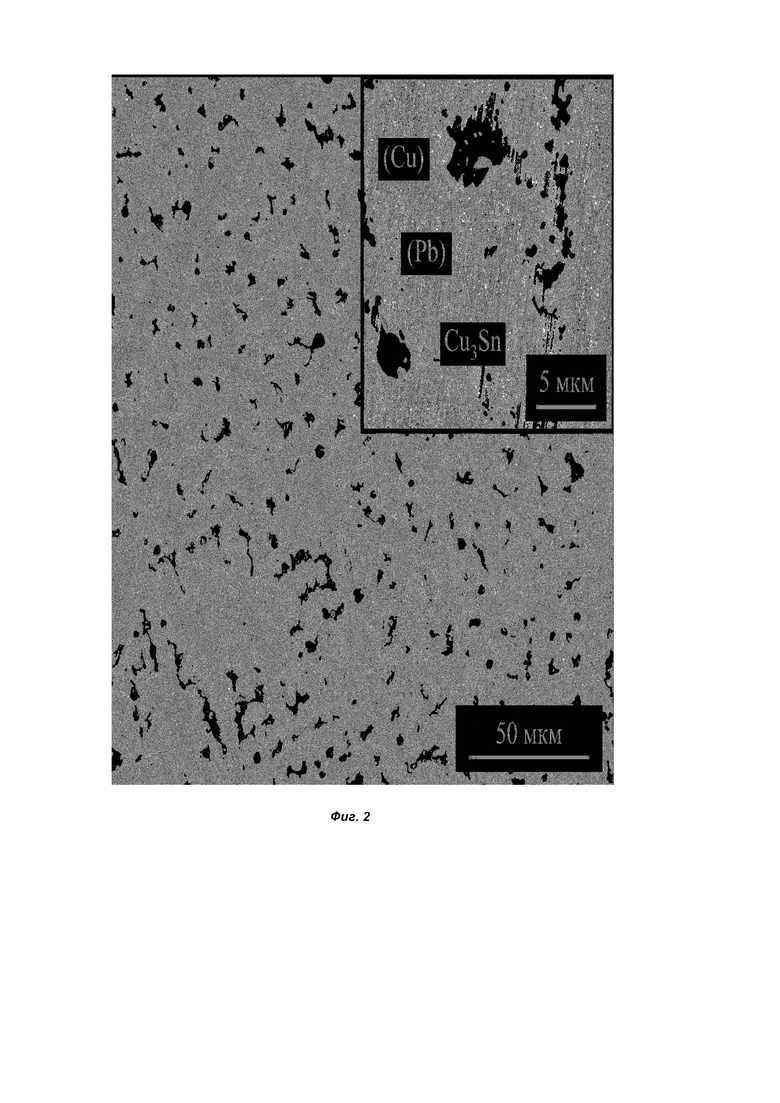
На Фиг. 2 изображена микроструктура бронз данного типа, полученных наполнительным литьем.
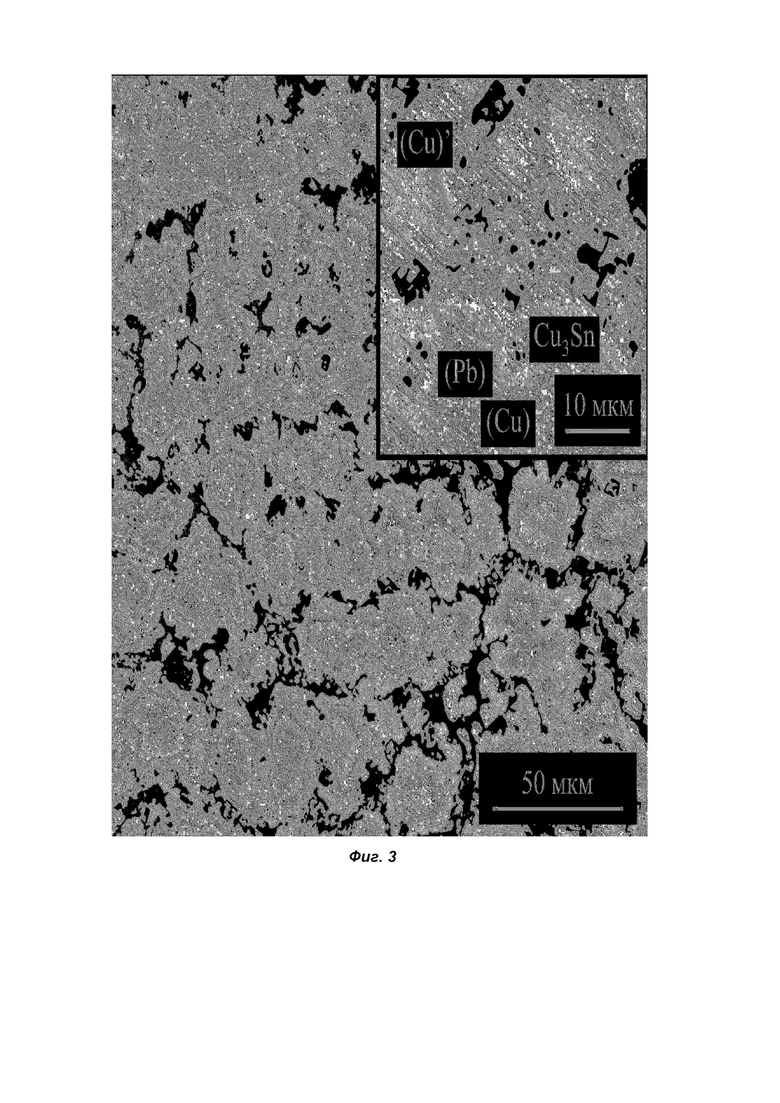
На Фиг. 3 представлена микроструктура, полученная методами непрерывного литья вверх. Увеличение скорости охлаждения в процессе кристаллизации сплава при непрерывном литье вверх приводит к измельчению микроструктуры и уменьшению размера частиц свинца, при этом доля интерметаллидной фазы γ-Cu3Sn составляет порядка 5,5 об.%, доля частиц свинца - порядка 2 об.%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| Устройство для рафинирования сплава антифрикционной бронзы продувкой | 2021 |
|
RU2770917C1 |
| Способ изготовления заготовок из антифрикционной бронзы литьем с последующей экструзией | 2021 |
|
RU2760688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2013 |
|
RU2559803C2 |
| Способ получения оловянно-свинцовых бронз | 1987 |
|
SU1502646A1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2018 |
|
RU2684132C1 |
| Устройство для непрерывного литья с вытягиванием вверх заготовок | 1987 |
|
SU1452651A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООЛОВЯНИСТОЙ БРОНЗЫ | 2005 |
|
RU2307722C2 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
Изобретение относится к области металлургии, в частности к способам получения литых заготовок из антифрикционных оловянно-свинцовых бронз, предназначенных для диффузионной сварки со сталью для создания узлов трения средней нагрузки и скоростей скольжения. Способ изготовления литых заготовок из антифрикционной бронзы включает расплавление и непрерывное литье заготовки. Расплав предварительно дегазируют путем продувки аргоном при температуре 1100-1200°С в течение 10-20 минут через погружаемую на дно плавильного тигля графитовую фурму, после чего фурма извлекается, а расплав выдерживают в тигле в течение 10 минут. С поверхности расплава удаляют шлак и устанавливают водоохлаждаемый кристаллизатор с диаметром отверстия 10-50 мм, погружаемый донной частью на глубину 50-200 мм от поверхности металла, через который расплав вытягивают вверх в виде прутка по режиму шаг+пауза, при котором за каждый шаг происходит вытяжка на 1-10 мм, при паузе между шагами 0,3-2 секунды. Способ позволяет получать заготовки малого диаметра 10-50 мм с однородной структурой, близкие по размеру к необходимым для диффузионной сварки со сталью. 2 з.п. ф-лы, 3 ил., 1 табл., 1 пр.
1. Способ изготовления литых заготовок из антифрикционной бронзы, включающий расплавление и непрерывное литье заготовки, отличающийся тем, что расплав предварительно дегазируют путем продувки аргоном при температуре 1100-1200°С в течение 10-20 минут через погружаемую на дно плавильного тигля графитовую фурму, затем фурму извлекают, расплав выдерживают в тигле в течение 10 минут, после чего с поверхности расплава удаляют шлак и для проведения непрерывного литья устанавливают водоохлаждаемый кристаллизатор с диаметром отверстия 10-50 мм, погружаемый донной частью на глубину 50-200 мм от поверхности металла, через который расплав вытягивают вверх в виде прутка по режиму шаг+пауза, при котором за каждый шаг расплав вытягивают на 1-10 мм, при этом пауза между шагами составляет 0,3-2 секунды.
2. Способ по п. 1, отличающийся тем, что оптимальную скорость вытягивания прутка подбирают для обеспечения процесса направленной кристаллизации сплава в зависимости от типоразмера заготовки.
3. Способ по п. 1, отличающийся тем, что в качестве антифрикционной бронзы используют бронзу типа БрО10С2Р3.
| Способ получения оловянно-свинцовых бронз | 1987 |
|
SU1502646A1 |
| СПОСОБ ВЫПЛАВКИ МЕДНОХРОМОВОГО СПЛАВА В ВАКУУМЕL -^--.''^•^^~°"^'—»-»~~. | 0 |
|
SU358394A1 |
| Способ изготовления электроконтактного провода из термоупрочняемого сплава на основе меди (варианты) | 2020 |
|
RU2741873C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ СЛИТКОВ ВЫСОКООЛОВЯНИСТОЙ БРОНЗЫ | 2007 |
|
RU2353683C2 |
| CN 108018441, 11.05.2018 | |||
| CN 108060324 B, 27.03.2020. | |||

