113298932
Изобретение относится к непрерыв- ду заготовкой и роликами тянущей кле- ной разливке металлов и сплавов. ти) составляет 2470 мм. Величину приЦель - повьппение производительности.
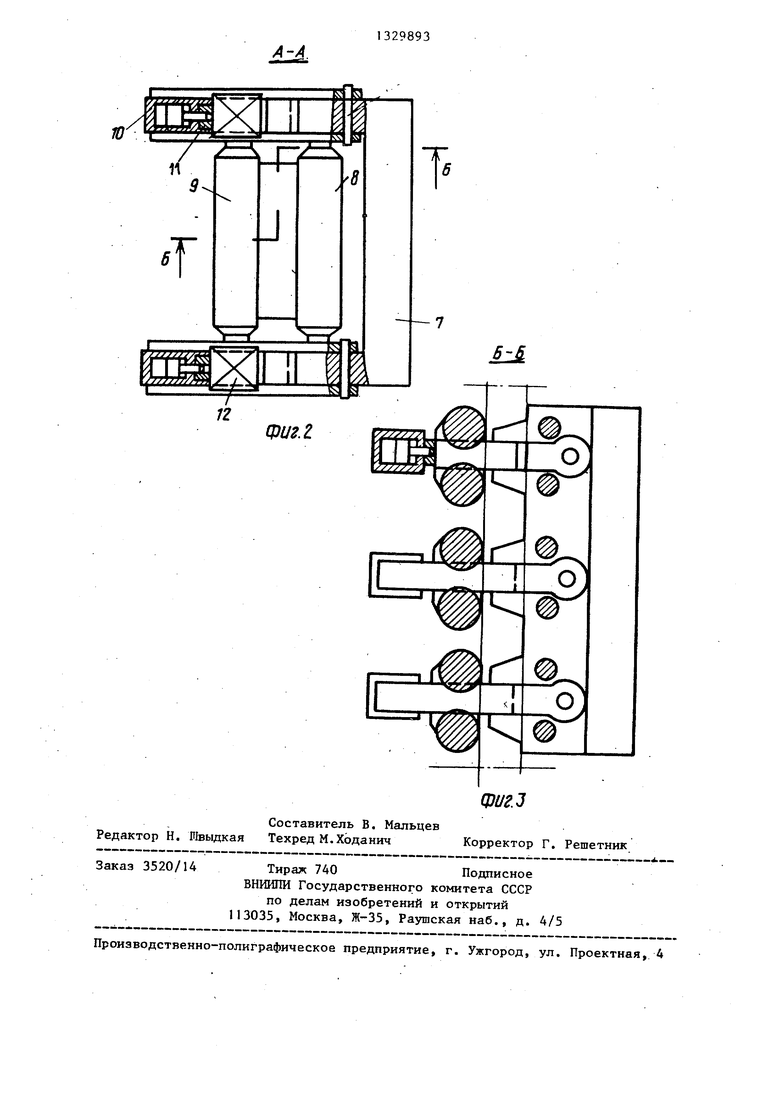
На фиг.1 показана схема устройства для осуществления способа; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез B-R по фиг.2.
Способ осуществляют следующим образом.
Из промежуточного ковша 1 емкостью 20 т, разогретого до 900 - в медный водоохлаждаемый кристаллизатор 2 прямоугольного сечения 200 х X 1200 мм и длиной. 1200 мм подают сталь марки 45 при ее температуре 1590 . Через 30 - 40 с после формирования в кристаллизаторе 2 оболочки заготовку 3 начинают вытягивать со скоростью 0,8 м/мин. После кристаллизатора 2 заготовку 3 протягивают че- рез роликовый направляющий аппарат 4 текущей роликовой клетью 5, при зтом суммарная их дпина Н 11800 мм составляет зону вторичного охла5эде- ния. Кристаллизация слитка 3 заканчивается на его выходе из тянущей роликовой клети 5, после чего от заготовки 3 длиной L. 25000 мм газорезкой 6 отделяют мерную часть.
Вытягивание заготовки тянущей роликовой клетью 5 осуществляют посредством смонтированных на раме 7 роликов .8 и перемещаемых роликов 9, при этом раствор между роликами 8 и 9 устанавливают равным толщине заготовки S 200 мм посредством гидроцилиндров 10, упертых через регулировочные прокладки 11 в подушки 12 перемещаемых роликов 9, создавая при зтом принудительное давление на заготовку 3, составляющее 0,79 от ферро- статического. Вытягивание заготовки начинают до ее полного затвердевания
на участке h 0,6 - 1,05 - , что
(п.
при fw 0,15 (коэффициент трения меж
нудительного давления роликовой клети на заготовку выбирают равным 0,7 - 0,95, определяемым исходя из обеспечения надежного сцепления роликов с заготовкой без нарушения ее геометрии при наличии жидкой сердцевинЬи Выход за пределы не обеспечивает этого условия.
Использование изобретения позволяет повысить производительньсть при двух машинах с 500 до 600 тыс.т. в год и увеличить скорость разливки с 0,6 до 0,8 м/мин,а за счет перемещения тянущей клети в зону вторичного охлаждения сокращается технологическая высота матины.
Формула изобретения
Способ вертикального непрерывного литья заготовок, включающий подачу металла кристаллизатор с формированием в нем заготовки, вторичное ее охлаждение в направляющем аппарате и приложение усилия вытягивания к заготовке посредством роликовой клети, о тлич ающий с я тем, что,- с целью повышения производительности, приложение усилия вытягивания осуществляют на участке в конце зоны вторичного охлаждения
BL
h 0,6-1,05
где & Т.
i Н
тол1цина заготовки, мм; длина заготовки, мм; коэффициент трения между тянущими роликами и заготовкой; величина зоны вторичного охлаждения,
при этом на часть заготовки, находя- щуюся в роликовой клети, дают принудительное давление, равное 0,7 - 0,95 от действующего ферростатического.
Ю 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК С ИСПОЛЬЗОВАНИЕМ КРИСТАЛЛИЗАТОРА С СООТНОШЕНИЕМ СТОРОН 300×330 мм | 2007 |
|
RU2349412C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
Изобретение предназначено для непрерывного литья заготовок на вер- тикапьных машинах. Цель изобретения - повышение производительности. Способ включает подачу металла в кристаллизатор 2 с формированием заготовки в нем, охлаждение заготовки в роликовом направляющем аппарате 4 зоны вторичного охлаждения и дальнейшее ее v протягивание нажимными тянущими роликами посредством прикладьшания тянущего усилия к заготовке 3..Тянущее, усилие к заготовке 3 прикладьшают в конце зоны вторичного охлаждения на определенном участке. 3 ил. О)
12
Фие.г
О
Редактор Н, Швыдкая
Составитель В. Мальцев Техред М.Ходанич
Заказ 3520/14
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.з
Корректор Г. Решетник
| ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1971 |
|
SU430950A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРСИЛО'КСАНОВЫХ ПОЛИМЕРОВ | 0 |
|
SU255570A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
