Изобретение относится к восстановлению деталей машин с трещинами.
Известна фигурная вставка для ремонта деталей с трещинами, содержащая четное количество цилиндрических элементов, оси которых расположены в одной плоскости, соединенных между собой перемычками, при этом каждый цилиндрический элемент выполнен с поперечным сечением, ограниченным сопряженными между собой полуокружностью, расположенной со стороны, обращенной к центру, и полуэллипсом, малая ось которого равна диаметру полуокружности и расположена перпендикулярно продольной оси вставки, а большая превышает диаметр полуокружности на величину, которая последовательно увеличивается от центра вставки к периферии.
Известна фигурная вставка для ремонта деталей с трещинами, содержащая соединенные между собой перемычкой запрессованные элементы, при этом перемычка выполнена в виде цилиндрического стержня, а запрессованные элементы выполнены сферическими с посадочными гнездами под концы стержня, на которых выполнена резьба, а также резьба выполнена и в посадочных гнездах элементов.
К недостаткам известных вставок относится наличие возможности передачи нагрузки в направлении роста трещины и неполное перераспределение нагрузки между элементами вставки.
Целью изобретения является предотвращение роста трещины путем перераспределения нагрузки между запрессованными элементами фигурной вставки и прекращение передачи нагрузки в направлении роста трещины.
Это достигается тем, что запрессованные элементы расположены с двух сторон со смещением при образовании перемычками шва с углом 75о от оси трещины, при этом запрессованные элементы установлены с чередованием диаметров в строчках вставки.
Расположение запрессованных элементов с двух сторон позволяет образовать поле перераспределения напряжений в зоне расположения отверстий и в зоне расположения трещины, так как в процессе раздачи усилия материал детали от зон расположения отверстий перемещается к вершине трещины, образуя и в зоне расположения вершины трещины сжимающие напряжения, предотвращающие развитие трещины вглубь, при этом величина сжимающих напряжений превосходит усилия, необходимые для раскрытия трещины и продолжение ее роста.
Смещение запрессованных элементов при образовании перемычками шва с углом 75о от оси трещины позволяет обеспечить в процессе запрессовки перераспределения напряжений по всей длине вставки и пазу при работе всех элементов вставки вместе с перемычками, создавая более высокое усилие сжатия трещины без разрушения материала, а также увеличить площадь поверхности трещины, по которой реализовано схватывание материала, и перевести нагружение вставки от растяжения к сдвигу для увеличения несущей способности вставки. Кроме того, повышается жесткость и создается герметичность детали, а также исключается необходимость крепления вставки в пазу, так как натяг в соединении вставки обеспечивает стягивающее усилие в детали. Установка запрессованных элементов с чередованием диаметров в строках вставки обеспечивает полный контакт в соединениях вставки с пазом и частей детали в месте трещины, создавая стягивающее усилие в детали, препятствующее раскрытию трещины под действием рабочих нагрузок, что повышает прочность детали в месте трещины. Образование перемычками шва с углом 75о от оси трещины позволяет образовать зигзагообразную строчку при запрессовки их в отверстия, формируя запрессованные элементы в виде равнобедренного треугольника, создавая комбинированные нагрузки на каждый элемент, при этом происходит перераспределение усилия на изгиб, растяжение и между элементами разной жесткости.
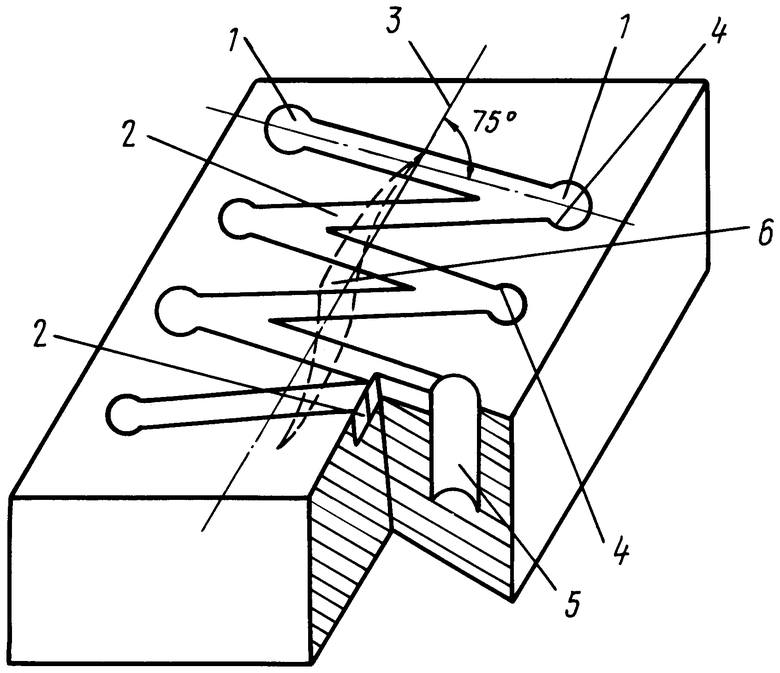
На чертеже изображена фигурная вставка для ремонта детали с трещиной.
Вставка содержит запреccованные элементы 1, перемычку 2, угол 3, равный 75о, диаметры 4 вставки, отверстия 5.
Фигурная вставка для ремонта деталей с трещинами содержит П-е количество запрессованных элементов запессованные элементы 1, соединенных перемычками 2, при этом запрессованные элементы 1 расположены с двух сторон со смещением при образовании перемычками шва с углом 75о от оси трещины, а также запрессованные элементы 1 установлены с чередованием диаметров 4 в строчках вставки.
П р и м е р. В детали по обе стороны трещины засверливают отверстия 5 диаметром D1= 1 и D2=1,2, например для трещины в материале длиной 50 мм, шириной 1,5 мм и глубиной 18 мм, высверливают отверстия D1 5 мм и D2 6 мм, глубиной 20 - 22 мм с одной стороны отверстия 5 и три отверстия 5 с другой стороны, чередуя диаметры, начиная с диаметра 6 мм, а также высверливают перемычки шириной 3 мм и глубиной 4 мм, затем деталь сжимают за боковые стороны, параллельные оси трещины, или по всему периметру и начинают осуществлять заливку трещины 6, отверстий 5 и перемычек 2 демпфирующим материалом одним из известных способов (сваркой, гальваническим и т.п.), при этом, образуя участок поглощения и рассеивания вибрации, перераспределяя нагрузки между элементами вставки и основным материалом, уменьшая опасность роста трещины.
Изобретение позволяет предотвратить дальнейший рост трещины за счет перераспределения нагрузки между запрессованными элементами в результате сохранения закрытия стыка, так как запрессованные элементы установлены с чередованием в строчках, что позволяет создавать стягивающее усилие в детали, препятствующее раскрытию трещины под действием рабочих нагрузок; наличия сжимающих напряжений, так как запрессованные элементы смещены и образуют перемычками шов с углом 75о от оси трещины, что позволяет обеспечивать в процессе заливки перераспределение напряжений по всей длине вставки и пазу, создавая при этом более высокое усилие сжатия трещины без разрушения материала; перераспределения напряжений по всей длине вставки и трещины детали, так как запрессованные элементы выполнены в виде зигзагообразной строчки, диаметры которых расположены с двух сторон трещины и соединены перемычками, что позволяет образовать поле сжимающих напряжений в зоне расположения отверстий и в зоне расположения вершины трещины, поглощающее возможную вибрацию и усилие.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАНУЛА НАПОЛНИТЕЛЯ ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1991 |
|
RU2005589C1 |
| КОНТЕЙНЕР УСТРОЙСТВА ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1990 |
|
RU2009835C1 |
| Инструмент для зачистки поверхностей | 1989 |
|
SU1662485A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1773697A1 |
| Полировальный инструмент | 1987 |
|
SU1433782A1 |
| Гранула для вибрационной обработки | 1989 |
|
SU1696277A1 |
| Гранула наполнителя для вибрационной обработки | 1988 |
|
SU1576294A1 |
| Гранула наполнителя для объемной абразивной обработки | 1989 |
|
SU1683989A2 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1771928A1 |
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
Использование: восстановление деталей машин с трещинами. Сущность изобретения: запрессованные элементы расположены с двух сторон со смещением при образовании перемычками шва с углом 75° от оси трещин, при этом запрессованные элементы установлены с чередованием диаметров в строчках вставки. 1 ил.
ФИГУРНАЯ ВСТАВКА ДЛЯ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ, содержащая n-е количество запрессованных элементов, соединенных между собой перемычками, отличающаяся тем, что запрессованные элементы расположены с двух сторон, со смешением при образовании перемычками шва с углом 75 o от оси трещины, при этом запрессованные элементы установлены с чередованием диаметров в строчках вставки.
| Фигурная вставка для ремонта деталей с трещинами | 1981 |
|
SU1009688A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
