Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении пустотелых ш,итов для мебели.
Цель изобретения -- повышение качества за счет увеличения жесткости планок заполнителя.
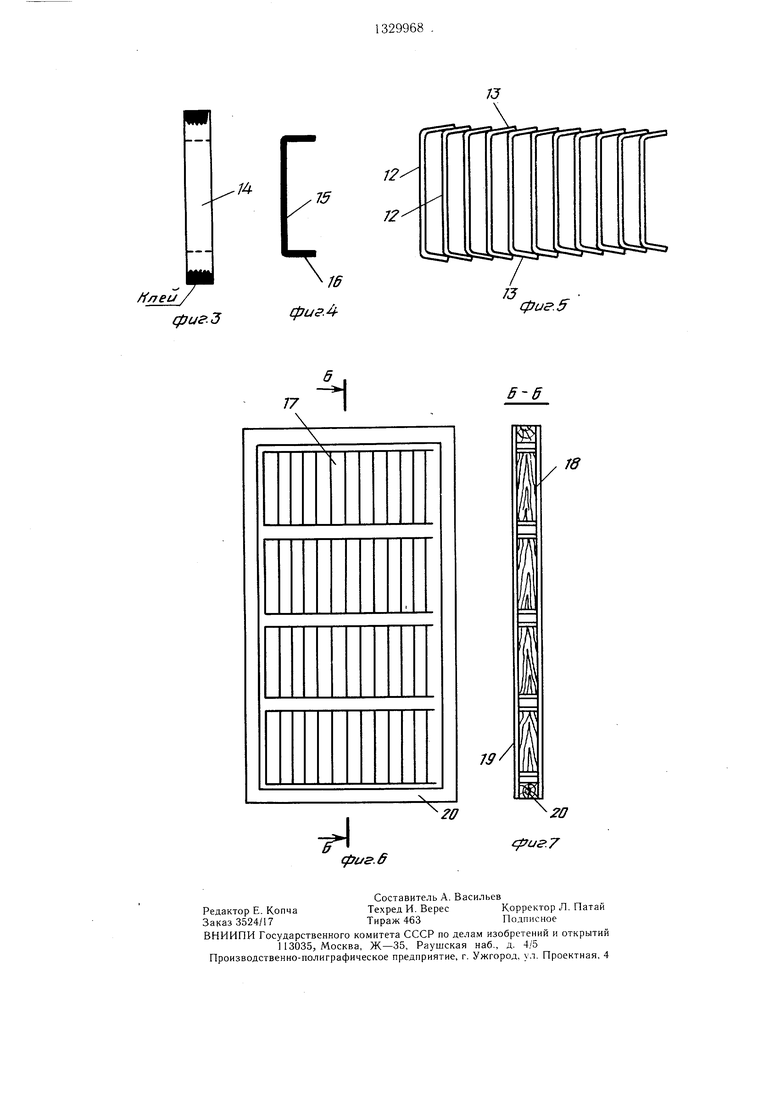
На фиг. 1 изображена линия изготовления реберного заполнителя, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - заготовка для продольного ребра, вид сверху; на фиг. 4 - П-образное продольное ребро, вид сбоку; на фиг. 5 - секция реберного заполнителя, вид сверху; на фиг. 6 - шит с реберным заполнителем, вид спереди; на фиг. 7 - разрез Б-Б на фиг. 6.
Линия изготовления реберного заполнителя включает смонтированные последовательно друг за другом узел 1 изготовления планок 2, магазин 3, конвейер 4 подачи планок 2, конвейер 5 сборки заполнителя, привод 6. Линия снабжена расположенными последовательно на конвейере 4 подачи механизмами релевки 7 концов планок 2 и клеен а несения 8 и смонтированным на конвейере 5 сборки приспособлением 9 подгиба концов планок 2, установленными вдоль боковых сторон конвейера 5 сборки обогреваемыми прижимами 10. Механиз.м 8 клее- нанесения выполнен со связанным с приводом 6 счетчиком 11 планок.
Реберный заполнитель включает продольные 12 и поперечные 13 ребра, причем продольные ребра 12 выполнены в виде П-об- разных пластин 14 с горизонтальными 15 и вертикальными 16 полками, а поперечные ребра 13 образованы соединенными между собой соседними вертикальными полками 16. Щит 17 включает верхнюю 18 и нижнюю 19 облицовки и рамный каркас 20.
Линия изготовления реберного заполните ля работает следуюшим образом.
ПОЛОСЕ) из древесноволокпистой плиты укладывают в узел 1 изг отовления планок 2, где их раскраивают на п.чаики 2, которые вначале накапливают в магазине 3, затем поп1тучно выдают на конвейер 4 подачи планок 2, где с помощью механизма 7 релевки концы планок 2 релюются и с помощью ме- хапизма 8 клсепаиесения - памазываются клеем.
ГО
J f
о о о о 6 5 о Г7
Над механизмом 8 клеенанесения установлены счетчики 11 планок 2. Счетчик 11 планок 2, связанный с приводом 6 узла 8 клеенамазывания, предназначен для фиксирования отрезков реберного заполнителя заданной длины за счет пропуска при намазке соответствующей планки 2. С конвейера 4 подачи планок 2 релеванные и намазанные клеем планки 2 перемещаются на конвейер 5
Q сборки, где с помощью приспособления 9 подгиба отгибают концы планок 2 по месту релевки, получают при этом П-образные пластины 14 с горизонтальными 15 и вертикальными 16 полками, затем собирают реберный заполнитель, последовательно соединяя
5 вертикальные полки 16 П-образных пластин 14 и склеивая их в местах нанесения клея. Окончательное склеивание вертикальных полок 16 осуществляется при прохождении их около обогревае.мых прижимов 10
Q конвейера 5 сборки. Цикл сборки реберного заполнителя окончен.
После этого осуп ествляют сборку щита (не показано). В кондуктор укладывают нижнюю смазанную клеем облицовку 19, закрепляют на ней рамный каркас 20, укладывают
5 в пего собранные секции реберного заполнителя, совмендая их поперечные ребра 13. Сверху накладывают смазанную клеем верхнюю облицовку 18. Пакет прессуют в горячем прессе.
30
Формула изобретения
Линия изготовления реберного заполни- геля, включающая смонтированные последовательно друг за другом узел изготовления
о плапок, .магазин, конвейер подачи планок, конвейер сборки заполнителя и привод, отличающаяся тем, что, с целью повышения качества за счет увеличения жесткости планок заполнителя, линия снабжена расположенными последовательно на конвейере механизмами релевки конца планок и клеенанесения и смонтированным на конвейере сборки заполнителя приспособлением подгиба концов планок, при этом .механизм клеенанесения выполнен со счетчиком планок, код5 торый связан с приводом, а вдоль боковых стенок конвейера сборки установлены обогреваемые прижимы.
lA
40
ГО
J f
о 6 5 о Г7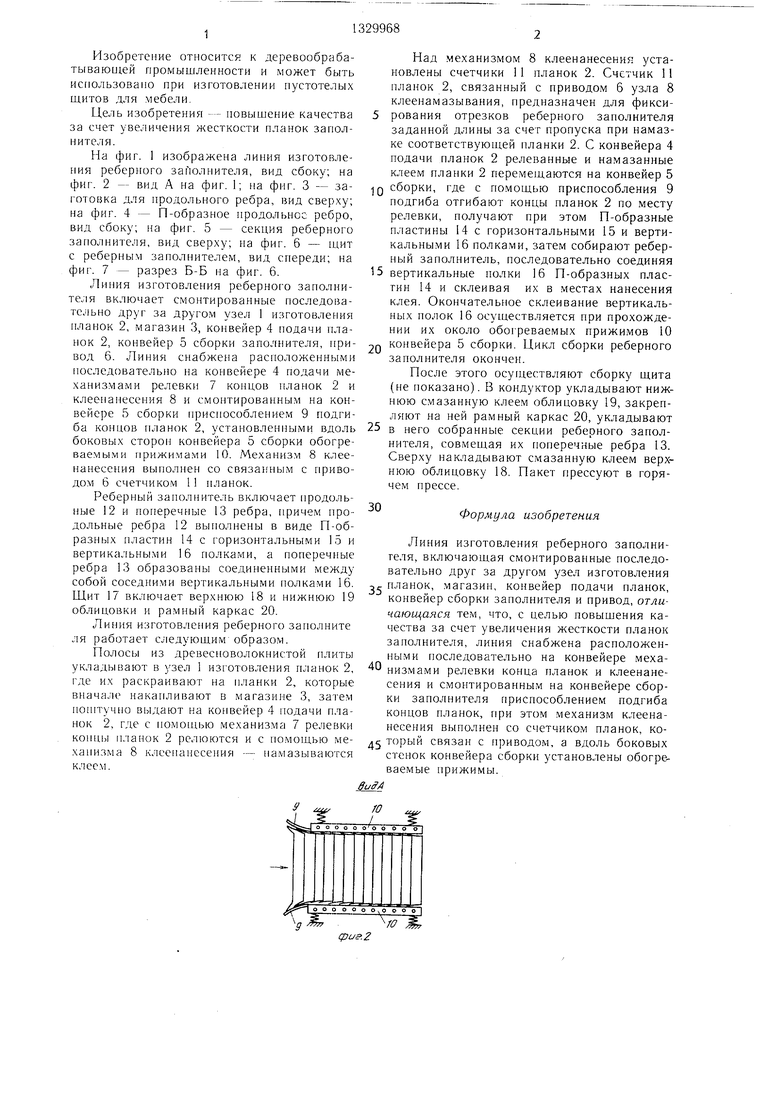
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Устройство для изготовления наружных спичечных коробок | 1990 |
|
SU1738808A1 |
| Решетчатый заполнитель щитов и устройство для его изготовления | 1983 |
|
SU1155448A1 |
| Устройство для сортировки и сборки плиточных изделий со связующим на их поверхностях | 1978 |
|
SU781301A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Поточная линия для изготовления многослойных строительных панелей | 1980 |
|
SU939209A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU1047686A2 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Линия для облицовки листовых материалов | 1981 |
|
SU967814A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть иснользовано при изготовлении пустотелых щитов для мебели. Цель изобретения - повышение качества за счет увеличения жесткости планок заполнителя. Линия включает узел изготовления 1 планок 2, магазин 3, конвейер подачи 4, конвейер сборки 5 заполнителя, привод 6. Планки 2. из магазина 3 поштучно подают на конвейер подачи 4, где с помощью механизма 7 релюются, а механизмом 8 намазываются клеем. Затем на конвейере сборки 5 посредством приспособления подгиба отгибают концы планок 2, получают при этом П-образные пластины. Затем собирают реберный заполнитель, последовательно соединяя вертикальные полки П-образных пластин. Склеивание вертикальных полок осуществляют при прохождении их около обогреваемых прижимов конвейера сборки 5,, после чего цикл повторяют. 7 ил. // X ii 6 6 в со to ;о со О5 00 V///////////7777/7, фuai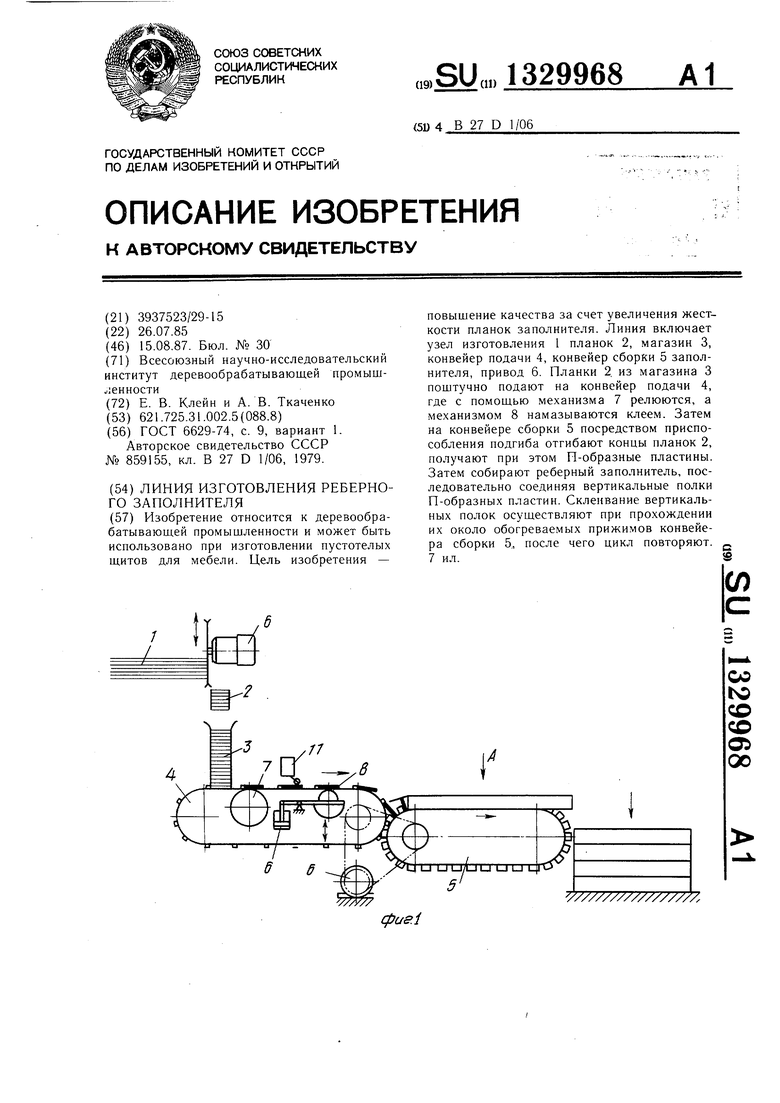
фи.2
го ж
./4
15
12 12
/reu
фиг.З
,
фигЛ
фис.5
.
(ffi/S.6
Составитель А. Васильев
Редактор Е. КопчаТехред И. ВересКорректор Л. Патай
Заказ 3524/17Тираж 463Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
В-б
W
| КЛАДКА ИЗ КЛИНКЕРНОГО КИРПИЧА С ЖЕЛЕЗНОЙ АРМАТУРОЙ ДЛЯ СТЕН, ДВЕРЕЙ ИЛИ ОБМУРОВКИ ДЕНЕЖНЫХ КАСС И Т. П. | 1926 |
|
SU6629A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
