Известные установки для контактной приварки ребер к трубам теплообменников, содержащие сварочный трансформатор, сварочные ролики, механизм сжатия роликов, механизм для перемещения изделия и устройство для подачи охлаждающей воды в свариваемую трубу, не позволяют подводить к трубе в ее диаметральной плоскости больше двух ребер за один проход. Вследствие этого приходится многократна повторять сварку, чем снижается производительность этих установок.
В описываемой установке применен сварочный трансформатор кольцевого типа с несколькими вторичными обмотками, соединенными параллельно с помощью двух кольцевых щин, которые присоединены к нескольким парам сварочных роликов так, что щины прямого и обратного тока чередуются. Такое выполнение установки пО боляет повысить ее производительность и снизить расход электроэнергии.
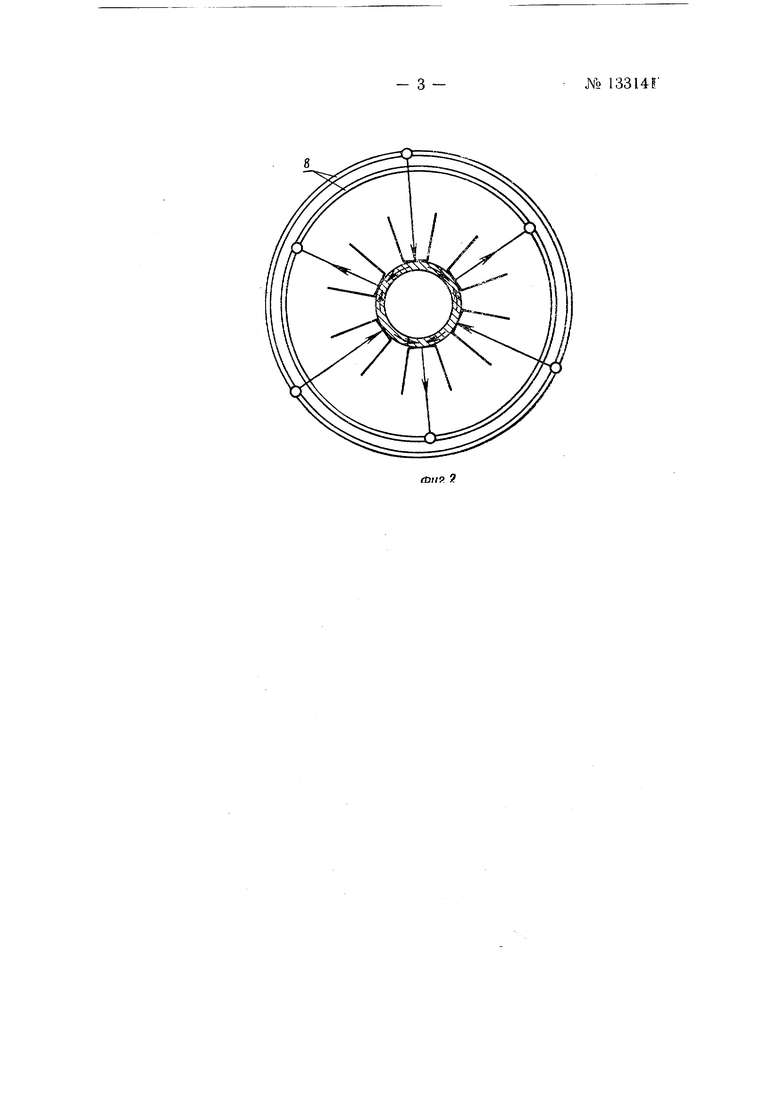
На фиг. 1 изображена описываемая установка в продольном разрезе; на фиг. 2-схема распределения токов в сварочной цепи установки.
Свариваемая труба / проходит между сварочными роликами 2, укрепленными на токопроводящих кронштейнах 3. Ток подается от сварочного трансформатора с кольцевым магнитопроводом 4 первичной обмоткой 5 и витками вторичной обмотки 6. Выводы 7 витка вторичной обмотки 6 подключены к роликовым электродам так, что полярности электродов чередуются.
Распределение токов через контактные кольца 8 в процессе приварки ребер к трубе представлено на фиг. 2. Число привариваемых парных ребер должно быть кратно двум- Вследствие полной осевой симметрии достигается равномерное распределение токов по параллельным цепям. При этом токи в трубе распределяются так, что получаются минимальные потери энергии в стенках трубы. Правильное чередование провод 1иков с током прямого и обратного направления, соединяющих трансформатор с роликами, и малые размеры токоведущих цепей обусловливают
№ 133141- 2 небольшое сопротивление короткого замыкания установки. Поэтому мощность установки невелика.
Стрелкой А указано направление подачи охлаждающей воды, стрелкой Б - перемещение трубы при сварке, стрелки В поясняют устройство прижима электродов.
Предмет изобретения
Установка для контактной приварки ребер к трубам теплообменников, содержащая сварочный трансформатор, сварочные ролики, ме(анизм сжатия роликов, механизм для перемещения изделия и устройство для подачи охлаждающей воды в свариваемую трубу, отличающаяся тем, что, с целью повышения производительности и снижения расхода электроэнергии, в качестве указанного трансформатора применен трансформатор кольцевого типа, снабженный несколькими вторичными обмотками, соединенными параллельно с помощью двух кольцевых шин, которые, в свою очередь, соединены с несколькими парами (по числу привариваемых ребер) сварочных роликов так, что шины с током прямого V обратного направлений чередуются.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка для контактной стыковой сварки колец | 1961 |
|
SU145287A1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Устройство для контактной сварки | 1980 |
|
SU969481A1 |
| Трансформатор | 1978 |
|
SU792307A1 |
| Кольцевой трансформатор | 1979 |
|
SU904004A1 |
| Машина для контактной стыковой сварки рельсов | 1959 |
|
SU129758A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| ТЕПЛООБМЕННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1989 |
|
RU2028571C1 |
| Устройство для высокочастотной сварки | 1974 |
|
SU503675A1 |
| АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА ДЛЯ ПРОДОЛЬНОГО ОРЕБРЕНИЯ ТРУБ | 2021 |
|
RU2785395C1 |
5 4 5
7 3
