1
Изобретение относится к производству изделий из нескольких продольных металлических элементов, преимущественно оребренных труб и фасонных профилей, способом высокочастотной сварки с контактным подведом тока.
Известно устройство для высокочастотной сварки, содержащее шарнирно соединенные неподвижные и подвижные токоподводы со сменными контактными наконечниками.
Однако известное устройство не удается использовать в одном комплекте для приварки к трубе одновременно двух ребер. С этой целью требуется применять две сварочных установки. Это увеличивает потреб- ную производственную площадь и удорожает стоимость установленного высокочастотного оборудования. Кроме того, по конструктивным соображениям два сварочных устройства располагаются на расстоянии не менее трех метров друг от друга вдоль оси трубы.
Вследствие этого нагрев двух швов происходит не симметрично и части изделия из-за неравных температур и расширения
имеют тенденцию к деформации. Это обстоятельство накладывает дополнительные требования к прочностным характеристикам стаиа и отрицательно влияет на качество готового изделия.
Целью изобретения является экономия производств ;иной площади, сокращение стоимости высокочастотного оборудования и повышение качества сварки при одновременной сварке трех элементов.
Для этого один неподвижный токоподвод выполнен П - образным и соединен с двумя крайними подвижными токоподводами, контактирующими с крайними свариваемыми элементами, а второй неподвижный токоподвод помещен в паз первого по оси его симметрии и соединен третьим средним подвижным токоподводом, контактирующим со средним свариваемым элеметом.
Такая конструкция токоподводов позволяет осуществлять нагрев под сварку одновременно нескольких свариваемых элементов, например трубы и двух продол ьчых ребер, расположенных диаметральHO одно относительно другого, тохами высокой частоты, потекаюшими по двум параллельно цепям.
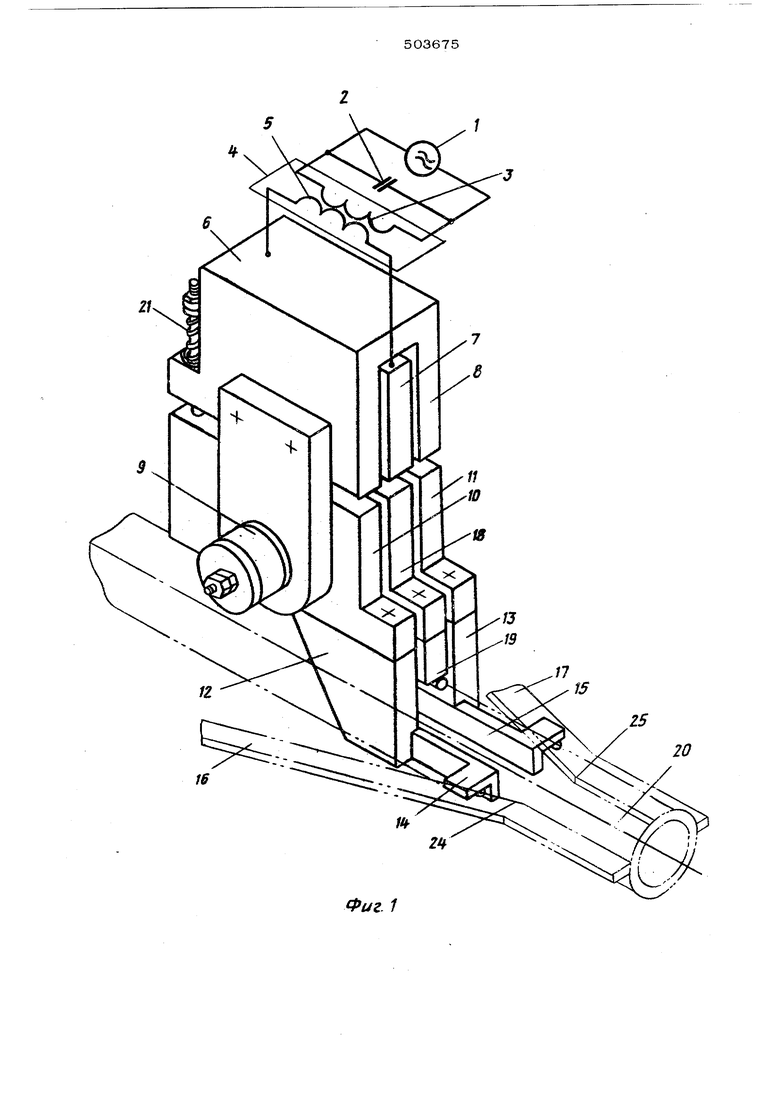
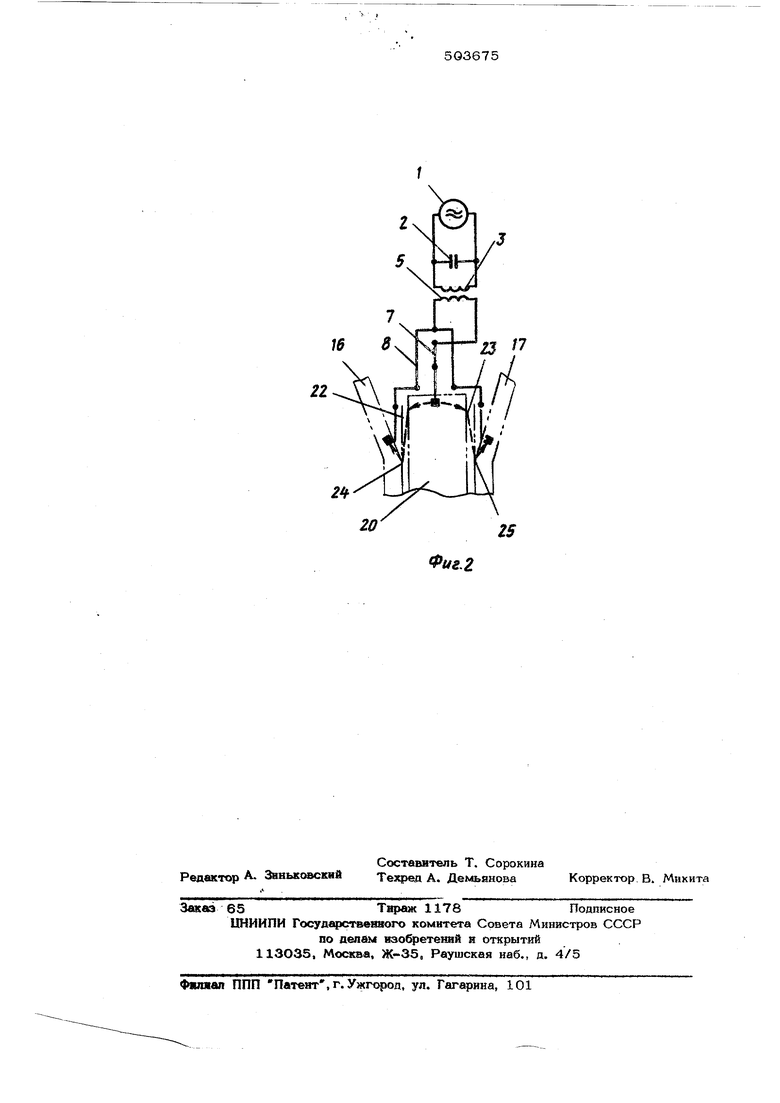
Изобретение пояснено чертежами. На фиг. 1 1фиведена схема конструкции устройства; на фиг. 2 - схема протекания тока высокой частоты в свариваемых элементах.
Устройство для высокочастотной сварки содержит источник тока высокой частоты 1, соединенный с нагрузочным колебательным контуром, состоящим из параллельно включенных конденсаторной батареи 2 и первичной обмотки 3 согласующего понижающего трансформатора 4. Выводы вторичной обмотки 5 подключены к неподвижным токоподводам 6 и 7. Неподвижный токоподвод 6 имеет П - об;-азкую шину 8, которая через два одинаковых симметричных шарнирных соединения 9 соединена с подвижными токоподводами 10 и 11. Подвижные токоподводы 1,0 и 11 соответственно через переходники 12 и 13 и сьем1 ые контаты 14 и 15 контактируют с крайними свариваемыми элементами 16 и 17. ПоподБижный токоиодвод 7 помешен в паз П образной шины 8 неподвижного токоподвода О и соединен шарнирно с подвижным тоК011ОДВГ1ДОМ 18, который через сьемный контакт 19 контактирует со средним свариваемым элементом 20. контакты поджимаются к свариваемым элементам при помощи упругих элементов 21. Токоведушие элементы устройства охлаждаются водой.
Устройство работает следующим образом.
Перед началом работы устройство уста .; ;
.-.rt.i.
503675 навливают в рабочее положение. При помощи упругих элементов 21 подбирают требуемое усилие, поджимающее съемные контакты 14, 15 и 19 к свариваемым элемен- там 16, 1.7 и 20.
При сварке сварочные токи 22 и 23 протекают по среднему и расположенным рядом под некоторым углом свариваемым элементам. В результате поверхностного
эффекта и эффекта близости свариваемые поверхности нагреваются до сварочной температуры. При движении свариваемых элементов 16, 17 и 20 в точках 24 и 25 их соединения прикладывается сварочное
давление и осушествляется сварка.
Формула изобретения
Устройство для высокочастотной сварки
нескольких продольных металлических элементов, преимущественно для производства оребренных труб, содержащее шарнирно соединенньте неподвижные и подвижные токоподводы. со сменными контактными наконеч-
никами, отличающееся тем, что, с целью экономии производственной площади, сокращения стоимости высокочастотного оборудования и повышения качества сварки при одновременной сварке трех элементов,
один неподвижный токоподвод выполнен Побразным и соединен с двумя крайними подвижными токоподводами, контактирующими с свариваемыми элементами, а второй неподвижный токоподвод noMeuieH
в паз первого по оси его симметрии и соединен с третьим - средним подвижным токоподводом, контактирующим со средним свариваемым элементом. Фиг. 1
23 7
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU346055A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU975283A1 |
| Способ высокочастотной сварки и устройства для его осуществления | 1980 |
|
SU899299A1 |
| Способ высокочастотной сварки и устройства для его осуществления | 1980 |
|
SU1024195A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| Устройство для высокочастотной сварки изделий | 1982 |
|
SU1156878A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для спирального оребрения труб | 1980 |
|
SU944841A1 |
| Кондуктор для высокочастотной сварки | 1976 |
|
SU617208A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |