Изобретение относится к автоматическим сварочным машинам для изготовления теплообменников и может найти применение в различных отраслях энергомашиностроения, где могут применяться продольно оребренные трубы. Автоматическая сварочная машина может быть использована для продольного оребрения труб, в том числе малого диаметра с плотно расположенными «узкими» корытообразными ребрами (фиг. 1). Для увеличения тепловой эффективности продольно оребренных труб требуется к ее поверхности приварить как можно большее количество корытообразных ребер, число которых зависит от ширины этих ребер, а она в свою очередь от возможности их качественной приварки контактной шовно-точечной сваркой.
Проектируемые сейчас высокоэффективные продольно оребренные трубы имеют «узкие» корытообразные ребра, у которых ширина полки ребра по которой выполняется приварка (фиг. 2, размер а) не более чем на 10% превосходит минимальную ширину ролика для сварки. Для качественной приварки такого ребра к трубе требуется чтобы было точное совпадение осей симметрии сварочного ролика.
Известна автоматическая сварочная машина, в которой расположены по окружности шесть сварочных роликов, которыми за счет работы пневмоцилиндров прижимаются корытообразные профили ребер (а.с. СССР №454617, В23К 31/08, опубликовано 30.01.1989 г.).
Наиболее близким по технической сущности и достигаемому результату является техническое решение, осуществленное в конструкции машины продольного оребрения (ОС-1414. Технические условия ТУ10-13-102-83, 1983 г.)
Технической проблемой заявляемого решения является повышение качества получаемых продольно оребренных труб за счет повышения точности стыковки свариваемых деталей.
Техническим результатом является повышение качества оребренных труб и увеличение производительности теплообмена.
Поставленная проблема решается за счет того, что в автоматической сварочной машине для продольного оребрения труб, содержащей размещенные симметрично по окружности прижимные узлы с толкающими пневмоцилиндрами, приводом сжатия и прижимающими и подводящими сварочный ток контактными сварочными роликами, фильеру, позиционирующую ребра по отношению к трубе и прижимным узлам, с окнами для прохода роликов и механизмом позиционирования фильеры, каждый прижимной узел имеет механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика, состоящий из направляющей привода сжатия, двух эксцентриковых регуляторов, корпуса привода сжатия, шарового шарнирного узла, регулировочной контргайки, крепежного винта и двух бронзовых сухарей, и механизм регулирования контактного сварочного ролика, состоящий из контактного сварочного ролика, втулки правой и левой, гайки правой и левой, щеки правой и левой, крепежных винтов и болта, причем фильера содержит механизм позиционирования задней части фильеры по отношению к оси контактного сварочного ролика, содержащий корпус фильеры, центратор корпуса фильеры, стойку радиальную, стойку осевую, талреп, центратор талрепа, контактный сварочный ролик, плиту, количество прижимных узлов соответствует восьми одновременно привариваемых ребер.
Это позволит механизму выполнить регулирование положения продольной оси привода сжатия контактного сварочного ролика, например, при начальном запуске машины в работу или ремонте привода сжатия, а также регулировать положения направляющей привода сжатия по отношению к приводу сжатия необходимую для компенсации неравномерного износа бронзовых сухарей.
Изобретение поясняется чертежами.
На фиг. 1 представлена оребренная труба диаметром 16 мм с 8-ю плотно расположенными «узкими» корытообразными ребрами;
На фиг. 2 - «узкое» ребро для продольного оребрения трубы;
На фиг. 3 - контактный сварочный ролик для приварки восьми корытообразных ребер на трубу;
На фиг. 4 - механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика;
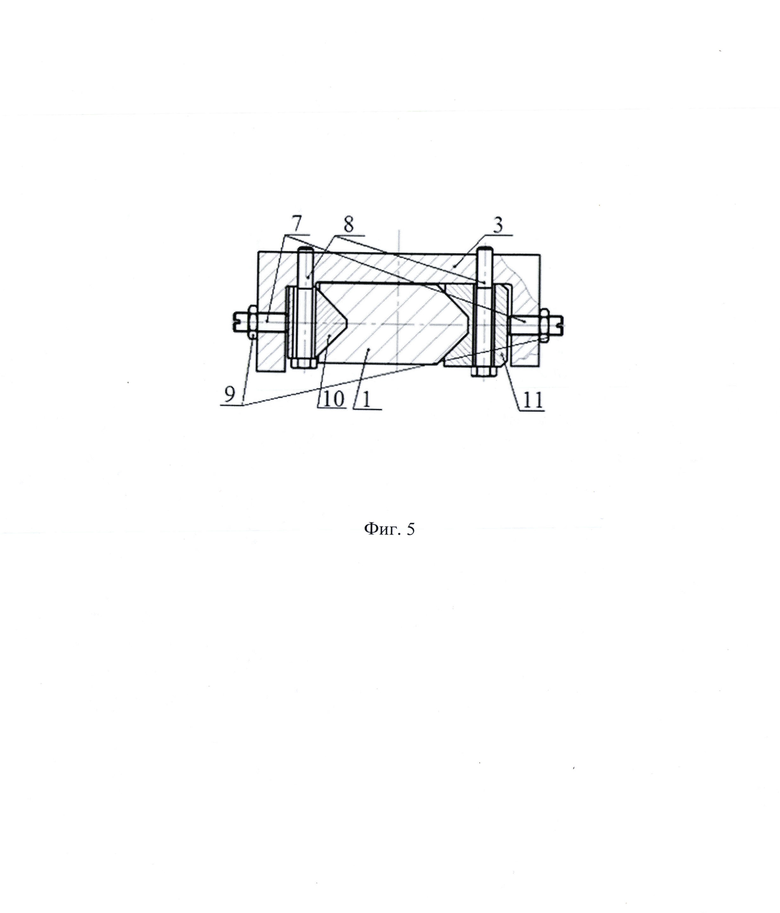
На фиг. 5 - механизм тонкого регулирования положения направляющей привода сжатия контактного сварочного ролика;
На фиг. 6- механизм регулирования положения контактного сварочного ролика;
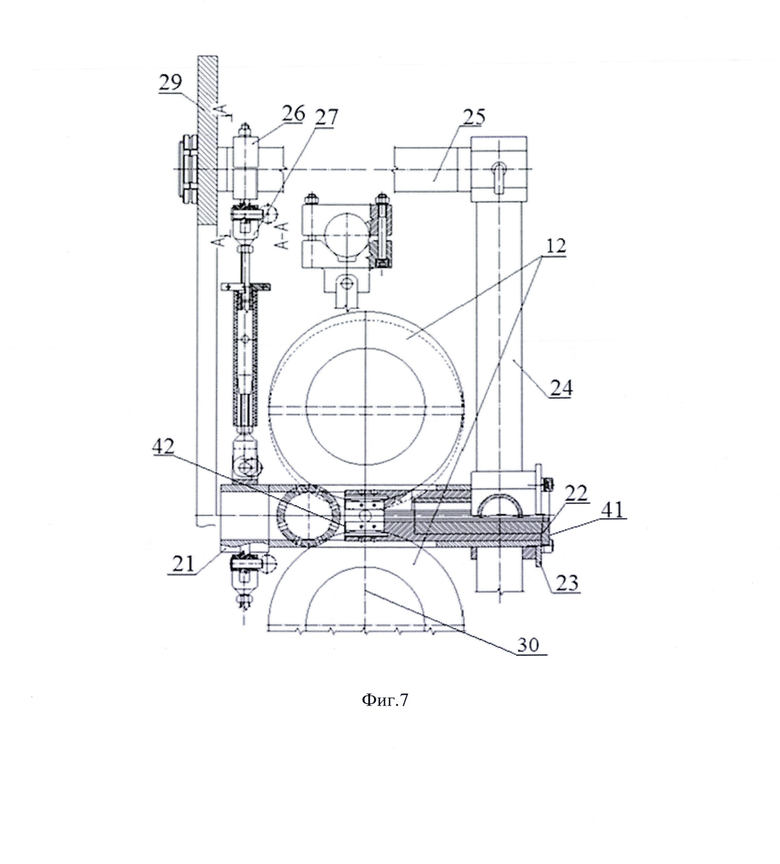
На фиг. 7 - механизм позиционирования задней части фильеры по отношению к оси контактного сварочного ролика;
На фиг. 8 - фильера;
На фиг. 9 - расположение контактных сварочных роликов и вкладышей в фильере.
Механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика (фиг. 4) состоит из привода сжатия 19, направляющей привода сжатия 1, эксцентрикового регулятора 2, корпуса привода сжатия 3, шарового шарнирного узла 4, пневмоцилиндра 5, крепежного винта 6.
Регулирование положения продольной оси 43 (фиг. 4, 6) привода сжатия контактного сварочного ролика с соответствующей осью машины 44 (фиг. 3) осуществляется эксцентриковыми регуляторами 2 (фиг. 4), путем их поворота в пределах угла ±90°. Для регулирования привода сжатия отпускаются 4 крепежных винта 6, и при согласованном повороте эксцентриков происходит поворот или смещение привода сжатия на требуемую величину. Величина угла поворота или смещения контролируется соответствующим мерительным инструментом. Отверстия в местах крепления привода к корпусу 3 выполнены больше диаметра крепежных винтов 6 на величину эксцентриситета эксцентриковых регуляторов 2.
Механизм тонкого регулирования положения направляющей привода сжатия контактного сварочного ролика (фиг. 5) состоит из регулировочных винтов 7, крепежных болтов 8, стопорных гаек 9, сухаря бронзового левого 10, сухаря бронзового правого 11, направляющей привода сжатия 1, корпуса привода сжатия 3.
Тонкая регулировка положения направляющей привода сжатия 1 (фиг. 5) контактного сварочного ролика по отношению к корпусу привода сжатия 3 для компенсации неравномерного износа бронзовых сухарей 10, 11 осуществляется следующим образом: отпускаются крепежные болты 8 и стопорные гайки 9 на регулировочных винтах 7. Отверстия под крепежные болты 8 выполнены овальными для возможности смещения сухарей 10 и 11 регулировочными винтами 7. Регулировочными винтами 7 равномерно поджимаются бронзовые сухари 10 и 11 к направляющей привода сжатия 1. Равномерность оценивается по углу поворота шлица регулировочного винта 7. После этого проверяется точность попадания контактного сварочного ролика в контрольную фильеру, а также плавность хода привода сжатия при давлении 0,5 атм. Для снижения негативного влияния на работу привода сжатия от возможного перекоса осей между пневмоцилиндром 5 (фиг. 4) и направляющей привода сжатия 1 установлен шаровой шарнирный узел 4. После регулировки и проверок, затягиваются стопорные гайки 9 (фиг. 5) на регулировочных винтах 7, и закрепляются крепежные болты 8.
Механизм регулирования положения контактного сварочного ролика (фиг. 6) состоит из контактного сварочного ролика 12, втулки правой 13, гайки правой 14, щеки правой 15, щеки левой 16, гайки левой 17, втулки левой 18, элементов привода сжатия 19, винтов крепежных 6, болта центрального 20. Механизм регулирования положения контактного сварочного ролика работает следующим образом: отпустить болт центральный 20, отпустить винты 6 на щеке правой 15 и щеке левой 16, тем самым освобождая гайку правую 14 и гайки левую 17 для регулировки. Для смещения контактного сварочного ролика 12 вправо, правую гайку 14 надо выкрутить на необходимую величину, а левую 17 закрутить до упора. За счет резьбового соединения гаек 14 и 17 с деталями элемента привода сжатия 19, контактный сварочный ролик 12 вместе со втулками 13 и 18 перемещается на необходимую величину. Правильность положения контактного сварочного ролика контролируется по равенству расстояний между сварочным роликом 12 и ребром с левой и правой стороны. Для оценки расстояний можно использовать шаблоны, щупы или другие мерительные инструменты. После установки контактного сварочного ролика 12 в необходимое положение, нужно затянуть болт 20 для фиксации взаимного положения гаек 14 и 17, а затем затянуть винты зажатия щеки, для обеспечения хорошего токоподвода к гайкам. Система гайка-втулка представляет собой токопередающий подшипник скольжения.
Механизм позиционирования задней части 42 фильеры (фиг. 7) по отношению к оси контактного сварочного ролика состоит из центратора 21 корпуса фильеры, фильеры 22, корпуса фильеры 23, стойки радиальной 24, стойки осевой 25, центратора талрепа 26, талрепа 27, контактного сварочного ролика 12, плиты 29. Ввиду плотного расположения приводов сжатия 19 (фиг. 3) по отношению друг к другу, стойки 24 радиального крепления фильеры выходят достаточно далеко за габариты приводов. Это сделано для обеспечения надлежащего обслуживания приводов сжатия. Следствием таких больших размеров конструкции (фиг. 7), состоящей из стоек радиальных 24 и стоек осевых 25, предназначенной для удержания и позиционирования корпуса фильеры 23 по отношению к продольной оси свариваемой трубы 44, является недостаточная жесткость фиксации задней части 42 фильеры. Вследствие этого, задняя часть 42 фильеры, из-за наличия несоосности усилий приводов сжатия, может смещаться от оси сварочного ролика до 2 мм, что приводит к прогибу оребренных труб, в том числе и недопустимому. Предлагается применить механизм позиционирования задней части фильеры для обеспечения корпусу второй опоры с высокой жесткостью в той зоне, где смещения корпуса фильеры максимальны.
Механизм работает следующим образом.
Корпус фильеры 23 входит плотно своей задней частью 42 в центратор корпуса фильеры 21, который связан посредством талрепов 27, центраторов талрепов 26, стойкой осевой 25 узла крепления к корпусу с плитой 29, а также стойкой радиальной 24 узла крепления к корпусу с плитой 29 и передней частью 41 корпуса фильеры 23. При пусконаладочных работах положение задней части 42 корпуса фильеры регулируется путем натяжения (закручивания) талрепов 27. Допустимое смещение между продольной осью задней части 42 корпуса фильеры и передней частью 41 корпуса фильеры не должно превышать 0,5 мм. Все четыре талрепа 27 должны быть затянуты.
Фильера 22 (фиг. 8) состоит из основания фильеры 32, сменного модуля 23, вкладышей 38, 39, шпонки 33, винта крепления шпонки 34, винта крепления сменного модуля фильеры 35, штифта 36, винта или шурупа крепления вкладыша 37. Основание корпуса фильеры - многоразовое, изготавливается из аустенитной стали. Сменный модуль изготавливается из износостойкой стали типа 40Х с закалкой на 38-42 HRC. Вкладыши 38 (фиг. 9), четыре штуки, выполнены из изоляционного материала, а четыре других вкладыша 39 из металла с антифрикционными свойствами. Изоляционные вкладыши 38 располагаются между ребрами, входящими в один сварочный контур (эти ребра свариваются контактным сварочным роликом 12 от одного сварочного трансформатора 40). Изоляционный вкладыш 38 имеет небольшой ресурс и из-за этого не очень хорошо позиционируют ребра на трубе, но они в контуре исключают шунтирование по цепочке «сварочный ролик-ребро-вкладыш-ребро-сварочный ролик», тем самым предотвращая появление дефектов типа «прижег» на стенках ребер. Металлические вкладыши 39 имеют большой ресурс работы и хорошо позиционируют ребра на трубе. При сочетании в предложенной последовательности металлических вкладышей 39 и изоляционных 38 увеличивается ресурс работы последних до 5 раз, уменьшается трудоемкость обслуживания линии, повышается качество оребренных труб.
Автоматическая сварочная машина подготавливается к работе и работает следующим образом:
Перед запуском машины в производство, а также с периодичностью, один раз в месяц, настраивается соосность приводов сжатия контактного сварочного ролика путем регулирования их положения механизмом регулирования положения продольной оси привода сжатия контактного сварочного ролика. При запуске машины в производство, а также с периодичностью, например, 1-2 раза в год, механизмом позиционирования настраивается соосность задней части фильеры по отношению к оси контактного сварочного ролика. Перед началом сварки каждую смену необходимо отрегулировать положение контактных сварочных роликов относительно ребер таким образом, чтобы несовпадение их осей симметрии не превышало 0,2 мм. Труба и восемь корытообразных ребер одновременно подаются тянущей тележкой в зону сварки под контактные сварочные ролики. В зоне сварки корытообразные ребра прижимаются к трубе с контролируемым усилием контактными сварочными роликами, и к ним посредством роликов подводится по заданной циклограмме сварочный ток. Тележка, входящая в состав автоматической сварочной машины, обеспечивает равномерное перемещение трубы и привариваемых ребер с регулируемой скоростью сварки.
Автоматическая сварочная машина для продольного оребрения труб позволяет получать качественные продольно-оребренные трубы и благодаря восьмиреберной конструкции позволяет увеличить теплообменные характеристики теплообменной аппаратуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для продольного оребрения труб | 1986 |
|
SU1454617A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для оребрения труб | 1982 |
|
SU1209391A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ НА ТРУБОПРОВОДЕ | 2001 |
|
RU2196930C1 |
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 1972 |
|
SU348338A1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |





Изобретение относится к автоматической сварочной машине для продольного оребрения труб и может найти применение в различных отраслях энергомашиностроения. Сварочная машина содержит размещенные симметрично по окружности прижимные узлы с толкающими пневмоцилиндрами, приводом сжатия и прижимающими и подводящими сварочный ток контактными сварочными роликами, фильеру, позиционирующую ребра по отношению к трубе и прижимным узлам, с окнами для прохода роликов и механизмом позиционирования фильеры. Каждый прижимной узел имеет механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика и механизм регулирования контактного сварочного ролика. Механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика состоит из направляющей привода сжатия, двух эксцентриковых регуляторов, корпуса привода сжатия, шарового шарнирного узла, регулировочной контргайки, крепежного винта и двух бронзовых сухарей. Механизм регулирования контактного сварочного ролика состоит из втулки правой и левой, гайки правой и левой, щеки правой и левой, крепежных винтов и болта. Фильера содержит механизм позиционирования задней части фильеры по отношению к оси контактного сварочного ролика. Упомянутый механизм содержит корпус фильеры, центратор корпуса фильеры, стойку радиальную, стойку осевую, талреп, центратор талрепа, контактный сварочный ролик, плиту. Количество прижимных узлов соответствует восьми одновременно привариваемым ребрам. Технический результат заключается в повышении качества сварных продольно-оребренных труб, в том числе малого диаметра, с плотно расположенными «узкими» корытообразными ребрами и увеличении теплообменных характеристик теплообменной аппаратуры за счет сварки восьмиреберной конструкции. 1 з.п. ф-лы, 9 ил.
1. Автоматическая сварочная машина для продольного оребрения труб, содержащая размещенные симметрично по окружности прижимные узлы с толкающими пневмоцилиндрами, приводом сжатия и прижимающими и подводящими сварочный ток контактными сварочными роликами, фильеру, позиционирующую ребра по отношению к трубе и прижимным узлам, с окнами для прохода роликов и механизмом позиционирования фильеры, отличающаяся тем, что каждый прижимной узел имеет механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика и механизм регулирования контактного сварочного ролика, при этом механизм регулирования положения продольной оси привода сжатия контактного сварочного ролика состоит из направляющей привода сжатия, двух эксцентриковых регуляторов, корпуса привода сжатия, шарового шарнирного узла, регулировочной контргайки, крепежного винта и двух бронзовых сухарей, а механизм регулирования контактного сварочного ролика состоит из втулки правой и левой, гайки правой и левой, щеки правой и левой, крепежных винтов и болта, причем фильера содержит механизм позиционирования задней части фильеры по отношению к оси контактного сварочного ролика, содержащий корпус фильеры, центратор корпуса фильеры, стойку радиальную, стойку осевую, талреп, центратор талрепа, контактный сварочный ролик и плиту.
2. Автоматическая сварочная машина по п. 1, отличающаяся тем, что она содержит количество прижимных узлов, соответствующее восьми одновременно привариваемым ребрам.
| Автоматическая линия для продольного оребрения труб | 1986 |
|
SU1454617A1 |
| Устройство для оребрения труб | 1982 |
|
SU1209391A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛИЧЕСКИХ ОЛИГОМЕРОВ ДИКРЕМНИЙОРГАНИЧЕСКИХ СОЕДИНЕНИЙ | 0 |
|
SU187794A1 |
| JP 2017080784 A, 18.05.2017 | |||
| CN 102099144 A, 15.06.2011. | |||

