Изобретение относится к области переработки полимерных материалов.
Цель изобретения - упрощение подготовки формы к работе.
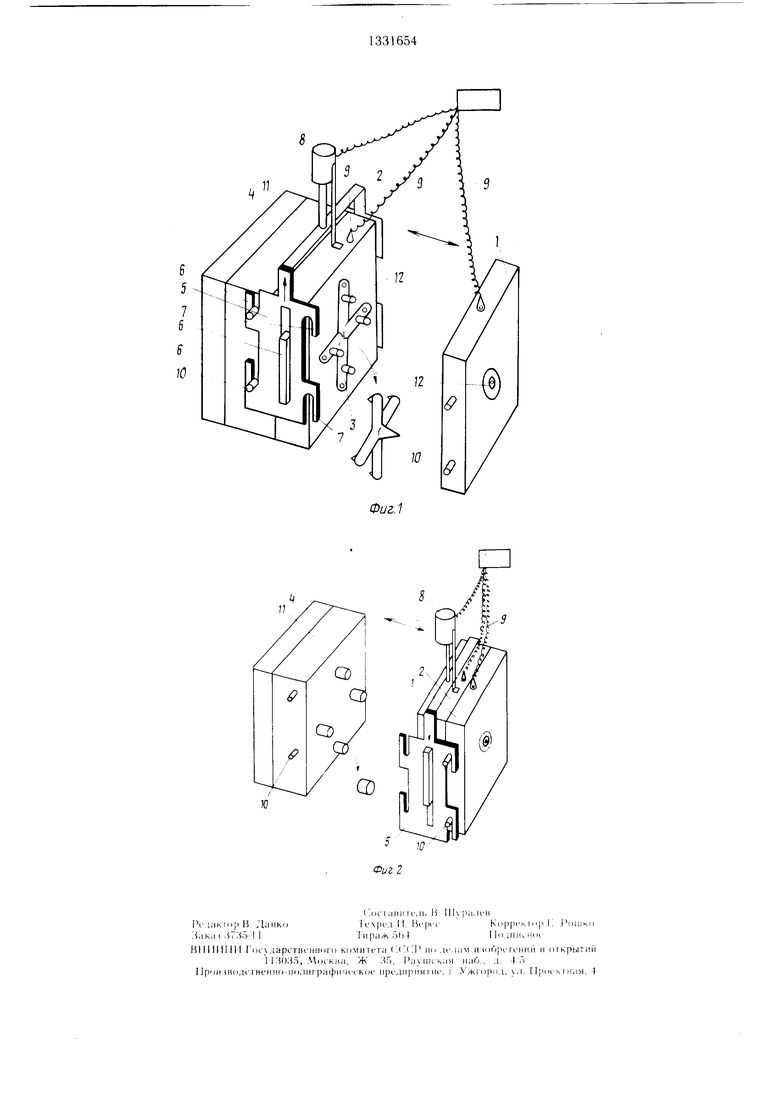
На фиг. 1 и 2 гюказана литьевая форма при раз.1ичны. но. южениих плиты матриц.
Форма содержит неподвижную литниковую ПЛИ1У 1 и подвижную плиту матриц 2 с выполненными на сонряженпы.ч поверхно- стях 11,1нг i ia3BO,iiuiuiMH .титниковыми каналами 3, подвижную плиту нуансонов 4, выталкивающую систему, замковый механизм в виде боковых захватов 5 для соединения подвижной плиты матриц 2 со смежными плитами неподвижной литниковой плитой 1 п П/1ИТОЙ сьема.
BoKOBiiie захваты 5 установлены на подвижной плите матриц 2 с возможностью вертикальпого перемещения и выполнены с па)Н1)1ми, противоположно направленными зацепами ( и 7 соответственно.
Кроме гого. форма снабжена дифференциальной гермопарой и блоком управления, включающим уси, 1итель и у,1емент сравнения, связанным с приводом 8 боковых захватов, механи.шом раскрытия формы, дифферен- пиальпой термопарой 9, спаи которой распо- ложепы и неподвижной литниковой плите и и подвпжно11 п,1иге матриц. Для взаимодействия с запепами В и 7 предусмотреть штифты 1(1 в 11е11одииж И)11 ,1итниковой плите и и плигс 11 сы ма. Для удаления литников пре... мо ;-рс)П)1 ИЫ1 алкпватели 12.
Такое консгрукгинное решение позволяет ч просткгь п(.1дготовку формы к работе, так как 11рсдв 1)тел1)Н1)1Й нагрев .литниковой спс- гемь ()с 1ш сги.1яогся неско.лькимь впрысками расилаиа по.лимера. к результате чеголит- |Ц1Ковая сисгема нагревается, причем в этот период ((liiiiMa, работает Ei автоматическом р1 жимс-.
Литьевая форма работает следующим образом.
В начале подюговки формы к работе захвать находя гея в верхнем положении для обеспечения соединения 11.:1иты е ьема и подвижной плиты мат рип 2. Производятся впрыски расплава полимера, при этом форма периодически раскрывается и отливки удаляются. Это производится по сигналу блока управления, который сравнивает сигнал дифференциальной термонары с заданным параметром. По достижении разности температур между неподвижной литниковой плитой I и подвижпой плитой матриц 2, равной 55-
, форма может быть переведена на рабочий режим, для чего по команде блока управления захваты перемещают в нижнее положение - для соединения подвижной плиты матриц с неподвижной литниковой плитой.
Подготовка формы к работе производится
:.а 3 - 4 мин. Достаточ}ю 5--б впрысков расплава для достижения необходимой темпе ратуры стенок .тптпиковых каналов.
20
Формула и. юоретения
Литьевая фор.ма для изготовления по- .чимерпых изделий, содержащая неподвижную литниковую плиту и подвижную плиту матриц с выполненными на сопряженных.
5 поверхностях этих плит разводящими литниковыми каналами, подвижную плиту пуансонов, выталкивающую систему, замковый механизм в виде боковых захватов для соеди- нения подвижной плиты матриц со смеж- пыми плитами и механизм раскрытия форQ мы, отличающаяся гем, что, с целью ускорения подготовки формы к работе, боковые захваты установлены па подвижной плите .матри 1 с возможпостью вертикального перемещения, снабжены приводом и выполнены с парными, против(зположно направленными
5 зацепами, при этом форма снабже}1а дифференциальной термопарой и блоком управления, включающим уси.литель и элемент сравнения, связанным с приводом боковьгх захватов, механизмом раскрытия формы и ди(1)фере)1циальной термопарой, спаи которой
0
расположены в неподвижной „штниковой пли- ге и в подвижной плите матриц.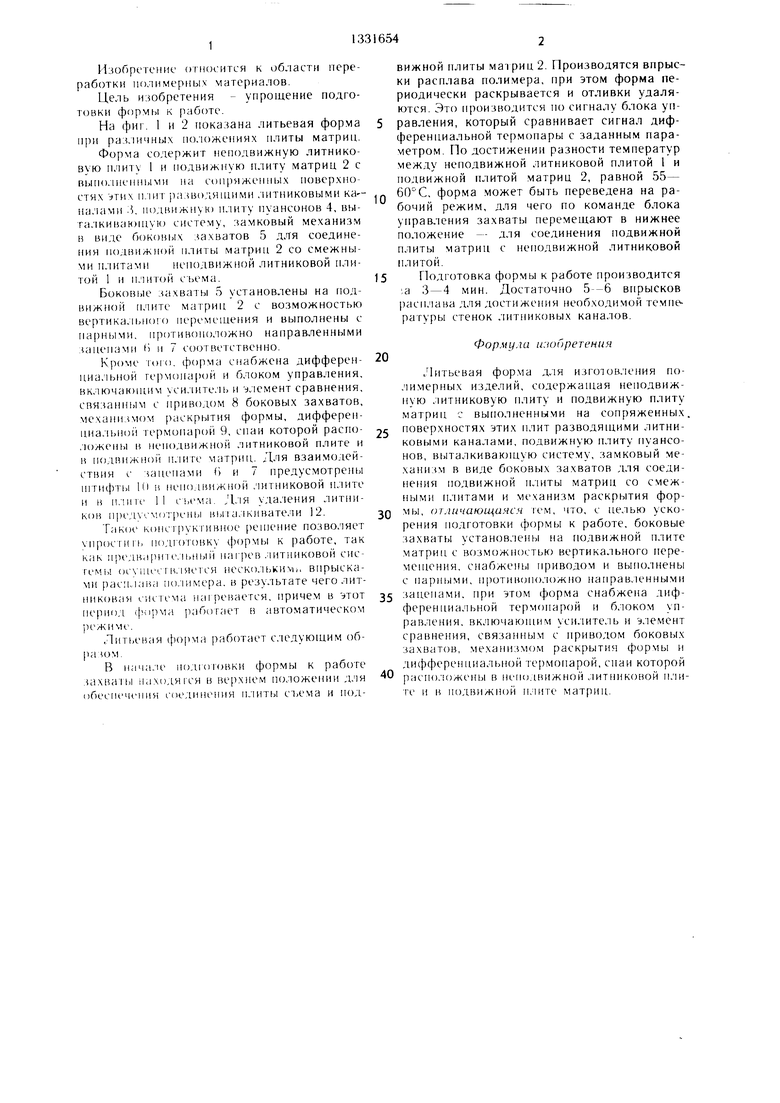
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания | 1986 |
|
SU1348200A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1131668A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма | 1987 |
|
SU1435470A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1260230A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1147586A1 |
Литьевая форма содержит неподвижную литниковую плиту (ЛП), подвижные плиты матриц (ПМ) и пуансонов, расположенную между ними плиту съема, блок управления (БУ) с дифференциальной термопарой и подвижные захваты для соедине ния ПМ с плитой съема или с ЛП. Для ускорения подготовки формы к работе производятся впрыски расплава полимера, при этом по команде БУ подвижные захваты перемешаются для рассоединения ПМ с ЛП и удаления отливок. По достижении заданной температуры литниковых каналов, конт ролируемой дифференциальной термопарой, посредством подвижных захватов сое диняется ПМ с Л.М, и форма переводится на рабочий режим. 2 ил. со со 05 ел 
l o.i;iKiop 15. Лаико :J;IK;H -i7;i5/ 1
( iinH UMi, li III) pa.u-B
ux|HM 11. Вг|ич-Ki)|iiH-K |мр i; i diiiKii
Ти p;jA oh tI Id.mill. HOI
l i)( дарстВ1 ииог(| комии Та I .C.i P no Л1мам ичоброгеиий и (пкрыти
1 1.4035, .Мг)1 кна, Ж ЗГ. 1 а пк-кая наб.. л. -t. fi Upon ии1Л1-твепп(|-11о. 1иг-рафически1 прелприи не, i )p(i.i, y.i. I IJKII-M лая. -1
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| М.: Минлегпише маш, 1983, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
