1
Изобретение относится к переработке пластмасс в изделия, а именно к формам для литья термопластов под давлением.
Известна литьевая форма горячеканального литья, содержащая систему плит с размещенной в них формующей полостью и литниковой системой, в которой для отделения литникового ка-, нала от оформляющей полости используется подпружиненный седловидный клапан, образованный конусом круглой или многогранной формы.
При впрыске сила,.создаваемая давлением расплава.на конус, больше усилия пружины и он перемещается, открывая формующую полость, которая заполняется расплавом. После этого под действием пружины конус возвращается в исходное положение и отделяет формующую полость от литникового кйнала. Изготовленное при этом изделие обладает более высоким ,
качеством, так как не имеет на поверхности следов от литника СП.
Существенным недостатком такой конструкции является то, что она может быть применена только в формах горячеканального литья, так как при обычном литье конструкция клапана не позволяет удалить литник из формы.
Горячеканальное литье является более энергоемким, с большей, чем при обычном литье, продолжительностью цикла.
Наиболее близкой по технической сущности к предлагаемой является литьевая форма для изготовления изделий из пластмасс, содержащая систему плит с размещенной в них формующей полостью, литниковой системой и установленные соосно зацеп и литни ковую втулку Г2.
Впускной литник в такой форме очень малого диаметра (0,8-,1 мм). При впрыске расплав полимера через впускной литник заполняет формующую
полость, а после затвердения при раскрытии формы Литник отрывается от детали в месте точечных впусков, так как он остается на зацепе и вместе с ним выходит из литникового канала,
В такой литьевой форме не предусмотрено разобщение формующей полос-i ти от литникового канала и вследствие этого на детали остается след от литника, что ухудшает качество поверхности детали. Кроме того, через впускной литник малого сечения невозможно отливать крупногабаритные детали.
Цель изобретения - улучшение качества изделий и обеспечение возможности изготовления крупногабаритных деталей.
Указанная цель достигается тем, что в литьевой форме для изготовления изделий из пластмасс, содержащей систему плит с размещенной в них формующей полостью, литниковой системой и установленные соосно зацеп и литниковую втулку, последняя выполнена в виде клапана, установленннго с возможностью перемещения относительно зацепа, наружный размер которого равен размеру.выходного отверстия клапана , причем разност% площадей проекции торцовой поверхности клапана со стороны оформляющей полости и проекции поверхности клапана со стороны подводящего литника на плоскость, нормальную к направлению движения клапана, больше величины, равной отношению силы трения скольжения клапана к давлению расплава.
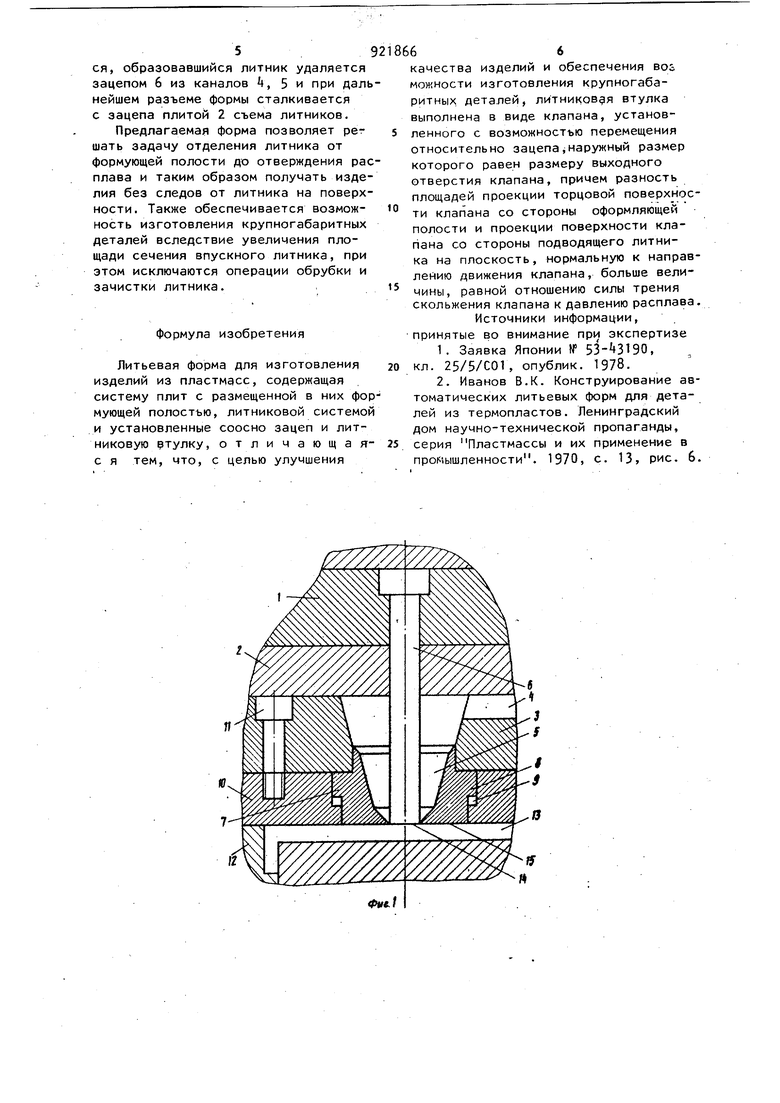
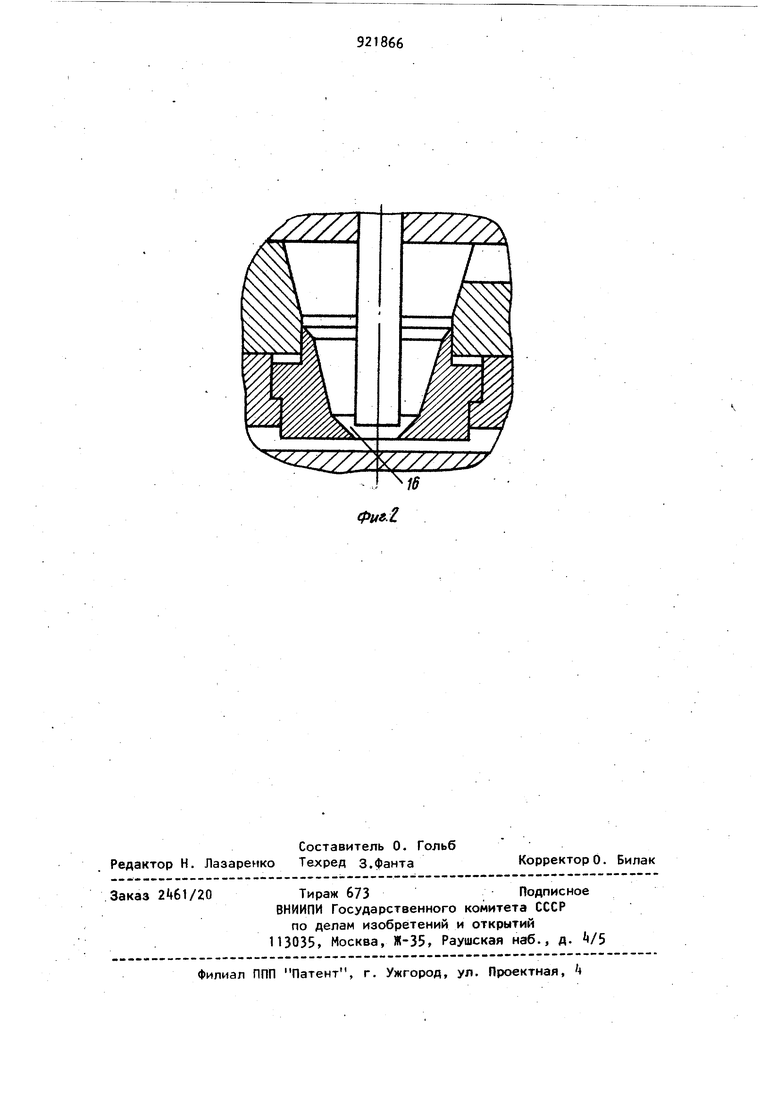
На фиг. 1 изображена литьевая форма, разрез; на фиг. 2 - клапан в открытом положении.
Форма содержит неподвижную полуформу, смонтированную на-опорной плите 1 и состоящую из плиты 2 съема литников, которая прилегает к литниковой плите 3 с разводящими литниками и подводящим литниковым каналом 5. соосно которому установлен зацеп 6 и клапан 7, бурт 8 которого находится в пазу 9 держателя 10, скрепленного винтами 11 с литниковой плитой, и подвижную полуформу 12, в которой выполнена формующая полость 13, часть которой образуется торцовой поверхностью 1 зацепа и торцовой поверхностью 15 клапана. Клапан 7 установлен в держателе 10 с возможностью перемещения за счет того, что
высота бурта 8 клапана меньше глубины паза 9 держателя.
При перемещении клапана 7 в сторону формующей полос;ти 13 между ним и зацепом 6 образуется впускной литник 16. Диаметр, а следовательно и площадь торцовой поверхности 15 клапана 7, сделаны больше диаметра и площади клапана со стороны подводящего литникового канала 5.
Таким образом при равенстве давлений расплава с обеих торцов клапана
сила, возникающая от давления
расплава на,торцовую поверхность 15, больше силы, возникающей от давления расплава на поверхность клапана со стороны подводящего литникового канала 5. Разность этих сил перемещает клапан 7 в сторону зацепа 6.
Торцовая поверхность 15 клапана 7 может быть и не перпендикулярна направлению движения клапана , а также может быть и не плоской поверхностью например сферической, волнистой, ребристой и т.п. Форма клапана может быть не только кРУлой, но и многогранной, эллиптичecкQЙ и т.п. Во всех этих случаях необходимо чтобы разность площадей проекции торцовой поверхности клапана со стороны оформляющей полости и проекции поверхности клапана со стороны подводящего литника на плоскость, нормальную к направлению движения клапана, была больше величины, равной отношению силы трения скольжения клапана к давлению расплава.
Форма работает следующим образом. . Во время впрыска расплав заполняет подводящий литниковый канал 5. и под давлением расплава клапан 7 перемещается в формующую полость 13 до упора буртом 8 в держатель 9, так как сила давления расплава на клапан больше силы трения скольжения. При этом между клапаном 7 и зацепом 6 образуется впускной литник 16, через который расплав заполняет формующую полость 13. После заполнения формующей полости 13. давление в ней и подводящем литниковом канале выравнивается и клапан 7 под действием возникающей разности сил перемещается в сторону зацепа 6 и закрывает впускной литник 16, отделяя при этом подводящий литник 5 от формующей полости 13 до отверждения расплава. После отверждения изделия форма раскрывается, образовавшийся литник удаляется зацепом 6 из каналов , 5 и при дальнейшем разъеме формы сталкивается с зацепа плитой 2 съема литников,
Предлагаемая форма позволяет per шать задачу отделения литника от формующей полости до отверждения расплава и таким образом получать изделия без следов от литника на поверхности. Также обеспечивается возможность изготовления крупногабаритных деталей вследствие увеличения площади сечения впускного литника, при этом исключаются операции обрубки и зачистки литника.
Формула изобретения
Литьевая форма для изготовления изделий из пластмасс, содержащая систему плит с размещенной в них фор мующей полостью, литниковой системой и установленные соосно зацеп и литниковую этулку,отличающаяс я тем, что, с целью улучшения
качества изделий и обеспечения воь можности изготовления крупногабаритных, деталей, литниковая втулка выполнена в виде клапана, установленного с возможностью перемещения относительно зацепа наружный размер которого равен размеру выходного отверстия клапана, причем разность площадей проекции торцовой поверхности клапана со стороны оформляющей полости и проекции поверхности клапана со стороны подводящего литника на плоскость, нормальную к направлению движения клапана, больше величины, равной отношению силы трения скольжения клапана к давлению расплава.
Источники информации, принятые во внимание при экспертизе
1,Заявка Японии № , 0 кл. 25/5/С01, опублик, 1978,
2,Иванов В,К, Конструирование автоматических литьевых форм для деталей из термопластов. Ленинградский дом научно-технической пропаганды,
серия Пластмассы и их применение в промышленности. 1970, с, 13, рис. 6,

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| ГОРЯЧЕКАНАЛЬНЫЙ БЛОК МНОГОГНЕЗДНОЙ ЛИТЬЕВОЙ ФОРМЫ ДЛЯ ТЕРМОПЛАСТОВ | 1984 |
|
RU2032543C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500493A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1995 |
|
RU2099190C1 |
а
А
Фил}
