/ «
САЭ
9д 9д
tX)
2. Литьевая форма по п. 1, о т л и- со стороны матрицы частью , котем, что Литниковая торая установлена с возможностью
чающаяся
составной
втулка выполнена в совмещения с выходами светово дольном направлении с подвижной
1131668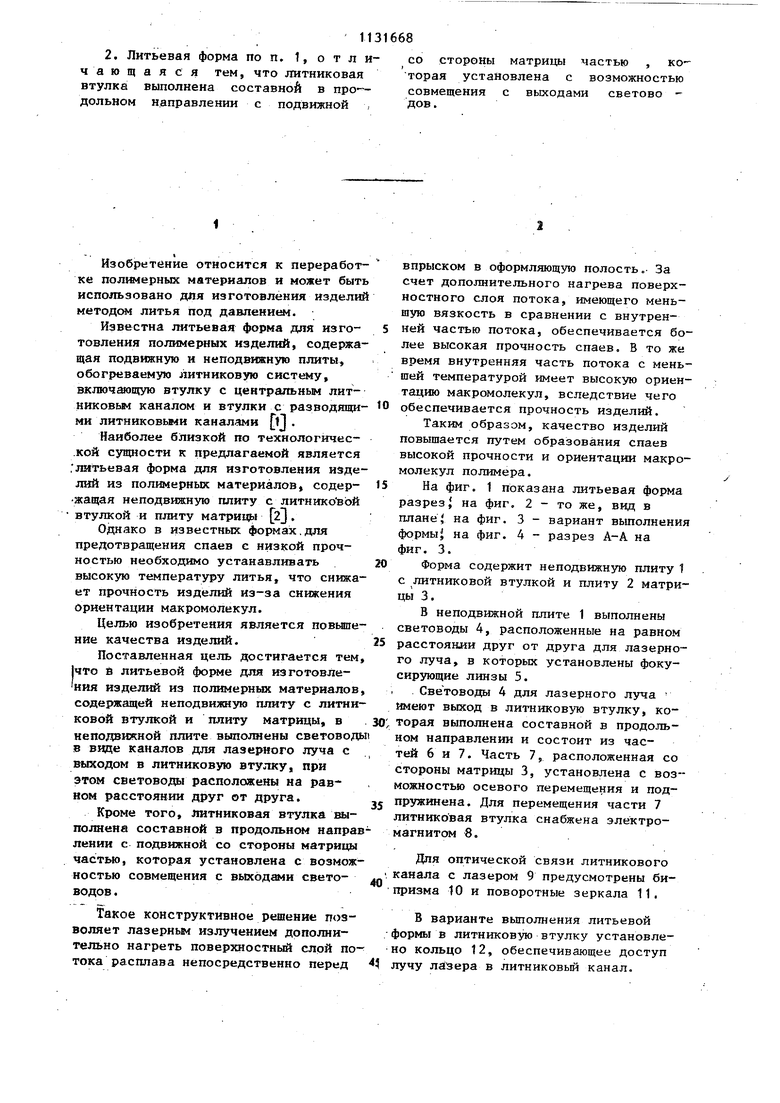

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1976 |
|
SU604703A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1123861A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595663A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1331654A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1981 |
|
SU1013298A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 1989 |
|
RU2072304C1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
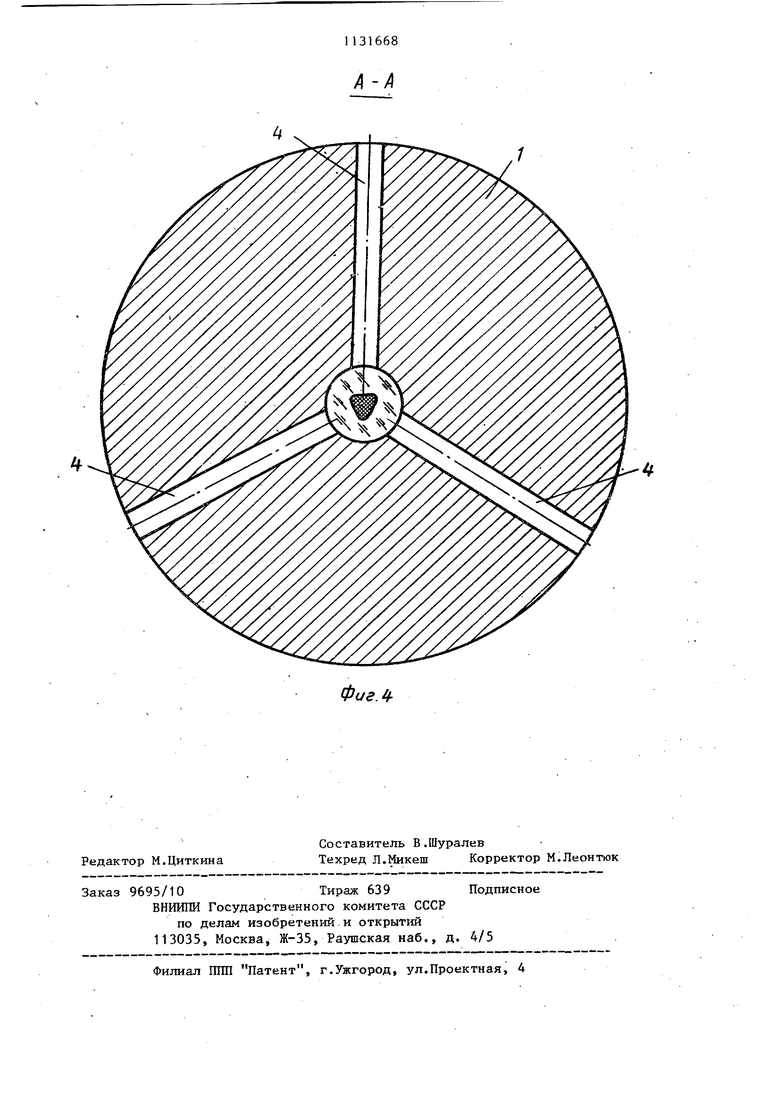
1. ЛИТЬЕВАЯФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая неподвижную плиту с литниковой втулкой и плиту матрицы, отличающаяся тем, что, с целью повьшения качества изделий, в неподвижной плите выполнены световод:) в виде каналов для лазерного луча, с выходом в литниковую вгулку, при этом световоды расположены на равном расстоянии друг от друга.
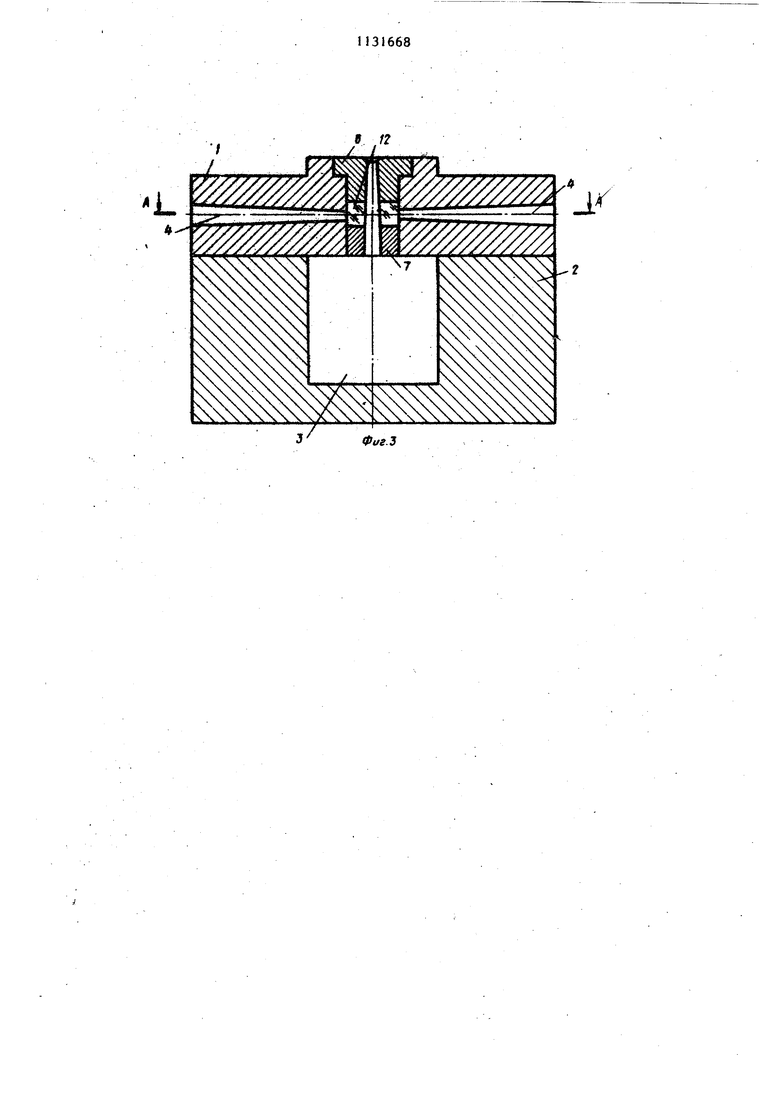
Изобретение относится к переработке полмигерных материалов и может быть использовано для изготовления изделий методе литья под давлением. Известна литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, обогреваемую литниковую систему, включающую втулку с центральным литниковьм каналом и втулки с разводящими литниковьми каналами . Наиболее близкой по технологичес.кой сущности к предлагаемой является ,литьевая форма для изготовления изделий из полимерных материалов, содержащая неподвижную плиту с литниковЬй втулкой и плиту матрицы 2J. Однако в известных формах.для предотвращения спаев с низкой прочностью необходимо устанавливать высокую температуру литья, что снижает прочность изделий из-за снижения Ориентации макромолекул. Целью изобретения является повышение качества изделий. Поставленная цель достигается тем 1что и литьевой форме для изготовления издел} из полимерных материалов содержащей неподвижную плиту с литниковой втулкой и плиту матрицы, в неподвижной плите выполнены световоды в виде каналов для лазерного луча с выходом в литниковую втуотку, при этом световоды расположены на равном расстоянии друг от друга. Кроме того, литниковая втулка выполнена составной в продольном направ лении с подвижной со стороны матрицы частью, которая установлена с возможностью совмещения с выходами световодов. Такое конструктивное решение позволяет лазерные излучением дополнительно нагреть поверхностный слой потока расплава непосредственно перед впрыском в оформляющую полость. За счет дополнительного нагрева поверхностного слоя потока, имеющего меньшую вязкость в сравнении с внутренней частью потока, обеспечивается более высокая прочность спаев. В то же время внутренняя часть потока с меньшей температурой имеет высокую ориентацию макромолекул, вследствие чего обеспечивается прочность изделий. Таким образом, качество изделий повышается путем образования спаев высокой прочности и ориентации макромолекул полимера. На фиг. 1 показана литьевая форма разрез на фиг. 2 - то же, вид в планер на фиг. 3 - вариант выполнения формыJ на фиг. 4 - разрез А-А на фиг. 3. Форма содержит неподвижную плиту 1 с литниковой втулкой и плиту 2 матрицы 3. В неподвижной плите 1 выполнены световоды 4, расположенные на равном расстоянли друг от друга для лазерного луча, в которых установлены фокусирующие линзы 5. Световоды 4 для лазерного луча имеют выход в литниковую втулку, которая выполнена составной в продольном направлении и состоит из частей 6 и 7. Часть 7, расположенная со стороны матрицы 3, установлена с возможностью осевого перемещения и подпружинена. Для перемещения части 7 литниковая втулка снабжена электромагнитом 8. Для оптической связи литникового канала с лазером 9 предусмотрены бипризма 10 и поворотные зеркала 11, В варианте вьшолнения литьевой формы в литниковую втулку установлено кольцо 12, обеспечивающее доступ лучу лйзера в литниковый канал.
Форма работает следующим образом.
Перед впрыском полимерного материала составная литниковая втулка находится в разомкнутом положении, что обеспечивает доступ лазерному пучу в литниковый канал. Лазер 9 ге11ерирует излучение для нагрева, например, полиэтилена с длиной волны .10,6 мкм. Излучение разделяется бипризмой 10 на лучи, которые направляют - ся поворотньми зеркалами 11 с световоды 4. При прохождении по литниковому каналу поверхностный слой потока
;g:il Jl i IIVJl- &
полимерного материала нагревается лз чами лазера 9 и поступает в матрицу 3, после заполнения которой электромагяитом 8 по команде снстеьш управления часть 7 литниковой втулки совмецается с выходами световодов, таким образом световоды закрываются. Одновремеино с этим лазер 9 отключается.
После технологической водерхки и охлаждения изделие удаляется из матрицы.
Использование нзобретеиия позволит повысить качество изделий.
Фиг л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Манихин Ю.П | |||
| Многогнездные автоматизировг нные литьевые формы для изделий из термопластов | |||
| Л., ЛДНТП, 1970, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горячеканальная литьевая формадля пОлиМЕРНыХ издЕлий | 1979 |
|
SU844348A1 |
| Солесос | 1922 |
|
SU29A1 |
