Известен способ производства стеклянных -изделий (флаконов) с заданным диаметром горла, путем предварительного и окончательного форлгования формовочныл и роликами -из стеклянных трубок, на горизонтальных машинах. Однако диаметр горла изделий иногда получается больше номннал1:1;Ного размера из-за увеличенной толш:ины стенки стеклянной трубчатой заготовки, ее длины или недостаточного разогрева. В такОМ случае, уменьшить диаметр горла формуюп ими роликами невозможно, так как они закреплены компенсируюш;ими прижимами, не позволяюш:ими регулировать их положение.
В предложенном при,спо СОблении этот недостаток устранен нзтем жесткого закрепления формуюш,их роликов, в период окончательной калибруюш.ей формовки, в нужном положении.
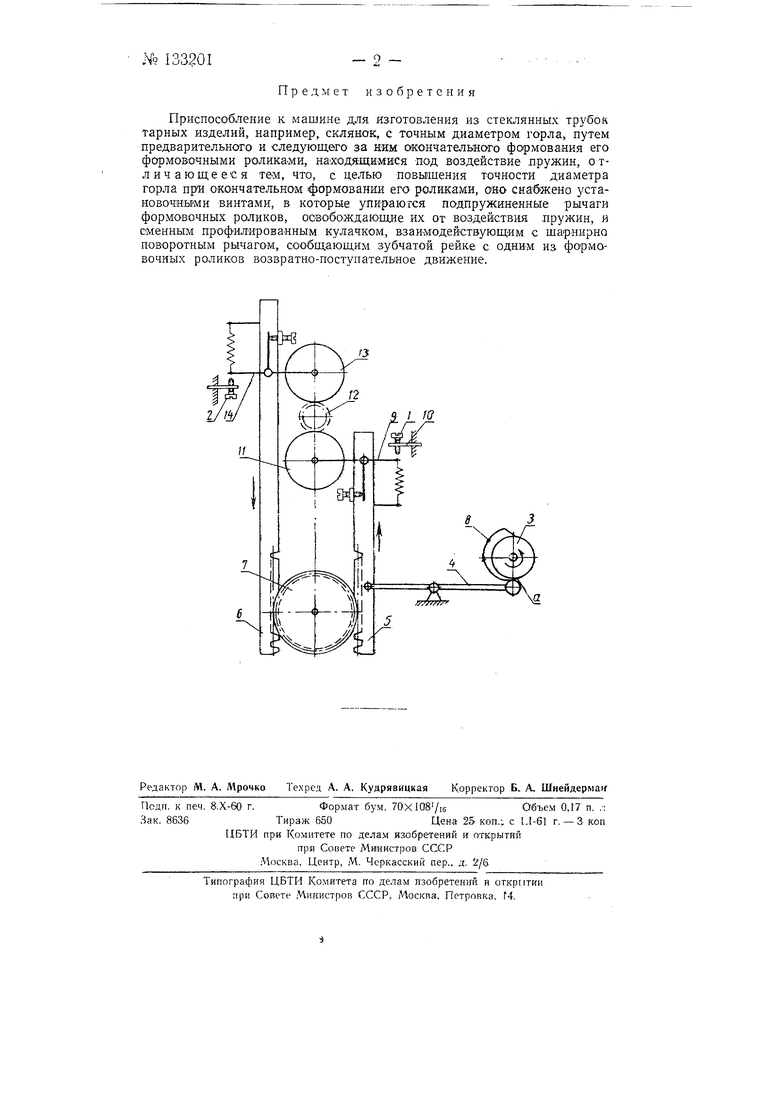
На чертеже изображена схема приспособления.
Приспособление состоит из установочных винтов 1 и 2, сменного профилированного кулачка 3, шарнирно поворотного рычага 4, зубчатых реек 5 и б и зубчатого ко.чеса 7.
Сначала, как и по известному способу, производится предварительная формовка горла с несколько большим диаметром. Во время окончательной формовки сменный профилированный кулачок 3 вращением устанавливается в положение, когда точка 8 кривой кулачка, соответствующая нужному диаметру горла, будет внизу.
Кулачок действует на шарнирно поворотный рычаг 4, который изменит положение рейки 5 со омонтирозанным на ней подпружиненным рычагом 9. Рычаг 9 упрется в установочный винт /, полол :ение )оторого в кронштейне 10 соответствует нужному диаметру горла. Таким образом, формующий ролик 11 примет положение, нужное для ка.тибрующей формовки горла 12. В то же время другой формующий ролик 13 установится в калибрующее положение через зубчатое колесо 7 рейкой 6 и несущий его рычаг 14 упрется в другой установочный винт 2.
Таким образом, формующие ролики на период окончательного формования жестко закрепляются в нужном положении и придают горлу изделия нужный диаметр.
Предмет изобретения
Приспособление к машине для изготовления из стек 1янных трубок тарных изделий, например, склянок, с точным диаметром горла, путем предварительного и следующего за ним окончательного формования его формовочными роликами, находящимися под воздействие .пружин, отличающееся тем, что, с целью повышения точности диаметра горла ири окончательном формовании его роликами, оно снабжено установочными винтами, в которые упираются подпружиненные рычаги формовочных роликов, освобождаЮЩие их от воздействия .пружин, и сменным проф-илированным кулачком, взаимодействующим с шарнирно поворотным рычагом, сообщающим зубчатой рейке с одним из- формовочных роликов возвратно-поступательное движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для разрезки стеклянных трубок | 1961 |
|
SU150210A1 |
| Устройство для сортировки цилиндрических изделий | 1955 |
|
SU103855A1 |
| Машина для резки стеклянных трубок | 1960 |
|
SU132375A1 |
| Устройство для шлифования наружной поверхности торцового конического выступа ("канюли") корпуса медицинского шприца под инъекционную иглу | 1960 |
|
SU134576A1 |
| Машина для разрезки стеклянных трубок | 1957 |
|
SU113793A1 |
| СТЕКЛОВЫДУВАТЕЛЬНАЯ МАШИНА | 1932 |
|
SU46844A1 |
| Станок для плющения и формовки зубьев рамных и круглых пил | 1955 |
|
SU117025A2 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
| Стекловыдувательная машина | 1930 |
|
SU45559A1 |