Предложение касается стекловыдувательной машины с несколькими предварительными к отделочными формами, соответственно служащими для автоматической загрузки стеклом, передачи заготовки в отделочные формы и окончательной выдувки изделий. В предлагаемой стекловыдувательной машине отделочные формы снабжены собственными формуюш,ими устройствами, действуюш,ими во время движения несуш,их формы столов, приводимых во вращение с краткими периодами остановок, во время которых происходит заполнение стеклом очередной предварительной формы и передача отформованной заготовки из соответствующей предварительной формы в окончательную, а самая выдувка производится на ходу вращения упомянутых столов. Для автоматического заполнения предварительных форм расплавленной стеклянной массой применен наполняемый стеклом резервуар, поворотно установленный на подвижной вверх и вниз оси так, что поверхность стеклянной массы в период остановки
машины подводится к устью предварительной формы. В другой форме выполнения предлагаемой машины упомянутый резервуар в целях качания вокруг горизонтальной оси установлен на шарнире и снабжен продольной и поперечными перегородками, служащими для перемещения стеклянной массы в определенном направлении.
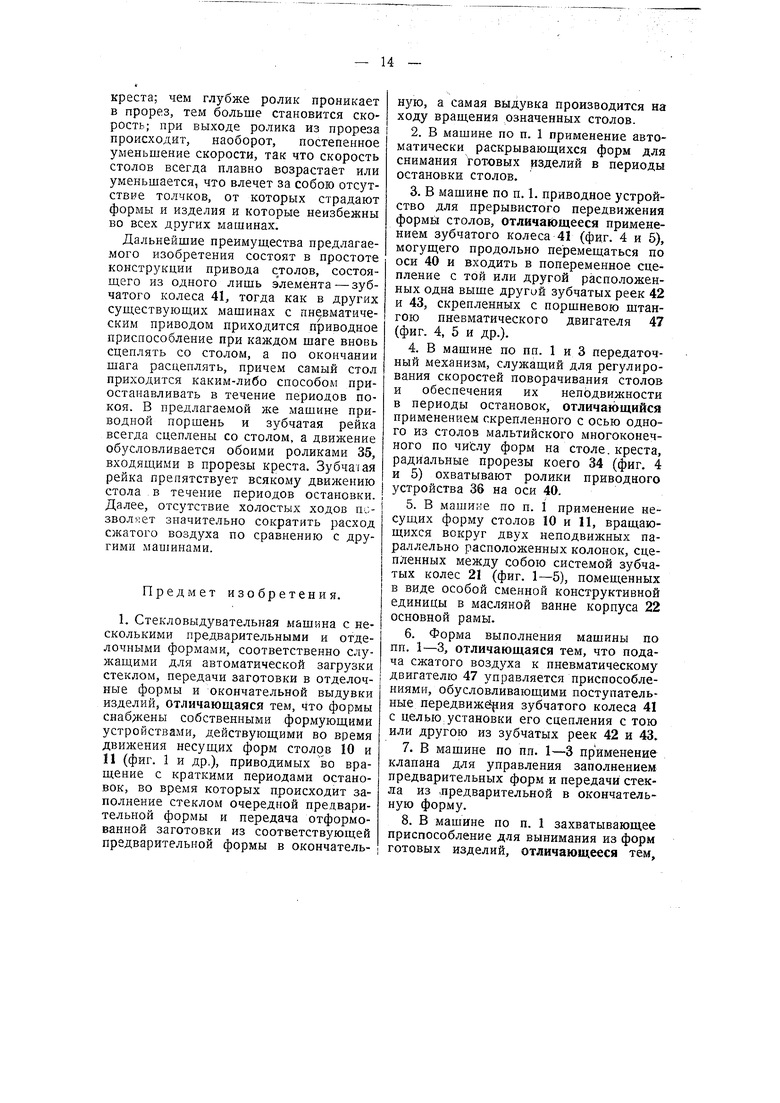
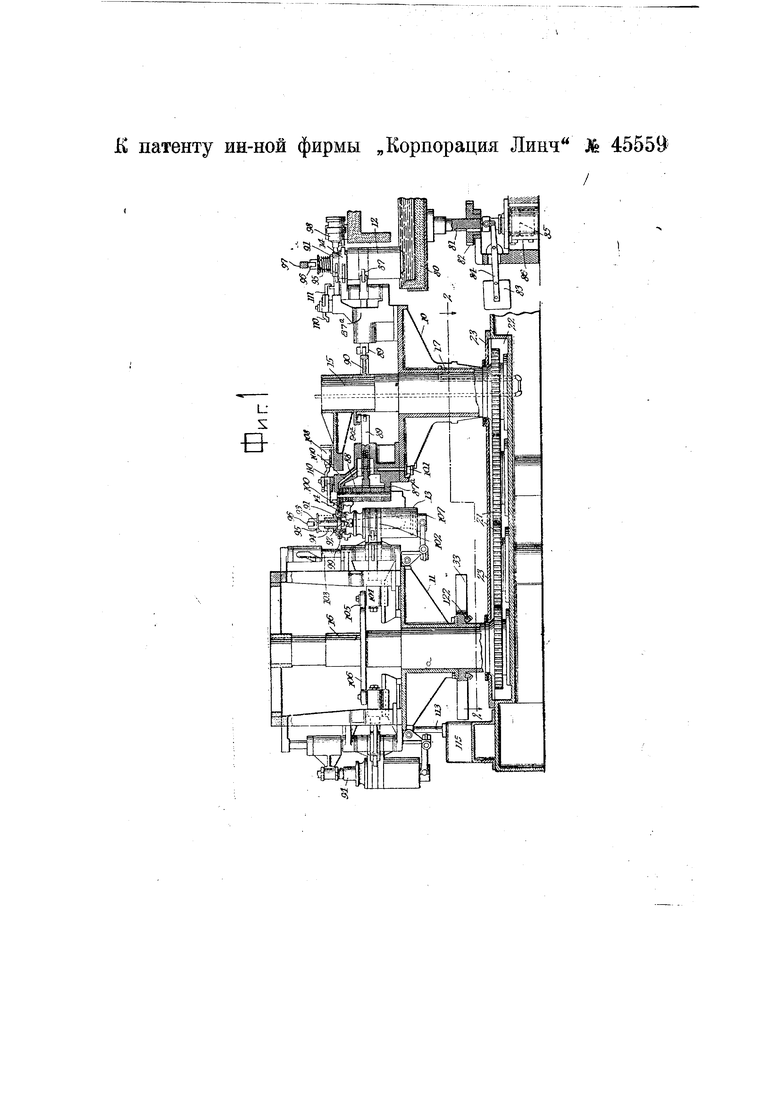
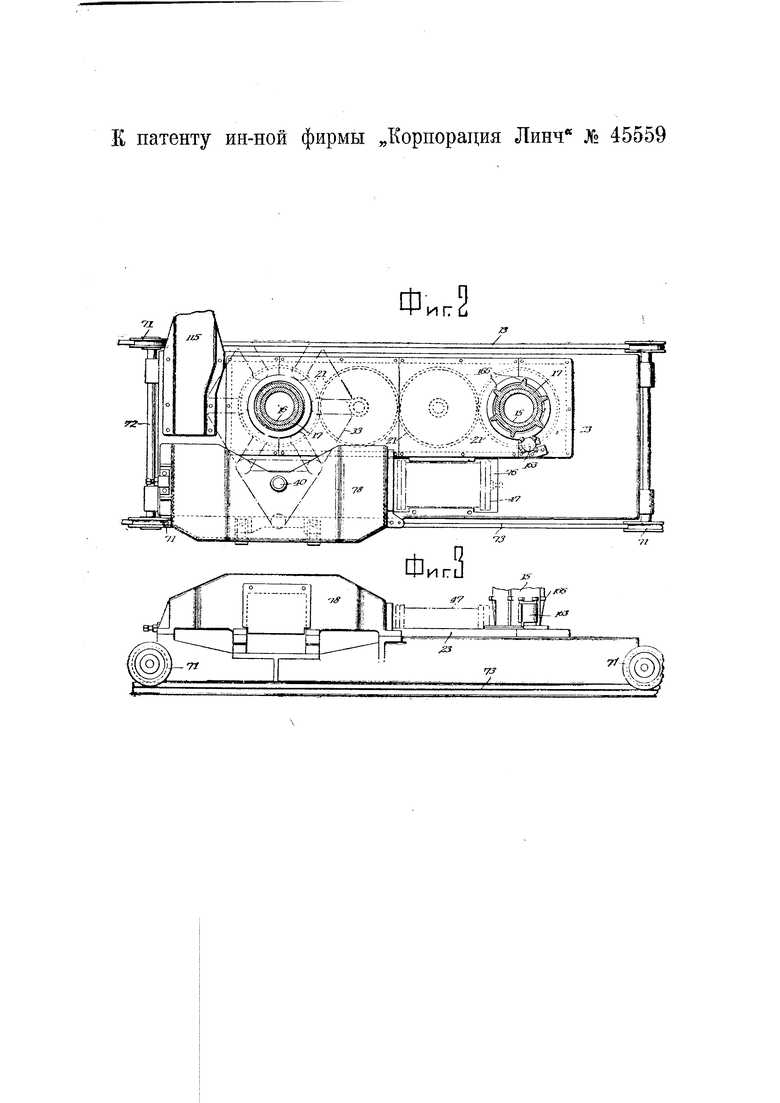
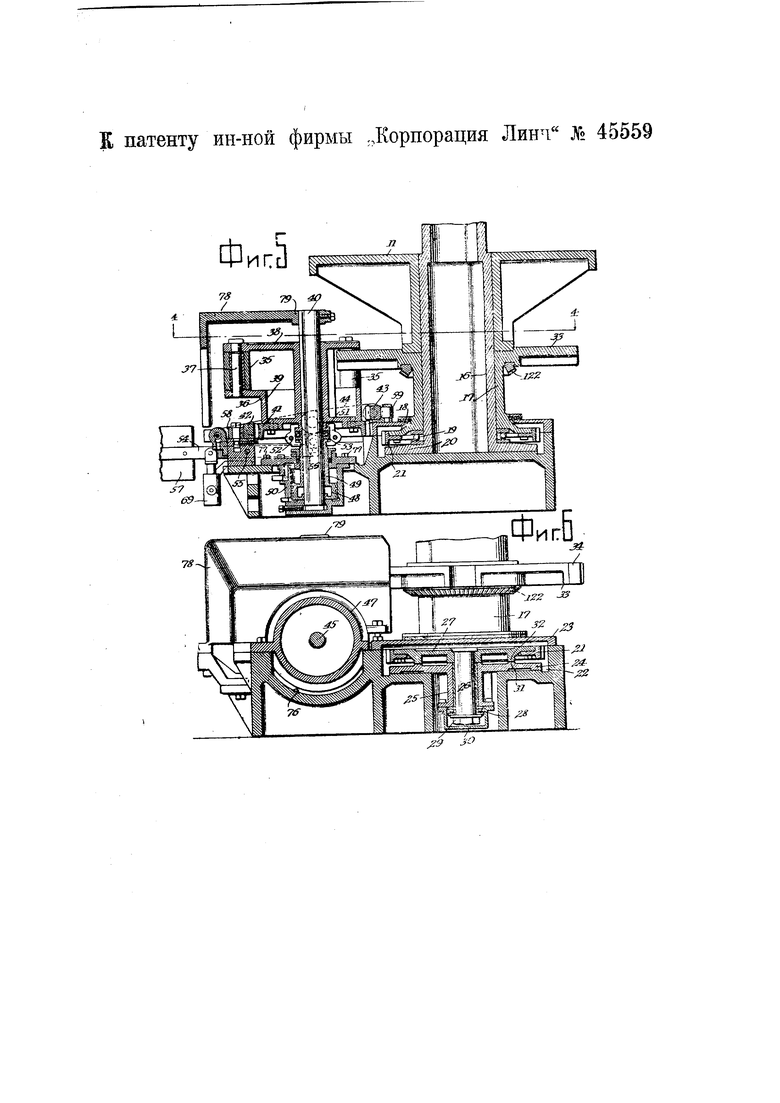
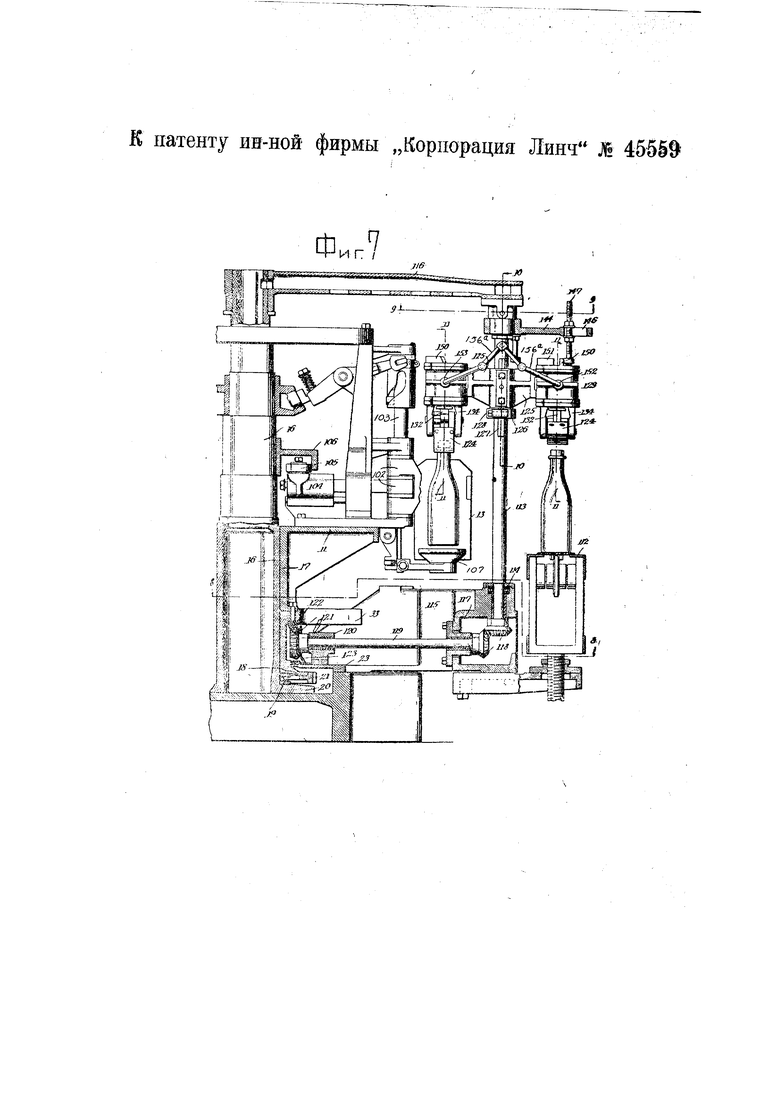
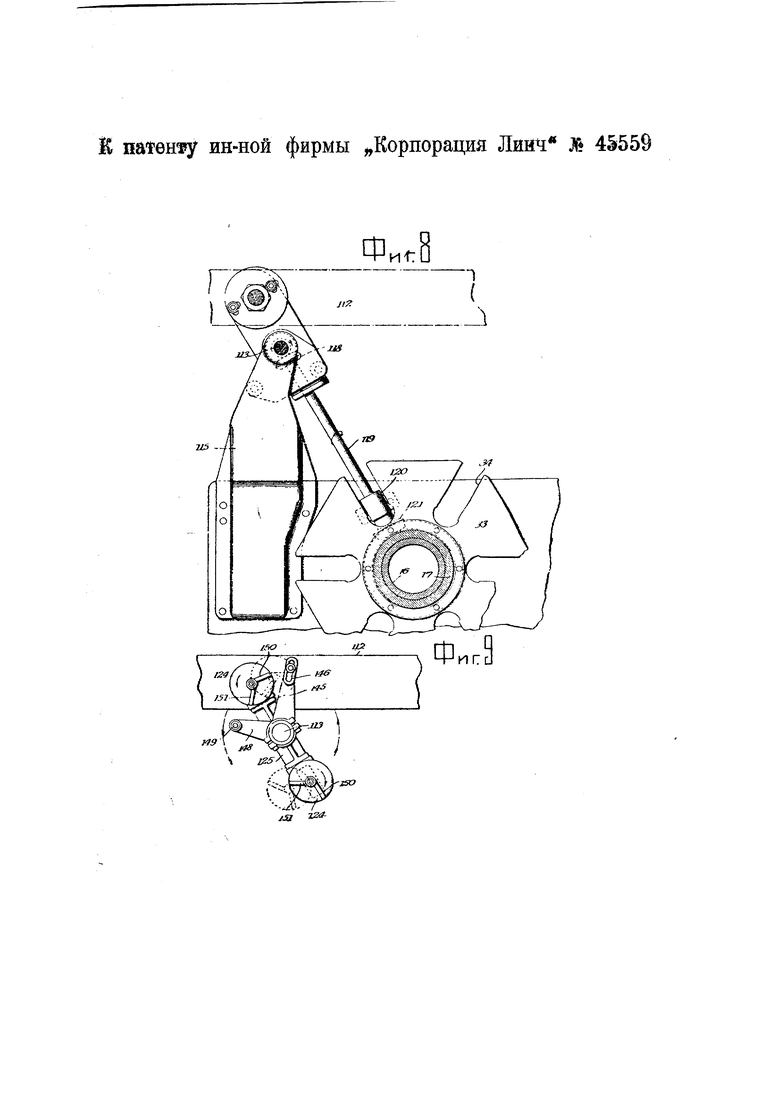
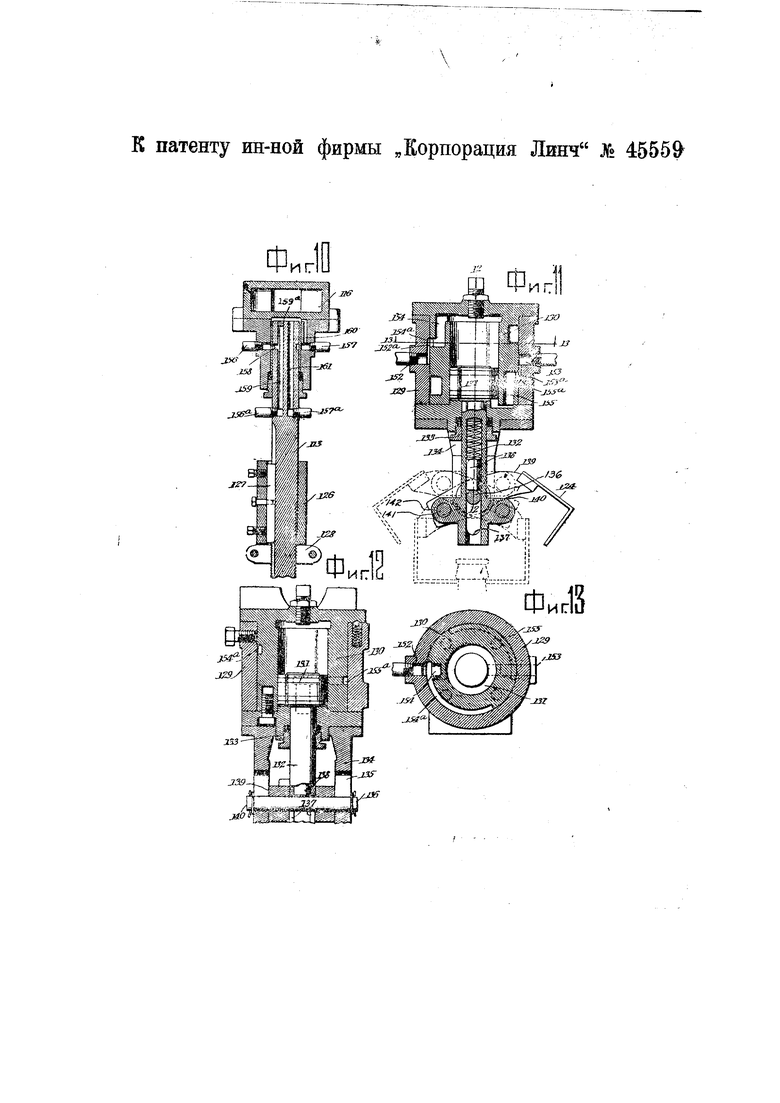
На чертеже фиг. 1 изображает продольное сечение через машину и ванну; фиг. 2-сечение вдоль линии 2-2 фиг. 1; фиг. 3 - вид сбоку основной пластины И корпуса машины; фиг. 4 - горизонтальное сечение вдоль линии 4-4 фиг. 5 в увеличенном масштабе; фиг. 5 - сечение вдоль линии 5-5 фиг. 4; фиг. 6 - сечение вдоль линии 6 - 6 фиг. 4; фиг. 7 - вертикальное сечение через передаточное устройство; фиг. 8 - горизонтальное сечение вдоль линии фиг. 7; фиг. 9 - горизонтальное сечение вдоль линии 9-9 фиг. 7; фиг. 10 - сечение вдоль линии 10 -10 фиг. 7; фиг. 11-деталь захватывающего приспособления.в сечении вдоль линии 11 -
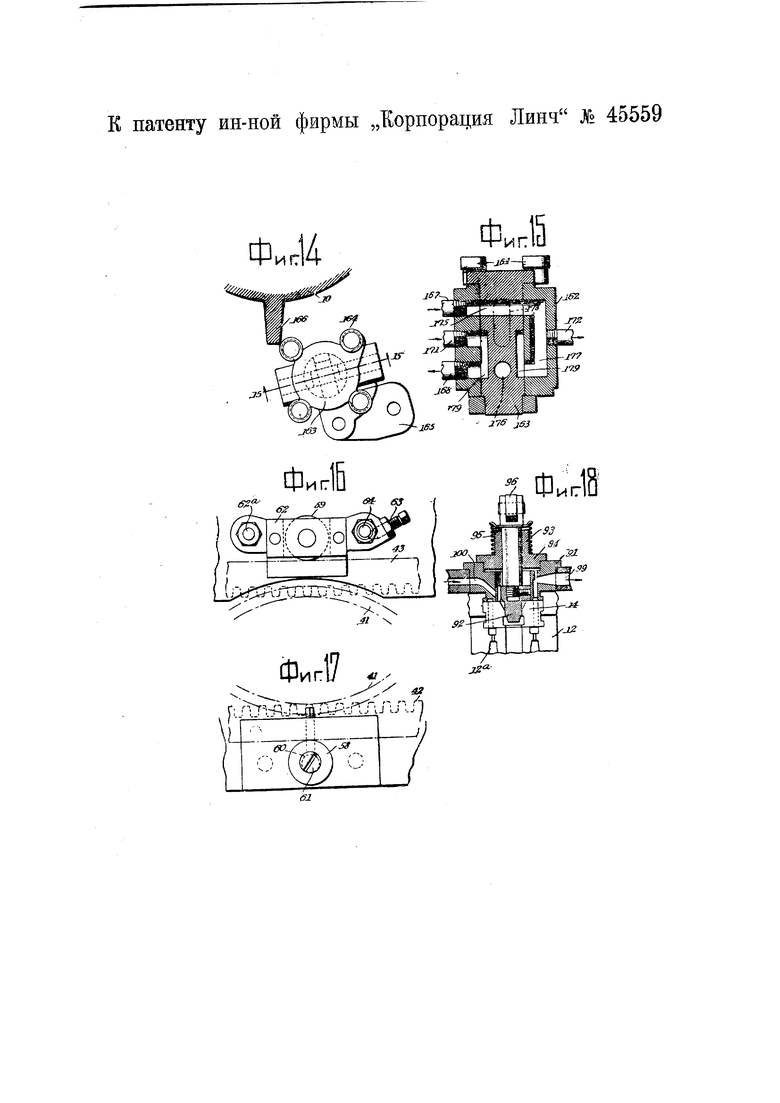
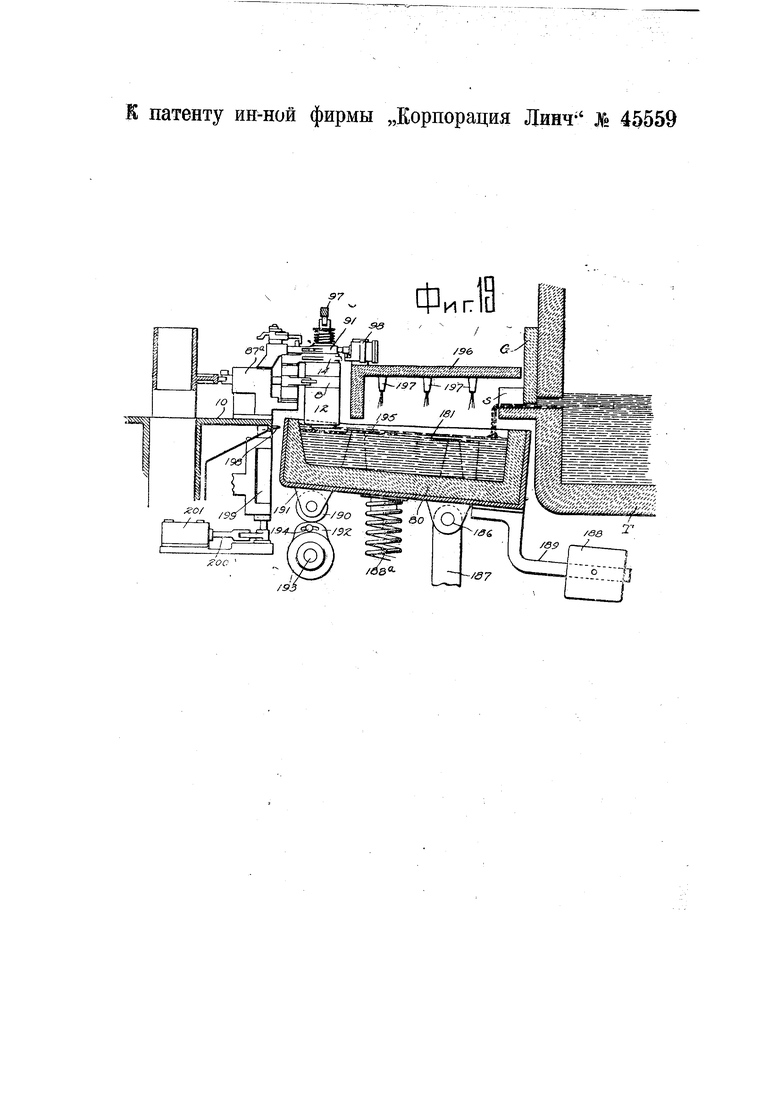
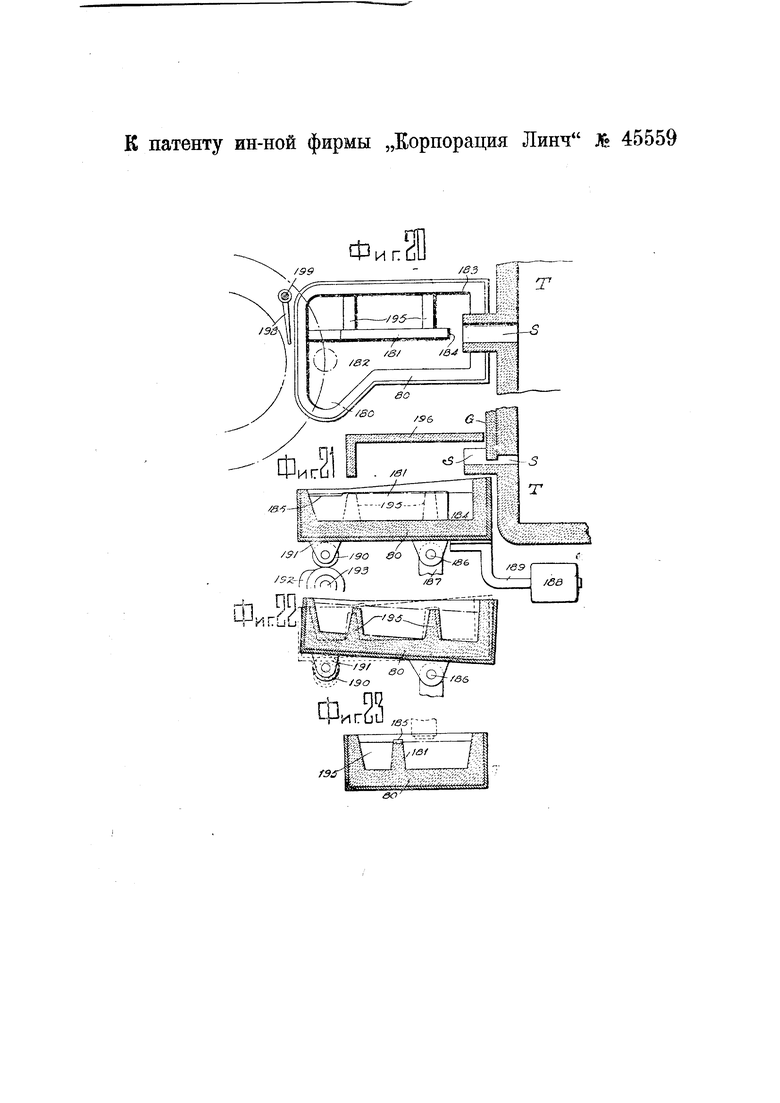
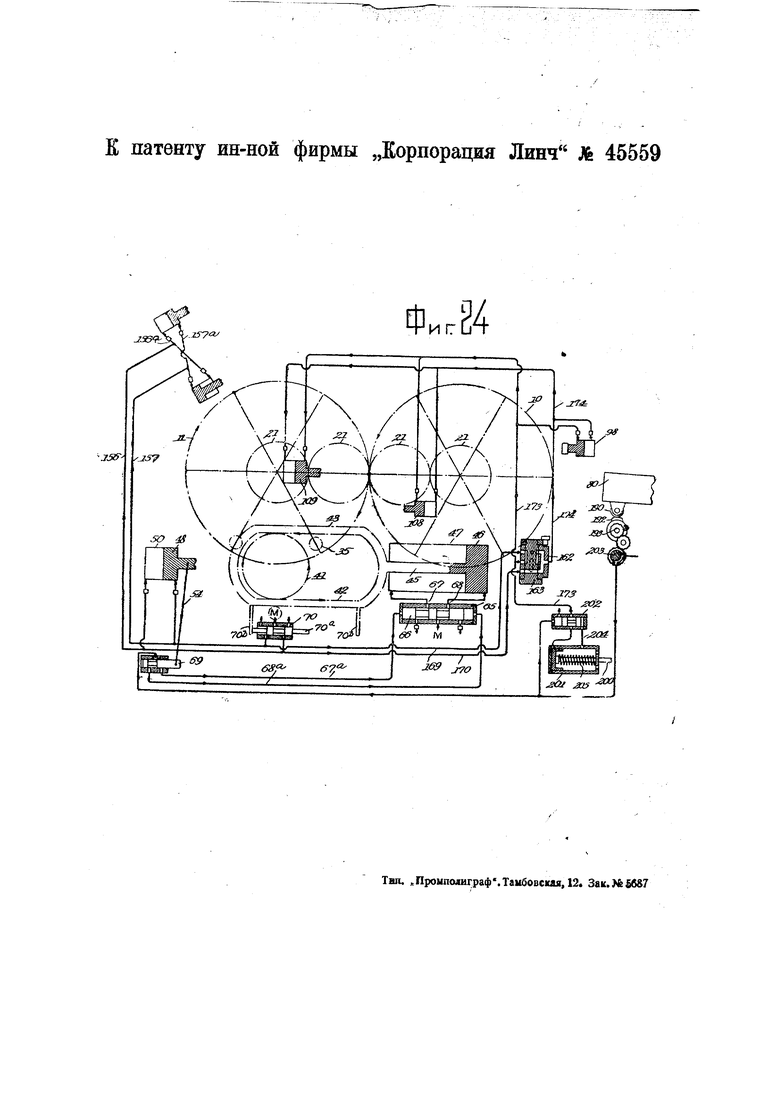
11 фиг. 7; фиг. 12 - вертикальное сечение вдоль линии 12-12 фиг. 11; фиг. 13-:горизонтальное сечение вдоль линии 13-13 фиг. 11; фиг. 14 - план воздушных клапанов; фиг. 15 вертикальное сечение вдоль линии 15-15 фиг. 14; фиг. 16, 17 - детали одиночной установки ведущих роликов для зубчатой рейки; фиг. 18 - сечение верхнего конца предварительной и горловой формы в увеличенном масштабе , фиг. 19- сечение через особый вид выполнения устройства для подачи стекла к формы; фиг. 20 -план ванны фиг, 19; фиг.21 - вертикальное сечение через ванну, каковая представлена в наклонном положении, занимаемом ею, когда стекло не подается к формам; фиг. 22 - вертикальное сечение через ванну фиг. 19 в ее приподнятом положении, причем нормальное положение указано пунктиром; фиг. 23 - поперечное сечение через подающую часть ванны; фиг. 24 - схематическое изображение работы машины в момент, когда она сдает стекло.
Предлагаемая машина, в примерном виде представленная на чертежах, имеет два стола, из коих каждый снабжен особого рода формами и служит для изготовления полых предметов, как-то бутылки, сосуда и т. п. Обе подставки для форм расположены рядом, так что с удобством можно расположить целый ряд подобных машин вокруг центральной стеклоплавильной печи, содержащей расплавленную стекломассу; однако предлагаемое изобретение может быть применено и к другим видам машин, изготовляющим не полые изделия и снабженным формами лишь одного рода, расположенными на одном лишь столе, равно как и к машинам, в которых подставки расположены рядом.
В описываемом примере столы (подставки для форм) 10 и 11 (фиг. 1) так между собою соединены, что их движения являются согласованными. Стол 10 снабжен значительным количеством сосудов 12 (предварительных форм), которые последовательно проходят мимо места загрузки, где в форму вливается определенное количество стекломассы, вытекающей из печи или ванны, для каковой цели служит особое приспособление. При дальнейшем движении стола 10 заполненная форма 12 подходш к особому передаточному пункту; пр| помощи особых приспособлений фор ма 12 автоматически открывается, асодержащаяся в ней стекломасса остается висеть в кольце 14, как только соответственная форма приближается к передаточному пункту. В этом пункте стекломасса, висящая в кольце, подается внутрь формы 13, после чего кольцо 14 подается назад, продолжает свой путь и вновь воспринимает новую порцию массы. При этом рекомендуется подвергать стекло, находящееся внутри предварительной формы, известной обработке, например, прессовать его или выдувать соответственно форме. Это производится лучп1е всего немедленно после загрузки стекла и до его подхода к передаточному пункту.
Когда стекломасса поступает в передаточном пункте в окончательную форму, ее оставляют там .в течение времени, потребного для обмена тепла между стеклом и формой, каковой промежуток времени приблизительно равен тому, который необходим для подачи массы в предварительную форму. Когда температуры в окончательной форме выравнены, то в нее вводят сжатый воздух, пока не закончится формование внутри формы 13. После этого дают стеклянной массе остывать в форме, пока не будет обеспечено сохранение формы. Выравнивание температур, выдувание и охлаждение бутылки происходят во время ее движения к сдаточному пункту, где формы автоматически открываются, а бутылки вынимаются и подаются в печь для охлаждения.
В описываемой примерной конструкции предлагаемой машины все операции происходят во время движения мащины, причем подставки (столы) приостанавливаются на короткое время лишь для загрузки, передачи и сдачи стекла. Это допускает независимый контроль различных формующих операций и требует лишь весьма коротких остановок для загрузки, передачи и сдачи.
При такой конструкции машины необходимы лищь весьма короткие остановки машины, причем большинство операций происходит во время движения машины. Продолжительность охлаждения массы в предварительной форме значительно короче, нежели в других существующих мащинах, так как стекло подвергается непрерывной обработке, причем обмен тенла в предварительной форме происходит гораздо скорее, а окончательное выдувание производится легче, так как стекло лучше и горячее. Вследствие всех этих обстоятельств предлагаемая машина изготовляет в единицу времени ббльшее количество бутылок, нежели другие машины.
В описываемом примере столы 10 -и 11, несущие формы 12 и 13, .расположены на неподвижных колонках 15 и 16, укрепленных в основной пластине. Столы снабжены выдающимися вниз муфтами или гильзами 17, могущими вращаться вокруг колонок 15 или 16 и снабженными на своих нижних концах фланцами 18, лежащими на шариковых подшипниках 19, расположенных на фланцах 20 колонки (фиг. 5).
Расположенные рядом столы (фиг. 1) так между собою соединены, что их движения происходят в такт и вращение имеет одно и то же направление. Это имеет то преимущество, что предварительные и окончательные формы взаимно приближаются в передаточном пункте с одинаковым направлением движения. Для достижения этой цели служит некоторое количество зубчатых колес 21, из коих крайние неподвижно скреплены при помощи болтов с фланцами 18 на нижних концах муфт 17 (фиг. 5). Промежуточные зубчатые колеса вращаются в основной пластине. Эти колеса делать лучще всего с наклонными или угловыми зубцами, чем достигается точное согласование хода различных частей машины, в особенности при процессе передачи.
Эти промежуточные зубчатые колеса и их подшипники так расположены, что образуют внутри машины особую единицу, которую всегда можно вынимать и заменять при ремонте.
Зубчатые колеса находятся внутри корпуса 22 основной пластины (фиг. 1), закрываемого крышкой 23, которая защищает колеса от падающих осколков стекла и других посторонних тел; кроме того это дает возможность колесам
двигаться в масляной ванне или в ином смазочном веществе. Для того, чтобы каждое отдельное колесо вместе с его подшипниками можно было вставлять в машину, служит подставка 24 (фиг. 6) на станке 22 основной пластины, снабженная направленной вниз муфтой 25, служащей подшипником для оси 26 зубчатого колеса, причем обод колеса 21 прикреплен к шайбе 27. Противоположный конец оси заходит дальше муфты 25 и имет шариковый подшипник 28, удерживаемый гайкой 29 и заканчивающийся крышкой 30, прикрепленной к нижнему концу муфты 25. Нижняя поверхность подставки 24 так обработана, что она образует вместе с основной пластиной герметически закрывающийся запор, так что масло не может выходить из камеры 22. Верхнюю поверхность подставки лучше всего снабжать опорной поверхностью 31, соответствующей аналогичной поверхности зубчатого колеса 27 и направляющей подставки при их вращении.
Приводное устройство для столов, несущих формы, лучше всего приводить в действие при помощи сжатого воздуха, что позволяет иметь податливый источник энергии для вращения столов. Это имеет то большое преимущество, что машина останавливается в тот момент, когда какая-либо часть ее начинает препятствоаать дальнейшему движению, что иной раз имеет место. Далее это дает возможность быстро передвигать стол вперед при каждом ходе мотора со сжатым веществом так, что получающаяся средняя скорость оказывается такой же самой, как в машине с непрерывным движением, причем формы останавливаются лишь столько времени, сколько это необходимо для передачи и сдачи стекла. Для достижения этой цели подходящим является устройство в виде мальтийского креста, изображенное на фиг. 4 и 5 и состоящее из колеса в виде шестиконечной звезды, прикрепленного к муфте 17 стола, притом лучше всего у стола 11. Это колесо снабжено радиальными прорезами 34, например, в описываемом примере, шестью, а именно по одному для каждой формы на столе. В эти прорезы 34 заходят ролики 35 приводного устройства 36, обусловливающие последовательные шаги колеса 33 и стола с формами. Приводные ролики могут вращаться на болтах 37, укрепленных между верхним и нижним фланцами (или пластинками) 38 и 39 приводного устройства 36, которое вращается вокруг вертикальной оси 40, лежащей в одной плоскости с осью стола 16. Приводное устройство 36 лучше всего снабжать количеством роликов 35, соответствующим числу прорезов 34 колеса 33, так что в конце каждого хода приводного мотора в прорезах колеса 33 находятся два ролика, что безусловно препятствует нежелательному дальнейщему передвижению форм.
Приводное устройство приводится во вращение зубчатым колесом 41 (фиг. 4 и 5), укрепленным на нижнем конце приводного устройства 39 и входящим в противолежащие зубчатые рейки 42 и 43, которые расположены одна под другой и соединены со скобою 44 и с устройством для сжатого вещества. Это последнее состоит из цилиндра 47, в котором движутся порщень 46 и порщневая щтанга 45. Для достижения прерывистого вращения столов в одном и том же направлении, принтом при каждом ходе приводного порщня 46, необходимо движение зубчатых реек 42, 43 относительно зубчатого колеса 31. Зубчатое колесо 41 заходит сперва в рейку 42, а затем и в рейку 43. Как показывает фиг. 5, обе рейки 42 и 43 расположены в р азличных горизонтальных плоскостях, однако их различие по высоте так рассчитано, что в каждый данный момент зубчатое колесо сцепляется с одной или обеими рейками 42, 43, чем предотвращается передвижение форм в течение периодов остановки.
Приспособление, служащее для сцепления зубчатого колеса 41 (фиг. 5) с одной из зубчатых реек, состоит из порщня 48 в нижнем конце муфты 49, окружающей вертикальную ось 40, в каковой муфте работает цилиндр 50 сжатого воздуха. Муфта 49 соединена помощью муфты 51 с приводным ycтpoйством 39, для чего служит кольцо или хомутик 52. Для относительного движения муфт 49 и 51 служит шариковый
подщипник 53. Для компенсации веса приводного устройства служит рычаг 54, щарнирно присоединенный к раме машины в точке 55 и соединенный с хомутиком 52 помощыр соединительной части 56. На Другом конце рычага 55 находится противовес 57, положение которого может быть точно урегулировано, так вес приводного устройства безусловно может быть компенсирован.
Для направления зубчатых реек 42 и 43 при их противоположных движениях и для более надежного сцепления с зубчатым колесом служат особые приспособления, изображенные на фиг. 16 и 17. На основной пластине или в каком-либо ином месте машины лучше всего на продолжении оси зубчатого колеса 41 установлены направляющие ролики 58 и 59, положение которых может быть регулируемо; эти ролики направляют внещние поверхности зубчатых реек 42 и 43, так что их движение всегда происходит по отношению к зубчатому колесу 41 в одной и той же плоскости. Направляющий ролик 58 для зубчатой рейки 42 может вращаться на эксцентрической части 60 установочного винта 61 (фиг. 17), притом так, что при повороте винта ролик устанавливается по отнощению к рейке 42. Нанравляющий ролик 59 (фиг. 16) сидит на рычаге 62, поворотно укрепленном на основной пластине или на какой-либо другой части машины в точке 62а, притом так, что ролик устанавливается по отнощению к рейке 42 при помощи установочного винта 63. Этот винт 63 расположен на другом конце рычага 62 и нажимает своим заостренным или коническим концом на винт 64 (фиг. 16), проходящий через отверстие в рычаге 62.
Колебательное движение поршня 46, обусловливающее вращение столов с формами, достигается лучше всего. тем, что сжатый воздух попеременно действует, на тот или другой конец цилиндра 47, для чего служат особые клапаны. Как видно из фиг. 4 и 24, клапан состоит из кожуха или цилиндра 65, в котором движется поршень 68, который устанавливает соединения между источником М сжатого воздуха и
выпусками 67 и 68, ведущими к противолежащим сторонам цилиндра 47. Подача сжатого воздуха к соответствующим концам кожуха 65, через который движется поршень 66, производится при помощи второго клапана 69 (фиг. 5 и 24), который приводится в действие какою-либо частью машины, например рычагом 54 противовеса; этот клапан соединен с противолежащими концами кожуха клапана 65 помощью проводок 67а и 68а, так что порщень 66 клапана движется в ту или иную сторону, причем освобождается один из выпусков 67 или 68. Клапан 69 может иметь любую форму и служит для подачи сжатого воздуха из соответствующего источника к противолежащим концам кожуха 65 через проводки 67а и 68а. При описываемой примерной конструкции мащины клапан 69 регулирует воздух, управляющий движениями клапана 66, притом в точности в те моменты, когда поворот стола выполнен и произошло взаимное передвижение зубчатых реек 42, 43 и зубчатого колеса 41. Оказалось, что для этой цели выгодно управлять клапаном 69 при помощи колеблющегося приводйого устройства 36, притом лучще всего посредством противовесного рычага 54, устанавливаемого положением поршня 48 в цилиндре 50, причем в цилиндр 50 подается через главный воздущный клапан 70 сжатый. воздух из какого-либо источника М с постоянным давлением; движения этого главного клапана управляются приводным устройством стола. Для этой цели можно, например, воспользоваться движением вперед и назад клапа.на 70а, который приводится в действие у конечных точек противоположных ходов мащины, дающей сжатый воздух, причем размах движений клапана 70а регулируется при помощи винтов 70Ь, как это показано на фиг. 4 и 24.
Так можно простым и надежным образом регулировать главным воздущным клапаном 70 движенце устройства, вращающего стол; к.чапан 70 приводится в действие мащиной сжатого воздуха на концах противоположных ходов, причем регулируется подача воздуха к противоположным концам цилиндра 50, чем
приводятся в действие порщень 48 и зубчатое колесо 41, захватывающее в одну из противолежащих зубчатых реек, так что приводное устройство оказывается в положении, необходимом для следующего поворота. Клапан 69 переставляется действием поршня 48 при помощи противовесного рычага 54, так что очередная подача сжатого воздуха, регулируемая клапаном 203, производится у противоположного конца приводного цилиндра 47. Все эти цилиндры и соединяющие их трубы выдувают воздух обратно через эти подающие клапаны, так что отдельные рабочие ходы следуют друг за другом совершенно точно, причем отдельные части, приводимые в действие сжатым веществом, могут быть устанавливаемы при помощи клапанов по известным уже способам.
Как уже было указано, основная пластина машины имеет такую форму, что в ней могзт быть располагаемы различные части приводного устройства, вращающего столы с формами, что позволяет защитить их от осколков стекла и т. п., могущих нарушить правильный ход машины. Основная пластина имеет форму приблизительно четырехугольную и на одном конце снабжена колесами или роликами 71 (фиг. 2), вращающимися вокруг осей 72 и могущими передвигаться по рельсам 73, так что машина может быть легко передвигаема или отодвигаема от печи или ванны.
Как уже было сказано, основная пластина имеет вид ванны 22, содержащей масло, в котором движутся зубчатые колеса, соединяющие оба стола, так что эти колеса постоянно погружены в масло. Эта ванна 22 вместе с находящимися в ней зубчатыми колесами 21 прикрыта несколькими пластинами 23. Эти пластины идут от концов ванны до колонок 15 и 16 столов, тогда как средние пластины расположены между колонками, к которым они плотно прилегают, защ.ищая тем самым ванну от попадания посторонних тел . Основная пластина снабжена далее дуговидными частями 76 (фиг. 4 и 6), параллельными к резервуару с маслом, внутри которых расположен цилиндр 47, обуславливающий вращательное движение. Основная
пластина имеет также углубление (фиг. 5) вдоль линии, соединяющей дуговидную выемку 76 с колонкой 16 стола. В этом углублении находится приводное устройство 36, прикрепленное к основной пластине при помощи болтов 77 или т. п., так что все устройство представляет особую единицу, которую можно удалить из машины и вновь вставить в нее. Крышка 78 (фиг. 2-6) также защищает приводное устройство от попадания посторонних тел. Эта крышка может быть прикреплена к основной пластине любым образом, например болтами, и снабжена горизонтально выдающейся частью, простирающейся над приводным устройством и снабженной опорами 79 для оси 40.
Описанное выще устройство для достижения быстрого поворота столов с формами может быть, само собою разумеется, применяемо не только для машин, изготовляющих стекольные изделия при помощи двух видов форм или каким-либо иным способом, но также и для самых разнообразных машин иных типов, например для прессов, для комбинированных прессующих и выдувающих машин, для всасывающих машин и т. п., в которых формы являются поворотньхми.
к числу особенностей предлагаемой машины относится новый способ подачи расплавленного стекла к предварительным формам при помощи уже известного самого по себе способа всасывания. Формы при этом не погружаются в стекломассу, что делает работу машины тяжеловесной, а мащина сама приводит расплавленное стекло в ту же самую плоскость, в которой расположены предварительные формы; если в этих формах давление является пониженным, то стекло автоматически проникает в них. Соответствующее устройство состоит из сосуда 80 (фиг. 1), выложенного внутри огнеупорным материалом и наполняемого расплавленным стеклом. Этот сосуд 80 может подниматься и опускаться при помощи оси 81 и поворачиваться вокруг вертикальной оси, так что в последовательные формы всегда подается свежее стекло.
При конструкции, представленной на
фиг. 1, сосуд или ванна 80 имеет ось 81, .приводимую в движение зубчатым колесом 82, например, при помощи промежуточной передачи и приводного устройства для столов с формами. Для того, чтобы сосуд или ванна 80 попеременно мог подниматься или опускаться, предусмотрен противовес 83, находящийся на рычаге 84, соединенном с осью 81, благодаря чему ванна приводится в соприкосновение с формами. Вследствие применения противовеса для поднятия ванны 80 достаточно лищь незначительной силы, которая, например, дается поршнем 85, расположенным внизу оси и движущимся в цилиндре 86. Если к поршню 85 цилиндра 86 подается снизу воздух, то ванна 80 поднимается и поверхность расплавленного стекла приходит в соприкосновение с нижней частью формы; когда в горлышке формы вызывается пониженное давление, то форма заполняется засосанным стеклом. Когда воздух уходит из цилиндра 86, то ось 81 и ванна 80 опускаются, и -форма может быть передвинута дальше без того, чтобы она столкнулась с ванной. Вращательное движение ванны 80 является непрерывным и не зависит от ее поднимания и опускания, так как приводное зубчатое колесо 82 может передвигаться вдоль оси 81.
Предварительные формы могут быть снабжаемы любыми приспособлениями, позволяющими изменять количество засосанного стекла. Особенно целесообразным оказалось следующее устройство. Двураздельные предварительные формы снабжены всасывающей проводкой 12а (фиг. 18), заканчивающейся внутри формы, так что форма заполняется стеклом под действием всасывания. Форма поворотно укреплена в шарнирах 87, вращающихся при помощи вертикальных осей 88 в подшипниках 87а-стола 10 (фиг. 1), каковые щарниры открываются и закрываются при помощи салазок 89, взаимодействуюЩ11х с кулачком 90, прикрепленным к колонке 15. Горловое кольцо 14 формы так же сос;тоит из двух частей, поворотно прик{ епленных к оси 88 и при нормальном положении удерживаемых во взаимном положении при помощи пружин, на чертеже не изображенных. Повыше кольца 14 расположен держатель 91 (фиг. 18 и 19) с центральным отверстием, в которое заходит пробка 92, сидящая на стержне 93. Стержень 93 может быть передвигаем в подшипнике 94 и окружен пружиной 95, которая при нормальном положении прижимает пробку 92 к кольцу. Ось 93 пробки несет ролик 96, на который кулачок 97 (фиг. 1 и 19) так воздействует, что при подаче стекла пробка закрывает отверстие в кольце.
При положении, в котором происходит подача стекла, в верхней части формы вызывают образование пониженного давления, для чего служит особый клапан, приводимый в действие поршнем 98, движимым сжатым веществом, каковой клапан, при действии держателя 91, устанавливает сообщение между всасывающим приспособлением, на чертеже не изображенным, и выпуском 99 в держателе, каковой выпуск заканчивается в полом пространстве и в проходе 12а формы, так что по описанному способу можно при помощи всасывания заполнить форму стеклом.
После того, как форма заполнена стеклом, она приходит в движение, и ролик 96 отодвигается от кулачка 97, так что под действием пружины 95 мундштук отодвигается от формы. После этого верхний конец формы подвергают действию сжатого воздуха при помощи отверстия 100, проходящего через держатель формы и через стол; действие сжатого воздуха управляется клапаном 101, расположенным под столом 10. Подобное предварительное выдувание стекла в форме производится предпочтительно тогда, когда форма закрыта каким-либо подходящим приспособлением, например, поворотной крышкой, сходной с таковой на столе с окончательными формами и описанной ниже. Необходимо заметить, что сжатый воздух подводится через то же самое горловое кольцо, через которое проходят и всасывающие проводки, но что оба рода проводок являются раздельными, так что действие сжатого воздуха имеет место в горлышке формы. При постепенном движении стола
с предварительными формами эти по следние подводятся к передаточному пункту; при приближении к этому положению форму 12 слегка открываются под действием кулачка 90а, так что подвергнувшееся формованию стекло висит в закрытой горловой форме. Открытые окончательные формы 13 подводятся аналогичными движениями к передаточному пункту и при своем приближении к нему они, как будет описано ниже, медленно закрываются, обнимая свободно висящую массу стекла, так что в тот момент, когда оба стола останавливаются, окончательная форма вполне обнимает стеклянную массу, которая однако все еще продолжает висеть на горловой форме (фиг. 1).
Окончательная форма 19 состоит из двух симметричных половин, несомых держателями 102, поворотно прикрепленными к оси 103. Обе половины формы передвигаются в закрытое или открытое положение при помощи салазок 104, причем салазки 104 несут ролик 105, соприкасающийся с кулачком 106 на колонке 16 аналогично тому, как это имеет место для предварительных форм. Дно 107 формы закрывает нижний конец формы.
Передача стекольной массы со стола 10 с предварительными формами к столу 11 с окончательными формами производится при помощи особых приспособлений, удаляющих горловое кольцо со стекла и заставляющих окончательную форму вполне обнять стекло. Горловое кольцо лучше всего слегка приоткрывать раньше, чем окончательная форма вполне окружит стекло, так как горлышко стекла в этом случае не подвергается давлению. Как видно из схематической фиг. 24, поршни 108 и 109, действующие под давлением жидкости, расположены повыше форм обоих родов, причем поршень 108 взаимодействует с качаюшимся рычагом 110, который действует на горловое кольцо своей частью 111. Поршень 109 действует на одну из частей окончательных форм, когда форма пододвигается к передаточному пункту. Подача сжатого воздуха к соответствующим концам этих поршней заставляет их двигаться, вследствие чего окончательная форма замыкается вокруг стеклянной массы и одновременно отделяется горловое кольцо от предварительной формы, так что стеклянная масса целиком покоится на окончательной форме. Для передвижения и освобождения горловых колец служат клапаны (фиг. 24). расположенные в воздушной проводке, г аковые процессы имеют место незадолго до того, как формы закрываются.
При дальнейшем передвижении стола с окочательными формами они подводятся к сдаточному пункту, причем во время этого передвижения бутылки выдуваются до полной готовности, а именно при помощи особой головки 94. Приспособления, определяющие начало и продолжительность выдувания, равно как и объем и давление выдуваемого воздуха, могут быть любыми.
Для удаления готовых бутылок из машины предусмотрены особые приспособления, для этой цели служит кулачок 106, открывающий форму при ее приближении к сдаточному пункту. Как видно из фиг. 7-12, сдаточное приспособление состоит из поворотной части, снабженной захватывающими органами, снимающими готовые изделия с подставки формы. При дальнейшем движении эти органы снимают изделия с подставки и ставят их на подходящие поверхности, например на транспортную ленту 112, переносящую изделия в печь для охлаждения, на чертеже не представленную. Сдаточное приспособление состоит из вертикальной оси 119, нижний конец которой покоится на- подшипнике 114, расположенном на внещнем конце консоли 115 основной пластины (фиг. 7 и 8). Верхняя часть оси 113 лежит на стержне 116 колонки 16. Внещний конец консоли 115 снабжён углублением 117, наполненным маслом, в котором расположено приводное устройство 118 для оси 113. Для привода оси ИЗ служат конические колеса, из коих одно сидит на горизонтальной оси 119, покоящейся на подишпнике 120, установленном в консоли 115 и приводимой в движение от привода стола с формами, для каковой цели служит коническое зубчатое колесо 121, захватывающее в больщое коническое зубчатое колесо 122 стола с окончательными формами. Колеса 121 и 122 целесообразно окружать кольцевидной пластиной 123, прикрепленной к основной 23 и защищающей передачи от попадания посторонних тел, например, осколков утекла.
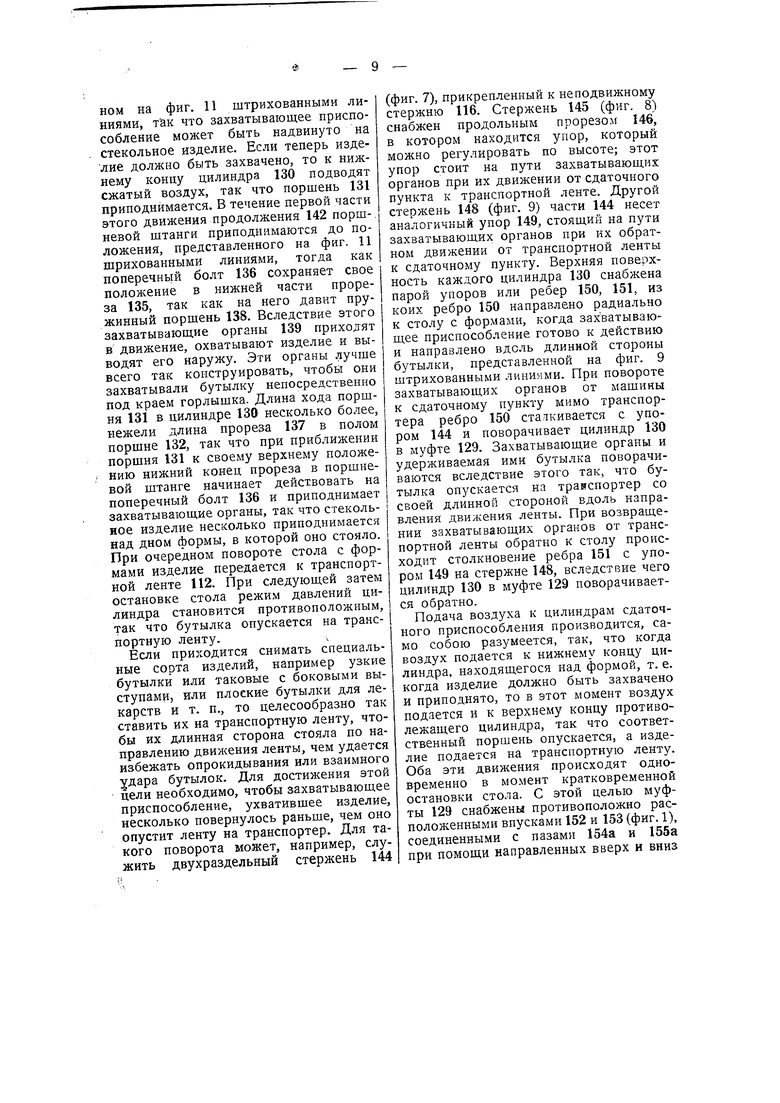
На наружных концах плеч 125 на консоли 126 (фиг. 7) расположено некоторое количество захватывающих приспособлений 124; консоль прикреплена к оси 113 (фиг. 10) при помощи клина 127 или зажимного приспособления 128. Консоль может, таким образом, вращаться вместе с осью 113, а также подниматься и опускаться по ней, так что захватывающее приспособление может быть устанавливаемо сообразно высоте снимаемых стекольных изделий. Внещние концы плеч 125 консоли 126 лучще всего выполнять в виде полых муфт 129, в которых поворотно укреплены цилиндр 130 и поршень 131. Этот порщень снабжен полыми порщневыми щтангами 132, проходящими через сальники 133 в нижних концах цилиндров (фиг. 11 и 12). Б нижнем конце каждого цилиндра 130 расположена пара направленных вниз стержней 134 с продольными прорезами 135, в которых могут перемещаться болты 136, которые одновременно с этим прремещаются и в продолговатом прорезе 137 полых щтанг 132. Внутри этих полых порщневых штанг перемещается под давлением пружины небольшой порщень 138, прижимаемый к болту 136, который таким образом придавливается к нижнему концу продольного прореза 135 стержня 134. Между концами болтов 136 расположень захватывающие органы 139, внешние концы которых скреплены с болтами при помощи стержней 140 и штифтов или болтов 141 и которые соединены с боковыми выступами 142 порщневой щтанги 132. Когда порщень 131 находится в цилиндре 130 в своем нижнем положении (фиг. 11 и 12), то небольщой пружинный поршень 138 удерживает поперечный болт 136 и соединенные с ним части захватывающих органов 139 в нижнем конце прореза 135 стержней 134. Захватывающие органы удерживаются вследствие этого в своем приподнятом положении, представленном на фиг. 11 штрихованными линиями, гак что захватывающее приспособление может быть надвинуто на стекольное изделие. Если теперь изделие должно быть захвачено, то к нижнему концу цилиндра 130 подводят сжатый воздух, так что поршень 131 приподнимается. В течение первой части этого движения продолжения 142 поршневой штанги приподнимаются до положения, представленного на фиг. 11 шрихованными линиями, тогда как поперечнь1й болт 136 сохраняет свое положение в нижней части прореза 135, так как на него давит пружинный поршень 138. Вследствие этого захватываюш,ие органы 139 приходят в движение, охватывают изделие и выводят его наружу. Эти органы лучше всего так конструировать, чтобы они захватывали бутылку непосредственно под краем горлышка. Длина хода поршня 131 в цилиндре 130 несколько более, нежели длина прореза 137 в полом поршне 132, так что при приближении поршня 131 к своему верхнему положению нижний конец прореза в поршневой штанге начинает действовать на поперечный болт 136 и приподнимает захватываюш,ие органы, так что стекольное изделие несколько приподнимается над дном формы, в которой оно стояло. При очередном повороте стола с формами изделие передается к транспортной ленте 112. При следующей затем остановке стола режим давлений цилиндра становится противоположным, так что бутылка опускается на транспортную ленту.
Если приходится снимать специальные сорта изделий, например узкие бутылки или таковые с боковыми выступами, или плоские бутылки для лекарств и т. п., то целесообразно так ставить их на транснортную ленту, чтобы их длинная сторона стояла по направлению движения ленты, чем удается избежать опрокидывания или взаимного удара бутылок. Для достижения этой цели необходимо, чтобы захватывающее приспособление, ухватившее изделие, несколько повернулось раньше, чем оно опустит ленту на транспортер. Для такого поворота может, например, служить двухраздельный стержень 144
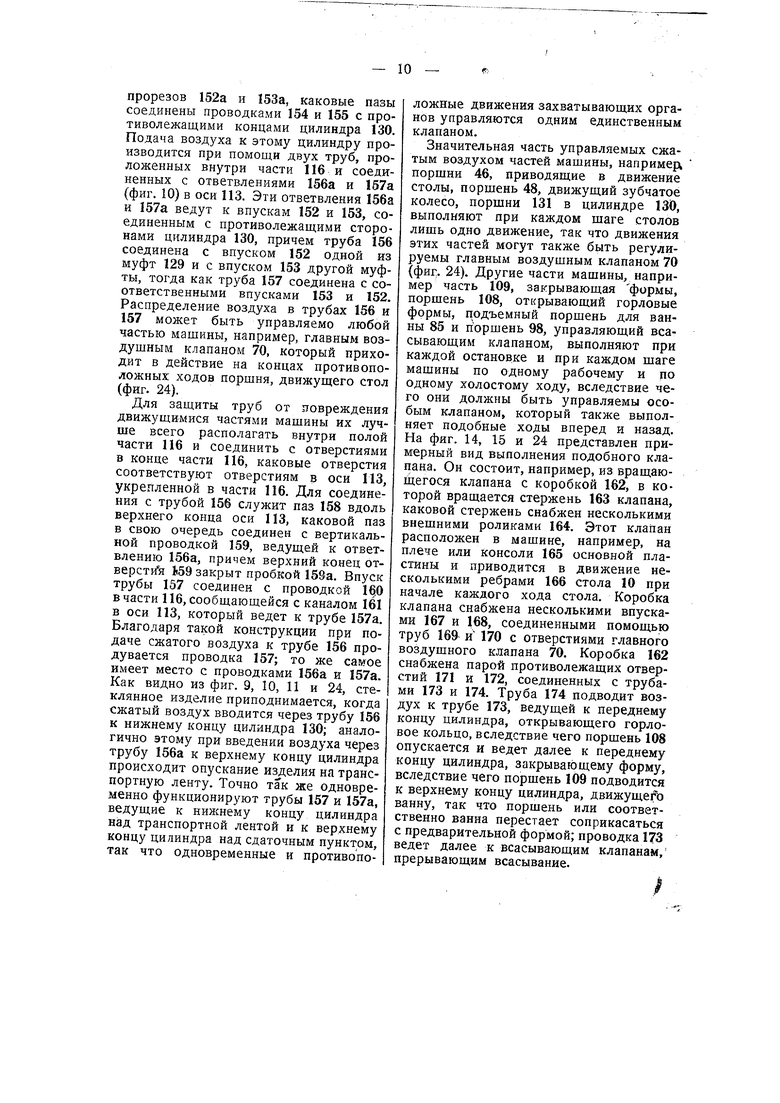
(фиг. 7), прикрепленный к неподвижному стержню 116. Стержень 145 (фиг. 8) снабжен продольным прорезом 146, в котором находится упор, который можно регулировать по высоте; этот упор стоит на пути захватывающих органов при их движении от сдаточного пункта к транспортной ленте. Другой стержень 148 (фиг. 9) части 144 несет аналогичный упор 149, стоящий на пути захватывающих органов при их обратном движении от транспортной ленты к сдаточному пункту. Верхняя поверхность каждого цилиндра 130 снабжена парой упоров или ребер 150, 151, из коих ребро 150 направлено радиально к столу с формами, когда захватывающее приспособление готово к действию и направлено вдоль длинной стороны бутылки, представленной на фиг. 9 штрихованными линиями. При повороте захватывающих органов от машины к сдаточному пункту мимо транспортера ребро 150 сталкивается с упором 144 и поворачивает цилиндр 130 в муфте 129. Захватывающие органы и удерживаемая ими бутылка поворачиваются вследствие этого так, что бутылка опускается на траяспортер со своей длинной стороной вдоль направления двилсения ленты. При возвращении захватывающих органов от транспортной ленты обратно к столу происходит столкновение ребра 151 с упором 149 на стержне 148, вследствие чего цилиндр 130 в муфте 129 поворачивается обратно.
Подача воздуха к цилиндрам сдаточного приспособления производится, само собою разумеется, так, что когда воздух подается к нижнему концу цилиндра, находящегося над формой, т. е. когда изделие должно быть захвачено и приподнято, то в этот момент воздух подается и к верхнему концу противолежащего цилиндра, так что соответственный поршень опускается, а изделие подается на транспортную ленту. Оба эти движения происходят одновременно в момент кратковременной остановки стола. С этой целью муфты 129 снабжены противоположно расположенными впусками 152 и 153 (фиг. 1), соединенными с пазами 154а и 155а при помощи направленных вверх и вниз
прорезов 152а и 153а, каковые пазы соединены проводками 154 и 155 с противолежащими концами цилиндра 130. Подача воздуха к этому цилиндру производится при помощи двух труб, проложенных внутри части 116 и соединенных с ответвлениями 156а и 157а (фиг. 10) в оси 113. Эти ответвления 156а и 157а ведут к впускам 152 и 153, соединенным с противолежащими сторонами цилиндра 130, причем труба 156 соединена с впуском 152 одной из муфт 129 и с впуском 153 другой муфты, тогда как труба 157 соединена с соответственными впусками 153 и 152. Распределение воздуха в трубах 156 и 157 может быть управляемо любой частью мащины, например, главным воздушным клапаном 70, который приходит в действие на концах противоположных ходов порщня, движущего стол (фиг. 24).
Для защиты труб от повреждения движущимися частями мащины их лучше всего располагать внутри полой части 116 и соединить с отверстиями в конце части 116, каковые отверстия соответствуют отверстиям в оси 113, укрепленной в части 116. Для соединения с трубой 156 служит паз 158 вдоль верхнего конца оси 113, каковой паз в свою очередь соединен с вертикальной проводкой 159, ведущей к ответвлению 156а, причем верхний конец отверстия Ii59 закрыт пробкой 159а. Впуск трубы 157 соединен с проводкой 160 в части 116, сообщающейся с каналом 161 в оси 113, который ведет к трубе 157а. Благодаря такой конструкции при подаче сжатого воздуха к трубе 156 продувается проводка 157; то же самое имеет место с проводками 156а и 157а. Как видно из фиг. 9, 10, 11 и 24, стеклянное изделие приподнимается, когда сжатый воздух вводится через трубу 156 к нижнему концу цилиндра 130; аналогично этому при введении воздуха через трубу 156а к верхнему концу цилиндра происходит опускание изделия на транспортную ленту. Точно так же одновременно функционируют трубы 157 и 157а, ведущие к нижнему концу цилиндра над транспортной лентой и к верхнему концу цилиндра над сдаточным пунктом, так что одновременные и противоположные движения захватывающих органов управляются одним единственным клапаном.
Значительная часть управляемых сжатым воздухом частей машины, например порщни 46, приводящие в движение столы, порщень 48, движущий зубчатое колесо, поршни 131 в цилиндре 130, выполняют при каждом шаге столов лищь одно движение, так что движения этих частей могут также быть регулируемы главным воздущным клапаном 70 (фиг. 24). Другие части мащины, например часть 109, закрывающая формы, порщень 108, открывающий горловые формы, подъемный порщень для ванны 85 и г орщеиь 98, управляющий всасывающим клапаном, выполняют при каждой останоэке и при каждом шаге мащины по одному рабочему и по одному холостому ходу, вследствие чего они должны быть управляемы особым клапаном, который также выполняет подобные ходы вперед и назад. На фиг. 14, 15 и 24 представлен примерный вид выполнения подобного клапана. Он состоит, например, из вращаюгцегося клапана с коробкой 162, в которой вращается стержень 163 клапана, каковой стержень снабжен несколькими внещними роликами 164. Этот клапан расположен в мащине, например, на плече или консоли 165 основной пластины и приводится в движение несколькими ребрами 166 стола 10 при начале каждого хода стола. Коробка клапана снабжена несколькими впусками 167 и 168, соединенными помощью труб 169 и 170 с отверстиями главного воздущного клапана 70. Коробка 162 снабжена парой противолежащих отверстий 171 и 172, соединенных с трубами 173 и 174. Труба 174 подводит воздух к трубе 173, ведущей к переднему концу цилиндра, открывающего горловое кольцо, вследствие чего порщень 108 опускается и ведет далее к переднему концу цилиндра, закрывающему форму, вследствие чего порщень 109 подводится к верхнему концу цилиндра, движущей) ванну, так что порщень или соответственно ванна перестает соприкасаться с предварительной формой; проводка 173 ведет далее к всасывающим клапанам, прерывающим всасывание.
Выпуск 172 коробки 162 подводит воздух к проводке 174, ведущей к противолежащим концам цилиндра, закрывающего формы, к цилиндру, открывающему горловое кольцо, далее к цилиндру, приводящему в движение ванну, и, наконец, к всасывающему распределительному клапану, чем достигается закрывание формы, открывание горлового кольца, поднимание ванны и подача всасывающего воздуха к предварительным формам, когда стол заканчивает свое перемещение.
Стержень 163 клапана снабжен верхними и нижними взаимно перпендикулярными BojrcKaMH 175 и 176, причем впуск 175 соединяет впуск 167 с верхним концом вертикального канала 177, который в свою очередь сообщается с выпуском 172. Нижний канал 176 соединяет впуск 168 с нижним концом канала 177, ведущего к выходному отверстию 172. Стержень 163 клапана снабжен далее парой противолежащих пазов 1S8, соединяющих впуск 167 с выпуском 161; другая пара пазов 179 соединяет впуск 168 с выпуском 161. Отсюда следует, что, когда норщень 46, поворачивающий столы, приближается к концу своего хода и столы остановились, то клапан 70 переходит в положение, изображенное на фиг. 24, причем воздух поступает в проводку 170, вследствие чего зубчатое колесо 41 заходит в зубчатую рейку 43; далее, воздух поступает в проводку 146, вследствие чего изделие захватывается мащиной в сдаточном пункте, а на другой стороне захваченное ранее изделие опускается на транспортную ленту. Кроме того, сжатый воздух подается в проводку 168 клапана 162.
Пусть клапан 162 находитсв в положении, представленном на фиг. 24, так что канал 175 соединяет каналы 168 и 172, а воздух подается через проводку 170, 174, через отверстие 168, через каналы 176 и 177, через выпуск 172 в проводку 174, причем приходят в действие порщень 109, закрывающий форму, порщень 108, открывающий горловую форму, порщень 98, управляющий всасывающим воздухом и порщень 85, поднимающий ванну. Так как все эти приспособления должны возвратиться
в свое положение покоя раньше, чем стол с формами остановится, то необходимо, чтобы клапан 162 действовал на выпуски воздуха во всех этих различных цилиндрах, притом раньше, чем клапан 70 начнет действовать. При перемещении клапана 70 воздух подается в проводку 170, причем одновременно передвигаются порщень 48, управляющий приводным зубчатым колесом, а клапан 69 перемещает поршень 66, когда воздух может выходить из распределительного клапана, после чего порщень 46, действующий на стол, выполняет свой очередной ход. При вращении стола одно из его ребер илн пальцев 166 приходит в соприкосновение с роликом 164 на стержне 1S3 клапана, вследствие чего стержень поворачивается на прямой угол, причем клапан переходит в положение, изображенное на фиг. 15. Этот поворот клапана на прямой угол прерывает .доступ воздуха к отверстиям 173 и к проводке 174, причем одновременно освобождается доступ воздуха к проводке 173, отверстию 172, пазу 179 и выпуску 178, а проводка 174 соединяется с каналом 175 и впусками 172 и 187. Стержень 163 клапана остается в этом положении, пока действует клапан 70, вследствие чего сжатый воздух попадает в проводки 169 и 170. Пди описанном положении воздух течет из проводки 169 через впуск 167, каналы 175 и 177 и выпуск 172 в проводку 177, вследствие чего начинают действовать приспособления, управляемые сжатым воздухом. Одновременно воздух течет через проводку 173, через отверстие 171, через паз 179 и через выпуск 168, соединенный с трубой 170.
Регулирование по времени и скорости действия различных приспособлений, управляемых сжатым воздухом, может быть достигнуто помощью соответственных регулировочных органов, например клапанов, как это схематически изображено на фиг. 24.
Расплавленная стекломасса непрерывно вытекает ив печи Т через носик 5 (фиг. 19) и попадает в ванну 80. Количество вытекающего из печи стекла регулируется клапаном G, так что уровень стекла в ванне остается всегда на одинаковой высоте. Ванна может иметь
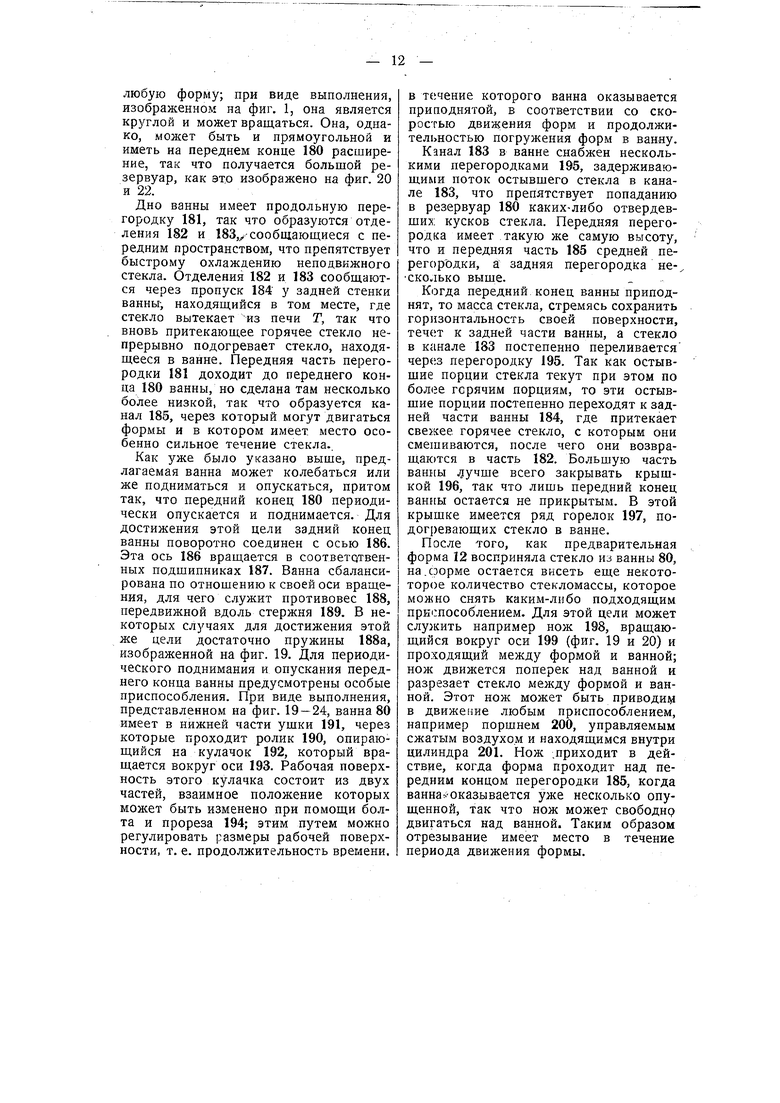
любую форму; при виде выполнения, изображенном на фиг. 1, она является круглой и может вращаться. Она, однако, может быть и прямоугольной и иметь на переднем конце 180 расширение, так что получается большой резервуар, как это изображено на фиг. 20 и 22.
Дно ванны имеет продольную перегородку 181, так что образуются отделения 182 и 183,-сообщающиеся с передним пространством, что препятствует быстрому охлаждению неподвижного стекла. Отделения 182 и 183 сообщаются через пропуск 184 у задней стенки ванны-, находящийся в том месте, где стекло вытекает из печи Т, так что вновь притекающее горячее стекло непрерывно подогревает стекло, находящееся в ванне. Передняя часть перегородки 181 доходит до переднего конца 180 ванны, но сделана там несколько более низкой, так что образуется канал 185, через который могут двигаться формы и в котором имеет место особенно сильное течение стекла..
Как уже было указано выше, предлагаемая ванна может колебаться или же подниматься и опускаться, притом так, что передний конец 180 периодически опускается и поднимается. Для достижения этой цели задний конец ванны поворотно соединен с осью 186. Эта ось 186 вращается в соответатвенных подшипниках 187. Ванна сбалансирована по отношению к своей оси вращения, для чего служит противовес 188, передвижной вдоль стержня 189. В некоторых случаях для достижения этой же цели достаточно пружины 188а, изображенной на фиг. 19. Для периодического поднимания и опускания переднего конца ванны предусмотрены особые приспособления. При виде выполнения, представленном на фиг. 19 - 24, ванна 80 имеет в нижней части ущки 191, через которые проходит ролик 190, опирающийся на кулачок 192, который вращается вокруг оси 193. Рабочая поверхность этого кулачка состоит из двух частей, взаимное положение которых может быть изменено при помощи болта и прореза 194; этим путем можно регулировать размеры рабочей поверхности, т. е. продолжительность времени.
в течение которого ванна оказывается приподнятой, в соответствии со скоростью движения форм и продолжительностью погружения форм в ванну.
Канал 183 в ванне снабжен несколькими перегородками 195, задерживающими поток остывшего стекла в канале 183, что препятствует попаданию в резервуар 180 каких-либо отвердевших кусков стекла. Передняя перегородка имеет такую же самую высоту, что и передняя часть 185 средней перегородки, а задняя перегородка несколько выше.
Когда передний конец ванны приподнят, то масса стекла, стремясь сохранить горизонтальность своей поверхности, течет к задней части ванны, а стекло в канале 183 постепенно переливается через перегородку 195. Так как остывщие порции стекла текут при этом по более горячим порциям, то эти остывшие порции постепенно переходят к задней части ванны 184, где притекает свежее горячее стекло, с которым они смешиваются, после чего они возвращаются в часть 182. Большую часть ванны .5учше всего закрывать крышкой 196, так что лишь передний конец ванны остается не прикрытым. В этой крышке имеется ряд горелок 197, подог1)евающих стекло в ванне.
После того, как предварительная форма 12 восприняла стекло из ванны 80, на.оорме остается висеть еще некототорое количество стекломассы, которое можно снять каким-либо подходящим приспособлением. Для этой цели может служить например нож 198, вращающийся вокруг оси 199 (фиг. 19 и 20) и проходящий между формой и ванной; нож движется поперек над ванной и разрезает стекло между формой и ванной. Этот нож может быть приводим в движение любым приспособлением, например поршнем 200, управляемым сжатым воздухом и находящимся внутри цилиндра 201. Нож .приходит в действие, когда форма проходит над передним концом перегородки 185, когда ванна -оказывается уже несколько опущенной, так что нож может свободнр двигаться над ванной. Таким образом отрезывание имеет место в течение периода движения формы.
При описываемо.м примерном виде выполнения предлагаемого изобретения цилиндр 201, служащий для отрезывания, приводится в действие лучше всего клапаном 163 и присоединен поэтому к проводке 173, наполняемой сжатым воздухом немедленно после начала движения столов. Клапан 163 действует таким образом через посредство проводки 173 на поршень 200 и поворачивает в надлежащий момент нож 198 между формой и ванной, причем стекло отрезается. Сжатый воздух, поступающий из провсдки 179 к задней части цилиндра 201, распределяется клапаном 202 (фиг. 24), лучше всего поршневым, получающим слсатый: воздух из соответстзеного источника, например из распределительного клапана 203, соединенного зубчатыми колесами с осью 193, -Несущей приподнимающий кулачок. Воздух из клапана 203 поступает в клапан 202 раньше, нежели формы приходят в движение. Таким образом воздух из.проводки 173 клапана 163 приводит в действие нож как раз в тот момент, когда формы проходят над перегородкой 185. После отрезывания нож должен быть возвращен в свое исходное положенке, так как иначе ванна не сможет быть приподнята. Это достигается тем, что воздух подается из проводки 173 к концу клапана 202 через проводку 204, после того, как порщень 200 закончил свой рабочий ход. Само собою разумеется, что для приведения в действие ножа может быть применено также какое-либр иное приспособление; так, цилиндр 201 может быть приводим в действие непосредственно клапаном 203, а именно проводкой, не связанной с той проводкой, которая подает воздух в клапан 68; в этом случае можно отказаться от клапана 202.
Как уже было упомянуто, предлагаемая стекловыдувательная машина отличается простотою конструкции, экономичностью и значительною производительностью, причем могут быть изготовляемы различного рода стекольные изделия, а брак, получающийся вследствие поломок или раздавливания, крайне незначителен. Далее, при ремонте или при переходе к выработке иных стеклянных изделий можно с легкостью
вынимать к заменять отдельные части машины. Дальнейщее преимущество предлагаемого изобретения состоит в конструкции и в движении ванны, что предотвращает неравномерности и образование пузырей в стекле.
Устройство, вращающее столы с формами, является простым в смысле привода и конструкции, приче.м после каждого рабочего хода и-меет место кратковременная остановка; при атом, однако, вследствие особенностей привода машины ее производительность является очень высокой. Те различные части мащины, которые подвергаются наибольшей нагрузке и изнашиванию, например, приводное устройство 36, промежуточные зубчатые колеса 21 и т. п. легко могут быть вынимаемы из машины и заменяемы новыми, так что ремонт не сопровождается продолжительной остановкой мащины. Различные передачи движутся все в масле ц защищены от попадания грязи и посторонних тел, например, осколков стекла. Автоматический привод мащаны является весьма простым, требует минимального количества клапанов и является весьма эффективным; особое устройство и расположение ванны позволяют весьма упростить заполнение форм. Как уже было упомянуто, имеется возможность регулировать каждую отдельную операцию, так что мащину можно приноровить к любому роду изготовляемых стеклянных изделий или бутылек; различные операции следуют друг за другом точно соразмеренными, без ненужных перерывов и остановок, в течение которых стекло охлаждается и перестает давать хорощий фабрикат. Этим самым значительно повышается производительность машины. Кроме того, движение столов с формами является в предлагаемой машине более равномерным и плавным, нежели во всех других существующих мащинах с прерывистым движением, в которых каждое движение сопровождается резким толчком, что приводит к поломкам и значительному браку.
Предлагаемый способ привода машины с мальтийским крестом допускает постепенное приведение машины в движение, когда ролик входит в прорез
креста; чем глуоже ролик проникает в прорез, тем больше становится скорость; при выходе ролика из прореза происходит, наоборот, постепенное уменьшение скорости, так что скорость столов всегда плавно возрастает или уменьшается, что влечет за собою отсутствие толчков, от которых страдают формы и изделия и которые неизбежны во всех других машинах.
Дальнейшие преимущества предлагаемого изобретения состоят в простоте конструкции привода столов, состояш,его из одного лишь элемента - зубчатого колеса 41, тогда как в других существующих машинах с пневматическим приводом приходится приводное приспособление при каждом шаге вновь сцеплять со столом, а по окончании шага расцеплять, причем самый стол приходится каким-либо способом приостанавливать в течение периодов покоя. В предлагаемой же машине приводной поршень и зубчатая рейка всегда сцеплены со столом, а движение обусловливается обоими роликами 35, входящими в прорезы креста. Зубчатая рейка препятствует всякому движению стола в течение периодов остановки. Далее, отсутствие холостых ходов позволяет значительно сократить расход сжатого воздуха по сравнению с другими машинами.
Предмет изобретения.
1. Стекловыдувательная машина с несколькими предварительными и отделочными формами, соответственно служащими для автоматической загрузки стеклом, передачи заготовки в отделочные формы и окончательной выдувки изделий, отличающаяся тем, что формы снабжены собственными формующими устройствами, действующими во время движения несущих форм столов 10 и И (фиг. 1 и др.), приводимых во вращение с краткими периодами остановок, во время которых происходит заполнение стеклом очередной предварительной формы и передача отформованной заготовки из соответствующей предварительной формы в окончательную, а самая выдувка производится на ходу вращения означенных столов.
2.В машине по п. 1 применение автоматически раскрывающихся форм для снимания готовых изделий в периоды остановки столов.
3.В машине по п. 1. приводное устройство для прерывистого передвижения формь столов, отличающееся применением зубчатого колеса 41 (фиг. 4 и 5), могущего продольно перемещаться по оси 40 и входить в попеременное сцепление с той или другой расположенных одна выще другой зубчатых реек 42 и 43, скрепленных с поршневою щтангою пневматического двигателя 47 (фиг. 4, 5 и др.).
4.В мащине но пп. 1 и 3 передаточный механизм, служащий для регулирования скоростей поворачивания столов и обеспечения их неподвижности в периоды остановок, отличающийся применением скрепленного с осью одного из столов мальтийского многоконечного по числу форм на столе, креста, радиальные прорезы коего 34 (фиг. 4 и 5) охватывают ролики приводного устройства 36 на оси 40.
5.В машине по п. 1 применение несущих форму столов 10 и 11, вращающихся вокруг двух неподвижных параллельно расположенных колонок, сцепленных между собою системой зубчатых колес 21 (фиг. 1-5), помещенных в виде особой сменной конструктивной единицы в масляной ванне корпуса 22 основной рамы.
6. Форма выполнения машины по пп. 1-3, отличающаяся тем, что подача сжатого воздуха к пневматическому двигателю 47 управляется приспособлениями, обусловливающими поступательные передвижерия зубчатого колеса 41 с целью установки его сцепления с тою или другою из зубчатых реек 42 и 43.
7.В машине по пп. 1-3 применение клапана для управления заполнением предварительных форм и передачи стекла из .предварительной в окончательную форму.
8.В машине по п. 1 захватывающее приспособление для вынимания из форм готовых изделий, отличающееся тем.
что расположенные поблизости от места раскрывания окончательных форм спаренные захватывающие органы вращаются в такт с несущим формы столом и снабжены общим клапаном для подведения сжатого воздуха одновременно к противолежащим сторонам пневматических приборов означенных органов, так что один из органов вынимает изделие из формы в то время, как другой опускает ранее вынутое изделие на транспортер.
9. Форма выполнения машины по п. 1, отличающаяся тем, что для автоматического заполнения предварительных форм расплавленной стеклянной
массой применен наполняемый стеклом резервуар 80 (фиг. 1), поворотно установленный на подвижной вверх и вниз оси 81 так, что поверхность стеклянной массы в период остановки мащины подводится к устью предварительной формы.
10. Форма выполнения мащины по пп. 1 и 9, отличающаяся тем, что резервуар 80 (фиг. 19-23), в целях качания вокруг горизонтальной оси, установлен на щарнире 186 и снабжен продольной и поперечными перегородками, служащими для перемещения стеклянной массы в определенном направлении. Е патенту ин-ной фирмы „Корпорация Линч Л 45559


| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОВЫДУВАТЕЛЬНАЯ МАШИНА | 1932 |
|
SU46844A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Устройство для перемещения форм | 1971 |
|
SU646902A3 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| ПЕРЕВОРАЧИВАЮЩИЙ МЕХАНИЗМ МАШИНЫ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2741902C1 |
| МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1929 |
|
SU19312A1 |
| Машина для производства стеклянных изделий | 1927 |
|
SU12261A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1925 |
|
SU6334A1 |
Ши г4
Фиг
:а
9 ло
J49
УД/ za
Mt
В Фиг
-131
Фиг17
, ---,,
г лТ И Т7, . i . М
11J иТЯ.-..-иа..-ГТj у UJ... 2: Фиг1Е /96G/У-ХР7 /97i;;--..,;,;;.;.
2gi
/5/Ко4-/5о &0 О4 /sx(
.Жт;
||SJ P:5;;:,.
Р | й Ша;Ш1г
,30
rh
HnrGu ,r-Фип
wisim
-/зв
-/
p