Изобретение относится к энергетике и касается способов изготовления плавниковых труб, предназначенных для использования в конвективных поверхностях нагрева котельных агрегатов и других теплообменных аппаратов.
По основному авт.св. № 590035 известен способ изготовления теплооб- менной трубы с полым плавниковым оребрением, при котором трубу размещают в тонкостенной трубе большего диаметра и последнюю обжимают по боковой поверхности первой.
Цель изобретения повышение тепловой эффективности теплообменной трубы за счет увеличения поверхности контакта труб.
На чертеже изображена плавникова труба, полу 1енная предлагаемым спосо- бом.
Способ изготовления теплообменной трубы с полым плавниковым оребрением включает размещение трубы в тонкослойной трубе большего диаметра и обжим последней по боковой поверхности первой.
Способ реализуется следующим образом.
Несущую трубу 4 свободно вставля- Q верхности контакта труб, при обжиме ют в тонкостенную трубу 2 и прокаты- тонкостенной трубы обжимают располо- вают их совместно. Валки спрофилиро- женную в ней трубу до придания пос- ваны так, что труба 2 обжимается но ледней овальности.
боковой поверхности трубы 1, деформируя последнюю и придавая ей овальную форму. Совместная деформация обеих труб осуществляется усилием, обеспечивающим плотньш контакт между ними. По предлагаемому способу изготовлены трубы методом -волочения через роликовую обойму из несущих труб 42х х6 СТ.20К и оболочек 83x2 ст.10. Расстояние между роликами по малой оси овала составляло около 45,5 мм. Усилие волочения находилось в пределах 4 - 5,5 м. Трубы имели большую ось овала около 46,5 мм и ширину по плавникам оболочки 110 - 112 мм. Термическое сопротивление находилось в пределах (О - 1)х10 , определялось на огневом стенде и обусловлено высокой плотностью контакта эле-; ментов теплообменной трубы.
Формула изобретения Способ изготовления теплообменной 25 трубы с полым плавниковым оребрением по авт.св. № 590035, отличающийся тем, что, с целью повьше- ния тепловой эффективности теплообменной трубы за счет увеличения по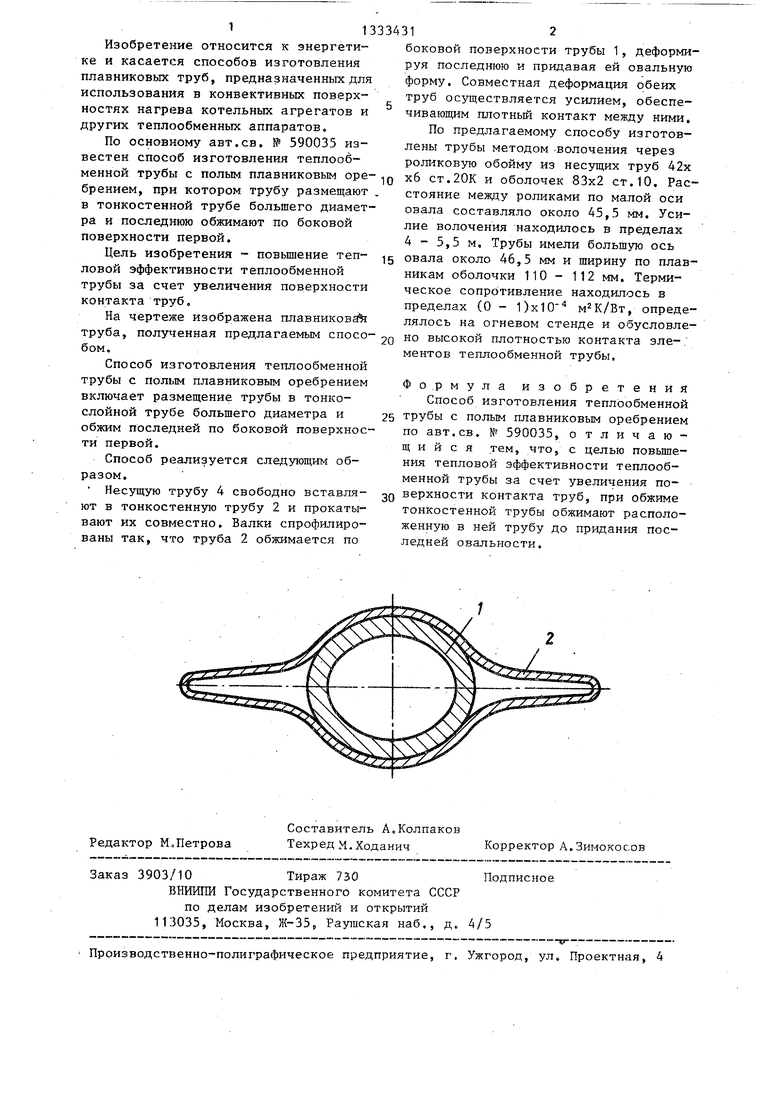
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плавниковых ребер | 1976 |
|
SU637181A1 |
| Способ изготовления теплообменной трубы с полым плавниковым оребрением | 1975 |
|
SU590035A1 |
| Способ изготовления теплообменника | 1990 |
|
SU1765678A1 |
| ВОЗДУХООБОГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ ВОЗДУХООБОГРЕВАТЕЛЯ | 1998 |
|
RU2137053C1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712111A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1719180A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712110A1 |
| Способ гибки труб | 1986 |
|
SU1342562A1 |
| Способ изготовления тройников | 1974 |
|
SU637176A1 |
Изобретение относится к технологии изготовления теплообменных труб с полым |плавниковымвребрением и позволяет повысить их тепловую эффективность. Для этого при обжиме наружной тонкостенной трубы по несущей внутренней трубе последней придается овальность. Это увеличивает поверхность контакта двух упомянутых труб. 1 ил,, СП с со со со со 14)
Редактор М., Петров а
Составитель А,Колпаков Техред М.Ходанич
Заказ 3903/10Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раугаская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Способ изготовления теплообменной трубы с полым плавниковым оребрением | 1975 |
|
SU590035A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
