Изобретение относится к машиностроению и может использоваться в производстве теплообменных поверхностей нагрева, например тепловых электростанций.
Цель изобретения - уменьшение трудоемкости изготовления, повышение надежности конструкции, а также увеличение площади контакта между элементами конструкции.
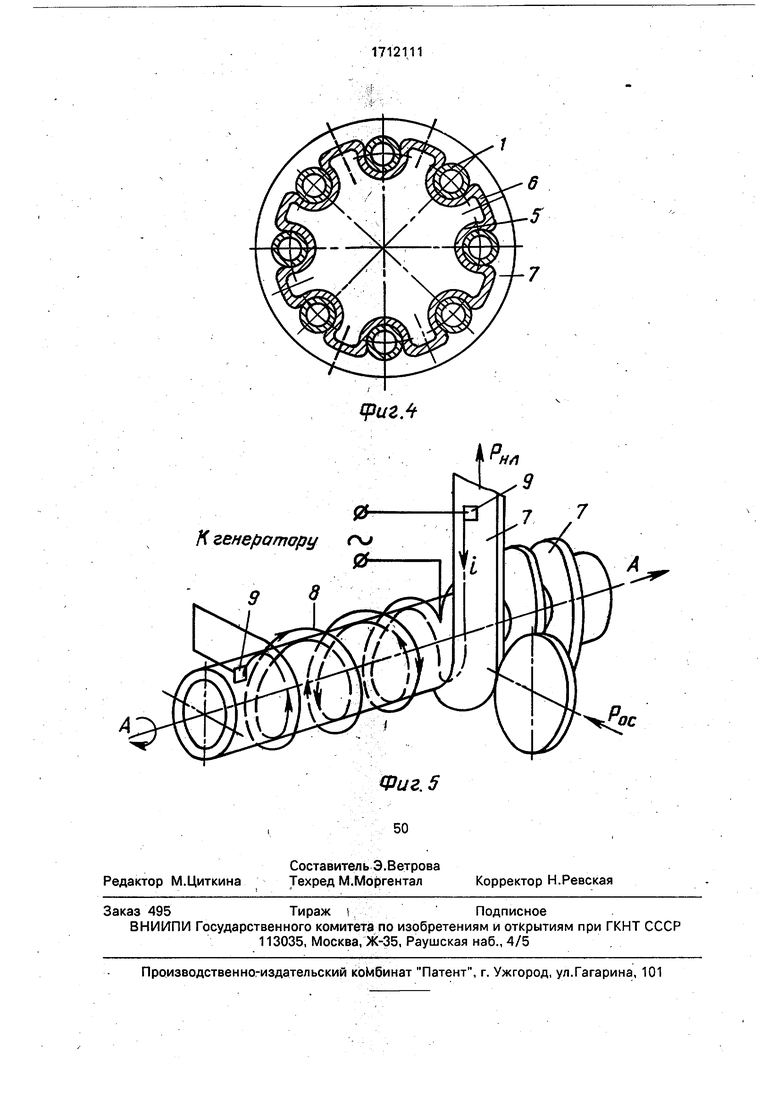
На фиг. 1 и 2 изображены варианты оребренных элементов, поперечное сечение; на фиг.1 - плавниковая труба, на ф11г.2 - цельносварная панель; на фиг.З - вид А на фиг.1 и 2; на фиг.4 - поперечное сечение оребренной обечайки с обозначением мест разрезки (пунктирные линии) на отдельные элементы; на фиг.5 - схема осуществления
спиральной торцевой навивки и приварки ребра на цилиндрическую заготовку.
Плавниковая труба (фиг.1) и цельносварная панель (фиг.2), изготовленные предлагаемым способом, состоят из гладких теплообменных труб 1, плавников 2 или пластин 3 и приваренных к ним лепестков 4 (фиг.З).
Штампуя, например, из двух плацтйн и сваривая между собой две полуокружности или же прокатывая тонкостенную трубу в валках, изготовляют заготовку (фиг.4), состоящую из цилиндрических пазов 5 и прямых участков 6. В пазы 5 плотно, как в Обойму, устанавливают трубы 1. Затем цилиндрическое основание, состоящее из профильной обечайки и вставленных в нее труб 1, оребряют торцевой.спиральной навивкой ребра 7, например, с использованием ТВЧ по схеме, условно изображенной на фиг.5, следующим образом. Вращая и перемещая цилиндрическую заготовку по стрелкам А и наматывая ленту - ребро с одновременным пропусканием тока высокой частоты (О через проводник 8, скользящие контакты 9 и чести неоребренной заготовки и ленты, расположенные между контактами, осуществляют намотку ленты, разогрев и сварку цилиндрической заготовки и ленты. Затем оребренную заготовку (фиг.4) разрезают известными методами на прямых участках 6 между трубами 1 по ребру 7, разделяя цилиндрическую заготовку на части, на трубы 1 с плавниками 2 или пластинами 3, оребренными лепестками 4. При этом панель пофиг.2 получается после удаления части (надреза) ленточного оребрения и деформации обечайки на участках 6 до установки труб 1 в плоскость.
Предлагаемый способ обеспечивает уменьшение трудоемкости изготовления
одновременно двух плавников, принадлежащих одной трубе, а также крепление лепестков не только к плавникам, ной к трубе.
Фор мула изобретения
Способ изготовления теплообменных элементов, содержащий операции оребрения цилиндрической заготовки путем спиральной навивки и приварки ребра,
разрезки оребренной заготовки по образующим на отдельные оребренные элементы, установки и крепления теплообменных труб, отличающийся тем, что, с целью уменьшения трудоемкости изготовления,
повышения надежности конструкции и увеличения площади контакта между элементами конструкции,, н& наружной поверхности цилиндрической заготовки равномерно по окружности предварительно выполняют
продольные цилиндрические пазы, в которые перед оребрением устанавливают теплообменные трубы, а разрезают заготовку по перемычкам между трубами.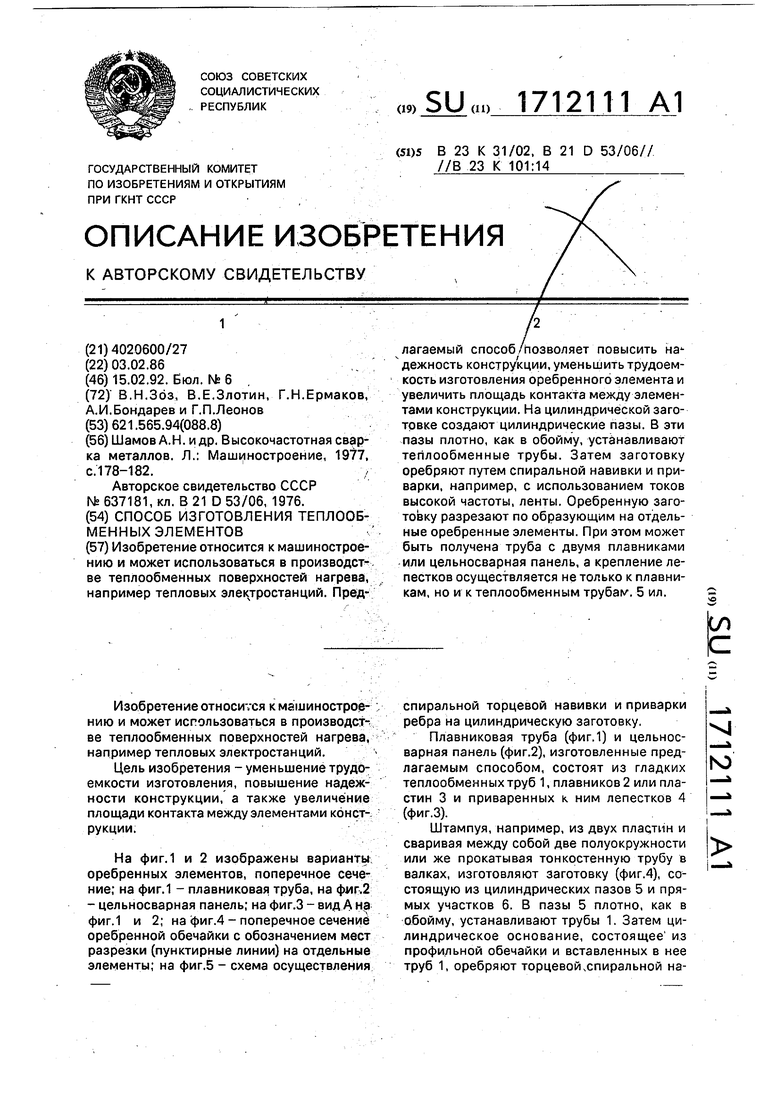

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712110A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1719180A1 |
| Теплообменник и способ его изготовления | 1986 |
|
SU1744408A1 |
| Способ изготовления плавниковых ребер | 1976 |
|
SU637181A1 |
| Способ изготовления трубы со спиральным оребрением | 1987 |
|
SU1463368A1 |
| Способ изготовления оребренных теплообменных труб | 1985 |
|
SU1269874A1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
| ОРЕБРЕННАЯ ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1992 |
|
RU2041441C1 |
Изобретение относится к машиностроению и может использоваться в производств ве теплообменных поверхностей нагрева, например тепловых элeкJpocтaнций. Предлагаемый способ/позволяет повысить на-- дежность конструкции, уменьшить трудоемкость изготовления оребренного элемента и увеличить площадь контакта между элементами конструкции. На цилиндрической заготовке создают цилиндрические пазы. В эти пазы плотно, как в обойму, устанавливают теплообменные трубы. Затем заготовку оребряют путем спиральной навивки и приварки, например, с использованием токов высокой частоты, ленты. Оребренную заготовку разрезают по образующим на отдельные оребренные элементы. При этом может быть получена труба с двумя плавниками или цельносварная панель, а крепление лепестков осуществляется не только к плавникам, но и к теплообменным Tpy6aiv. 5 ил.с;Ё
игЛ
ВидА,
71
X
2,J,5
.J
иг.
Фиг. 5
| Шамов А.Н | |||
| и др | |||
| Высокочастотная сварка металлов | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
