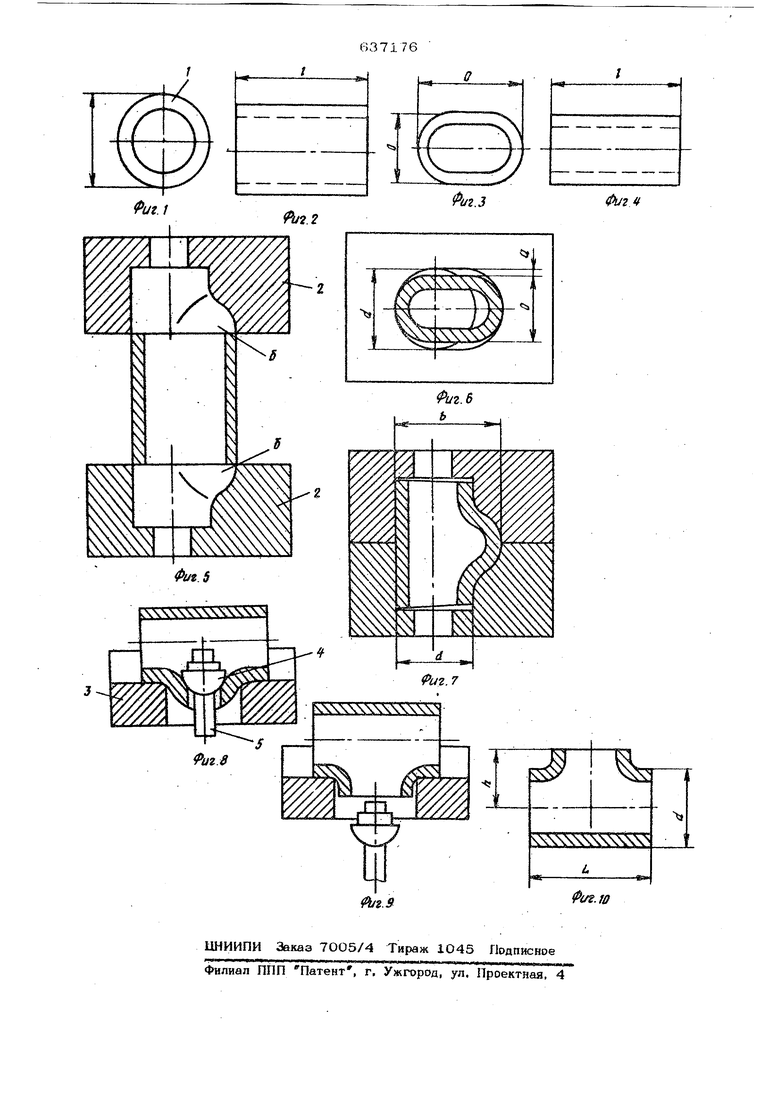
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ятные условия для распределения металла при формировании горловины. Известен способ изготовления фитингов продольным эксцентричным обжимом трубной заготовки с последующей отбортонкой горловины. Этот способ заключается в том, что предварительно нагретую в месте обжима трубную заготовку с диаметром, равным высоте средней части отштампованной заготовки тройника, надеш ют на оправку и за счет продольно- г-о перемещения матрицы осуществляют обжим нагрвгого торца заготовки. Металл из зоны нагрева свободно перемешается в зону сопряжения выпучины с корпусом, в BfoM месте стенку Затем Зй-готовку надевают на другую оправку и производят обжнм другого, предварительно нагретого торца затх говки. осу. щёствляется эксцентрично по всему диа метру заготовки; при этом в центральной части заготовки-по всему периметру образуется вьгаучина, уменьшающаяся к про тивоположной стороне. Далее в выпучине пробивакзт отверстие и отбортовьшагот горловину ij. К недостатйам этого способа относятся необходимость местного нагрева заготовки для создания благоприятньзх усло ВИЙ течения металла в зону перехода кор пуса в горловину и многопереходность штамповки с применением комбинирован, ных uiTaMooBt Кроме того, при экспентри чиом обжиме круглой трубной заготовки происходит -деформирование ее по всему диаметру, требующее значительных усилий прессования, и выпучина образуется не только в зоне формирования горловинь5, НО И на боковых стеьшах корпуса фи.тинга, что . увеличивает металлоемкость изделия. Целью предлагаемого способа является уменьшение рабочих усилий прессования и металлоемкости тройника. Поставленная цель достигается за счет того, что перед обжимом предварительно сплющивают трубную заготовку до овала с малой осью, равной диаметру тройшгка, а в процессе обжима к заготов ке прикладывают дополнительно обжимаю- щее усилие в зоне формирования г-орлови что уменьшает рабочее усилие прюпорцио нально деформируемой площади сечения. Уменьшение усилия повышает устой- чивость заготовки в процессе обжима, что позволяет вести штамповку вхо/юдну одновременно с двух торцов без примене 6 64 кия KiecTHoro нагрева и комбинированных штампов. Уменьшение металлоемкости достигатся за счет формирования выпучины только с той стороны овальной заготовки, на которой расположена горловина, при этом происходит направленный набор металла в зону перехода корпуса в гх)рловину. На фиг. 1 и 2 показана исходная трубная заготовка, вид с торца и сбоку; на фиг. 3 и 4 - заготовка после сплющивания, вид с торца и сбоку; па фиг, 5 и 6установка овальной заготовки в штампе; на фиг, 7 - расположение заготовки в штампе после смыкания матриц; на фиг. 8 - установка отштампованной заготовки в приспособлении для отбортовки Горловины; на фиг. 9 - заготовка после отбор «вки гор.иовины, разрез; на фиг. 10 - готовое изделие. Способ осуществляется в следующей последовательности. Трубные заготовки резкой трубы на механических стаггках. Диаметр заготовки D (фиг. l) выбирают по количеству необходимого металла для пол чения готового фитинга (с учетом припуска на механическую обработку), исходя из условия постоянства объема до и теле выполне- иия штамповочных операций, длину & (фиг. 2) - равной длине готового фитинга U (фиг. 1О) плюс припуск на механическую обработку. Трубной заготовке 1 {фиг, 1) придают овальну форму (фиг. 3), сплющивая ее между плоскими бо 1ками до получения овала с малой осью Ъ , меньшей диаметра концов корпуса готового фитинга не величину зазора а (фиг, 6) между боковой поверхностью за.. готовки и стенкой рабочей полости , штампа, назначенного из условия сохранения продольной устойчивости заготовки при обжиме. Большую ось О (фиг. З) пришгмают равной высоте горловины, из- меренной от наружной стенки фитинга, т.е. величине h 4d/2. (фиг. 1О). Далее овальную заготовку устанавливают в рабочую полость матрицы 2 (фиг, 5), се- че1ше которой на глубине формирования вьшучины имеет форму овала с малой осью, равной диаметру концов корпуса фитинга. Большая ось этого овала уменьшается в направлении концов корпуса до величины их диаметра. Заготовку обжимают одновременно с двух торцов вдоль большей.оси овала, при этом заготовка деформируется только со стороны расположения выпучины горловины, которая }юрмируегся сферическим участком i (фиг, 5) рабочей полости матрицы. После смыкания матриц заготовка им ет выпучину высотой равной b (фпг. ). Для отбортовки горловины в заготовке прорезают отверстие, диаметр которюго рассчитывается и.вестным способокт, пос ле чего заготовку устанавливают в при« способлении 3 (фиг. 8). Отбортовку производят с помощью грибка 4, закреп ленного на штоке 5 (фнг. 8), при движении штока вниз. Для получения готового изделия после отбортовки производят под резку торпов и расточку внутренних отверстий под внутренние диаметры присое диняемых труб. Этим способом можно изготовить и крестовины. При изготовлении крестовин рабочая полость матрицы Hh-ieeT два сферических участка, симметрично распело- женных относите71ьно цилтгндрической части полости, В качестве примера предлагаемым способом был изготовлен тро йник мм и толщиной стенки S - Ю мм, По чертежу готового тройрптка был подсчитан объем металла. Исходя из усло вия постоянства объема до и после штам повки с учеахэм на механическуго обработку, бьша выбрана трубная заготовка 96 мм толщиной и длиной, равной толщине и длине готового тройнп- ка (S - 1О мм,В - 150 мм), Заготов са перед обжимом была сплющена до овала. Размеры осей овала были определены следующим образом; большая ось б1лла выбрана в соответствии с чертежом, раглгай высоте горловины, измеренной от противоположной стенки, т.е. 1О5 малая ось - равной диаметру концов корпуса тройншса за вычетом- зазора, создаваемого между боковой поверхностью заготовки и cTetmoE рабочей полости матрицы, т.е. 80 - (2 X 3,5) к; 73 мм. Вели чина зазора определялась опытным исходя из условия сохранения продольной устойчивости заготовки. Далее овальную заготовку устагювили в рабочей полости матрицы, начальное сечение которой имее форму овала с малой осью, равной дна- .метру концов корпуса тройгппса, - 8О мм и большой осью - равной высоте гор - 6 66 лоБины, Т.е. 1О5 мм. Конечный y uicToK рабочей полости представляет собой нклиндр с диаметром, равн,м KOffнов ко,;пуса готоеЮ1Ю фитинга - 80 мм. При щхздольном обжиме одиоврек енно о ziByx торцов вдоль бо.шшей оси оваль- пой заготовки сфопм фовалась выпучина высотой 103 мм (тЕзмерекная от протнвоположпой ) к диаметр коппоп заготовки с1-ал равен лнаметру шыиидрической части рабочей полости - 8О мм. Перед отбортовкой ropJiOBnfn i в выпу чине вырезали отверстие035 мм, рассчитанное известным способом. Далее з;1готовку установили в приспособлени5{ для отбс;рговки, ввели во внутрь заготовки грибок, закрегшли его {а штоке и движением штока вниз произвели отбор- товку тхэрловнны. После ч;еха1гмческой обработки торпоп получщлн тро1;гп;к со слелующиг,ц paaNfc- рами: Внутрег П Л диаметр корпуса и хчтрло- ВПНЫ60 KEKi Толиипга стеггкн на корпуса 10 Толщина сте1П;,и на ixjpue горлови)1Ь 9-10 мм Толщина стенли в месте перехода корпуса в гор/ювниу13«-1-1 мм Высота 1Х)рлон1Шы, пзк( от г ротивоположной стекки10О мг, Об)лая /длина TpoHjiUKa125 мм 3 о о р е т с н п я Способ изготхтп.пемия тройпиков пз yб}юй )вки, включатоший анне 1орловины продольного} бжима концов аа.1Х ТОБКи до ыпучн1пл с frocлe I o цям обраэова}тем отбортовкой oTeepCTisJ в вьтучипе, о т - и ч а ю щ и и с я тем, что, с долью меньшения рабочих усилий и металло MiiocTii трглшика, перед обжимом заго- овку СШНОЦПТ.Б.ЗЮТ до овала с малой осьгс авной диа.чтетру тройшша, а в процессе бжпма к заготооке Г1риклодыва от допол- 1тельно обжимающее усилие в аоне фор- HI ODaniiH ГОрЛОВИНЬ.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки тройников | 1971 |
|
SU508295A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |