11342562
.Изобретение относится к обработке металлов давлением, а именно к гибке труб.
Целью изобретения является расширение технологических возможностей за счет обеспечения возможности гибки тонкостенных труб и повьшения качества гиба.
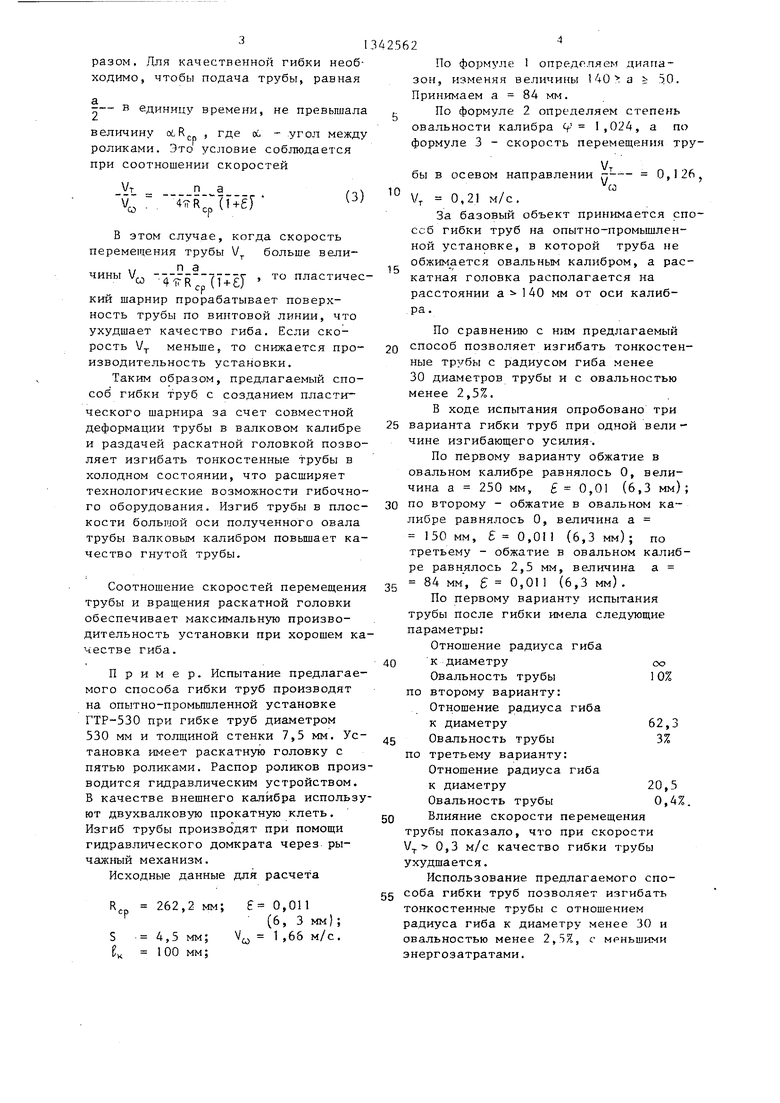
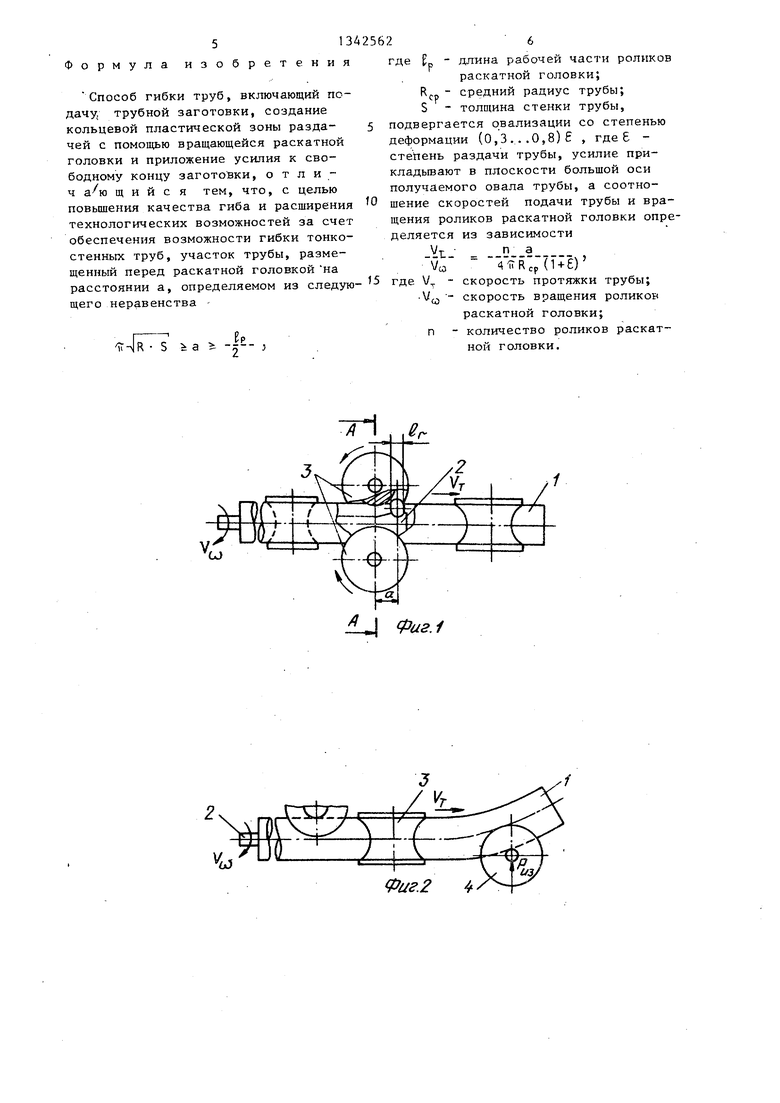
На фиг.1 и 2 показана схема гибки труб; на фиг.З - разрез А-А на фиг.1.
Способ осуществляется следующим образом.
Труба 1 надевается на раскатную головку 2 при помощи приводных валков овального калибра 3. Когда редний конец трубы 1 подойдет к изгибающему ролику 4, перемещение трубы прекращается j Производится распор роликов раскатной головки 2 на нужны натяг. Раскатная головка приводится во вращение со скоростью Уц. Труба 1 обжимается овальным калибром 3, при этом образуется пластический щарнир протяженностью а и начинают вращаться валки калибра 3, которые перемещают трубу в осевом направлении со скоростью V. Одновременно с осевым перемещением трубы производится нажим изгибающим роликом 4, который начинает изгибать трубу в плоскости больщой оси полученного овала трубы от деформации валковым калибром 3.
При раскатке роликами внутренней поверхности трубы возникают изгиб- °ные деформации, которые имеют раз- ньй знак по толщине стенки трубы. Когда толщина стенки трубы небольшая, то пластические деформации от раскатки не охватьгоают всю толщину стенки трубы и поэтому снижение изгибающего усилия незначительно. Увеличить зону пластических деформаций можно за счет ограничения перемещений стенки трубы от раскатных роликов во внеконтактной зоне деформаций. Таким образом, валковый калибр установленный в зоне внеконтактной деформации раскатной головки,увеличивает зону пластических деформаций по толщине труб.При обжатии трубы валковым калибром и одновременной раздаче трубы раскатной головкой возникает сложнонапряженное состояние материала трубы, которое характеризуется тем, что изгибные дефо1)мацик по толщине стенки трубы в пределах расстояния а несколько раз меняют свой знак. Расстояние а между осью валкового калибра и осью раскатной головки выбирается следующим образом.
Из теории, оболочек известно, что внеконтактпые деформации распространяются на длину
а при боль
шей длине становятся пренебрежимо малы. Поэтому верхним пределом вели- чины а принимается значение
JS Когда расстояние а становится меньtpше , то происходит раскатка
стенки трубы, которая приводит к возрастанию рабочих усилий. Поэтому нижним пределом расстояния а являI tp ется -.
Таким образом
ь
2
(1)
0
5
При изгибе трубы в зоне пластического шарнира возникает неравномерная по сечению деформация стенки трубы. В плоскости изгиба величина деформаций наибольшая, а на нейтральной линии - наименьшая. Это приводит к неравномерному изменению по сечению трубы механических характеристик материала трубы, толщины стенки трубы и к появлению овальности. Для уменьшения этих эффектов труба перед раскаткой овализируется таким образом, чтобы большая ось вала находилась в плоскости изгибающего усилия.
Q При этом суммарные деформации от обжатия валковым калибром от раздачи раскатной головкой и изгибающего усилия выравниваются по сечению трубы, что повьщзает качество гиба. На
g полупромьщ1ленной установке для гибки труб установлено, что степень раскатки трубы, при.которой изменение механических свойств трубы после гибки не превышает допускаемые, лежит в пределах 0,0 ,05. Овальность валкового калибра (определяется по формуле
). (2)
0
(
. Обжатие трубы овальным калибром 55 составляет (0,3-0,8)е,
Соотношение скоростей перемещения трубы и вращения роликов раскатной головки определяется следующим образом. Для качественной гибки необходимо, чтобы подача трубы, равная
-- в единицу времени,
не превьш1ала
OLR,
Р
где (X, - угол между
величину
роликами. Это условие соблюдается
при соотношении скоростей
ср
(
(3)
чины V,.
то пластичесВ этом случае, когда скорость переме1цения трубы V больше вели- п а
чТГ.рТТ+ё
кий шарнир прорабатывает поверхность трубы по винтовой линии, что ухудшает качество гиба. Если скорость V меньше, то снижается производительность установки.
Таким образом, предлагаемый способ гибки труб с созданием пластического шарнира за счет совместной деформадии трубы в валковом калибре и раздачей раскатной головкой позволяет изгибать тонкостенные трубы в холодном состоянии, что расширяет технологические возможности гибочного оборудования. Изгиб трубы в плоскости большой оси полученного овала трубы валковым калибром повышает качество гнутой трубы.
Соотношение скоростей перемещения трубы и вращения раскатной головки обеспечивает максимальную производительность установки при хорошем качестве гиба.
Пример. Испытание предлагаемого способа гибки труб производят на опытно-промышленной установке ГТР-530 при гибке труб диаметром 530 мм и толщиной стенки 7,5 мм. Установка имеет раскатную головку с пятью роликами. Распор роликов производится гидравлическим устройством. В качестве внешнего калибра используют двухвалковую прокатную клеть. Изгиб трубы производят при помощи гидравлического домкрата через рычажный механизм.
Исходные данные для расчета
R 262,2 мм; 0,011
(6, 3 мм);
S 4,5 мм; Vj 1 ,66 м/с.
100 мм;
342562
По формуле I определяем диапазон, изменяя величины 1 40 : а ь 50. Принимаем а 84 мь5.
По формуле 2 определяем степень овальности калибра V I,024, а по формуле 3 - скорость перемещения тру5
бы в осевом направлении -- 0,126
10
Q
5
0
0
V 0,21 м/с.
За базовый объект принимается способ гибки труб на опытно-промышленной установке, в которой труба не обжимается овальным калибром, а раскатная головка располагается на расстоянии а 1 40 мм от оси калибра.
По сравнению с ним предлагаемый способ позволяет изгибать тонкостенные трубы с радиусом гиба менее 30 диаметров трубы и с овальностью менее 2,5%.
В ходе испытания опробовано три 5 варианта гибки труб при одной величине изгибающего усилия-.
По первому варианту обжатие в овальном калибре равнялось О, величина а 250 мм, 0,01 (6,3 мм); по второму - обжатие в овальном калибре равнялось О, величина а
150 мм, 0,01 (6,3 мм); по третьему - обжатие в овальном калибре равнялось 2,5 мм, величина а 84 мм , 0,01 1 (6,3 мм) .
По первому варианту испытания трубы после гибки имела следующие параметры:
Отношение радиуса гиба
к диаметру
Овальность трубы по второму варианту:
Отношение радиуса гиба
к диаметру
Овальность трубы по третьему варианту:
Отношение радиуса гиба
к диаметру
Овальность трубы
Влияние скорости перемещения трубы показало, что при скорости V 0,3 м/с качество гибки трубы ухудшается.
Использование предлагаемого спо- 5 соба гибки труб позволяет изгибать тонкостенные трубы с отношением радиуса гиба к диаметру менее 30 и овальностью менее 2,5%, с меньшими энергозатратами.
5
0
5
00
10%
62,3 3%
20,5 0,4%.
0
Формула изобретения
Способ гибки труб, включающий подачу, трубной заготовки, создание кольцевой пластической зоны раздачей с помощью вращающейся раскатной головки и приложение усилия к свободному концу заготовки, о т л и - ч а ю щ и и с я тем, что, с целью повышения качества гиба и расширения технологических возможностей за счет обеспечения возможности гибки тонкостенных труб, участок трубы, размещенный перед раскатной головкой на расстоянии а, определяемом из следую щего неравенства
.а.
2562
где
fO
R
ср
Ер - длина рабочей части роликов раскатной головки; средний радиус трубы; S толпшна стенки трубы, подвергается овализации со степенью деформации (0,3...0,8)6 , где 6 - степень раздачи трубы, усилие при- кладьгеают в плоскости большой оси получаемого овала трубы, а соотношение скоростей подачи трубы и вращения роликов раскатной головки определяется из зависимости VT па
(ue)
-t-
V(X) -1 11 i cp
15 где V - скорость протяжки трубы; Vjj - скорость вращения роликов
раскатной головки; п - количество роликов раскатной головки.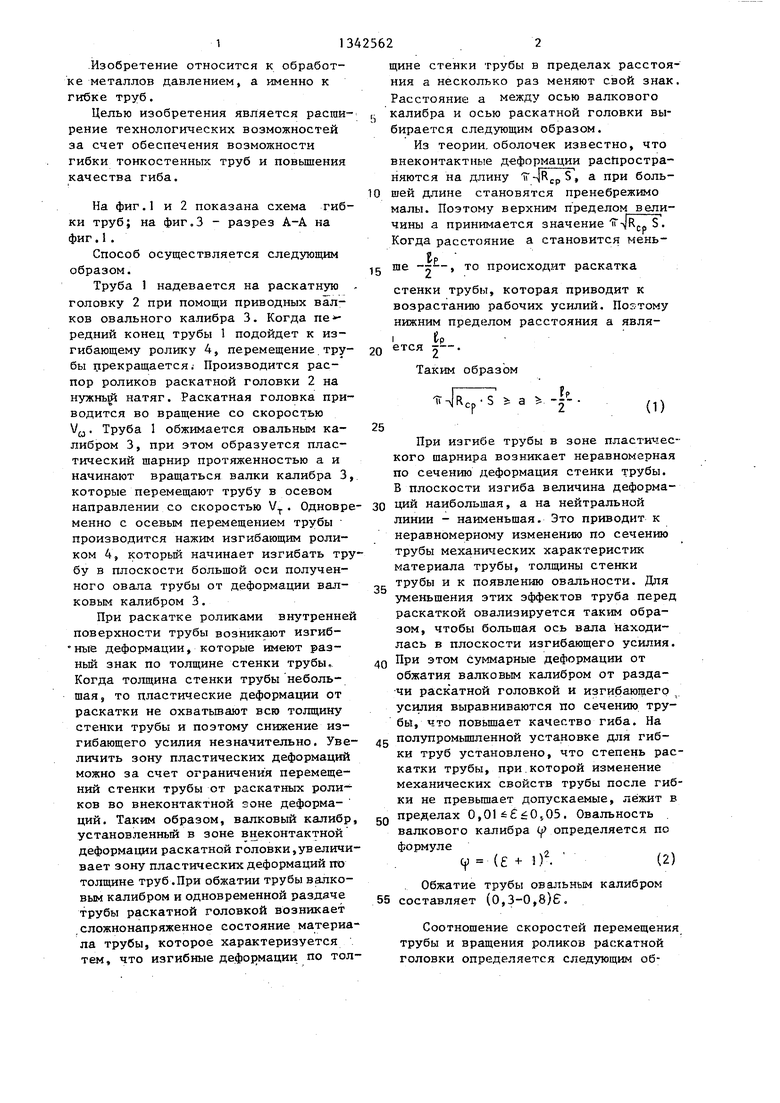
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ | 1992 |
|
RU2008116C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 1992 |
|
RU2008117C1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2002 |
|
RU2209698C1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
Изобретение относится к области обработки металлов давлением, в частности к технологии гибки труб, и позволяет повысить качество гиба и расширить технологические возможности Гибки за счет обеспечения гибки тонкостенных труб. В способе перед созданием кольцевой пластической зоны трубную заготовку протягивают в овальном калибре до (0,3-0,8)5 , где В - степень раздачи трубы, причем плоскость обжима расположена от плоскости раздачи на расстоянии 1Г 4 s i а tp/2, где а - расстояние между осью калибра и осью раскатной головки; Ер - длина роликов раскатной головки; RCD средний радиус трубы; S - толщина стенки трубы, при этом усилие изгиба прикладывают в плоскости большой оси овала трубы, а соотношение скоростей протяжки и раскатки определяется из зависимости п-а/Г Г R,p (Uf) , где V - скорость протяжки трубы; V - ско- рость вращения расткатной головки; п - количество роликов раскатной головки. Использование изобретения позволяет изготавливать тонкостенные трубы с отношением радиуса гиба к диаметру менее 30, овальностью менее 2,5% и с меньшими энергозатратами. 3 ил. (/) I СО 4 Ю сл
Фиг.1
(Риг.З
| Способ гибки труб | 1979 |
|
SU818707A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
