Изобретение относится к обработке металлов давлейием, в частности к устройствам для гидравлической штамповки полых деталей из трубчатых заготовок.
Целью изобретения авляется повьше- ние надежности соединения полого пуансона для гидравлической штамповки трубчатых заготовок со штоком силового цилиндра за счет повышения надежности уплотнения сопряжения полого пуансона с полым штоком, а также улучшение условий эксплуатации за счет упрощения сборки и разборки соединения .
На фиг. 1 изображено соединение пуансона со штоком силового цилиндра; на фиг. 2 - вид А на фиг. 1.
Соединение содержит полый пуансон 1 для гидравлической штамповки и шток 2 силового цилиндра с расположенной соосно полости пуансона и сообщающейся с ней осевой полостью 3 и сквозным, имеющим в поперечном сечении Т-образную форму, пазом 4, продольная ось которого перпендикулярна оси штока 2. В донной части паза 4 соосно полости штока 2 расположено
10
15
сферическую поверхность головки пуансона к поверхности гнезда.
Одновременно упругие вкладьш1и 8 зажимают пуансон и препятствуют его смещению в полоскости, перпендикулярной оси штока 2. В то же время пуансон 1 имеет возможность изменять угол наклона своей оси относительно оси штока.
Во время штамповки под действием усилия, возникающего при деформировании трубчатой заготовки, сферическая поверхность головки пуансона и коническая поверхность гнезда 5 упруго деформируются, образуя надежное уплотнение стыка пуансон - шток.
Формула изобретения
20
1. Соединение полого пуансона для гидравлической штамповки трубчатых заготовок со штоком силового цилиндра, содержащее пуансон с осевой 25 полостью, шток с расположенной соосно полости пуансона и сообщающейся с ней осевой полостью и углублением для размещения конца пуансона, а также средство фиксации и уплотнения пу- коническое гнездо 5. Пуансон 1 быпол- зо ансона, отличающееся тем.
нен с головкой, имеющей сферическую торцовую поверхность 6 и сопряженный с ней цилиндрический участок 7. .Пуансон 2 имеет ступенчатую боковую поверхность, при этом ступень большего диаметра расположена со стороны головки. В стенках вертикальной полки Т-образного паза по обе стороны от пуансона расположены упругие вкладыши 8, обеспечивающие фиксацию пуансона. В пазу пуансона установлен цилиндрический штифт 9 для ограничения поперечного перемещения пуансона относительно штока 2. Пуансон подпружинен в осевом направлении посредством пружины 10, установленной между головкой пуансона и шайбой 11, расположенной на уступе Т-образного паза.
что, с целью повьш1ения надежности и улучшения условий эксплуатации, углубление в штоке выполнено в виде сквозного, имеющего в поперечном
35 сечении Т-образную форму паза, продольная ось которого перпендикулярна оси штока, и расположенного в донной части упомянутого паза соосно полости штока конического гнезда, пуансон
40 выполнен с головкой, имеющей сферическую торцовую поверхность, а средство фиксации и уплотнения пуансона выполнено в виде двух упругих вкла- дьшхей, установленных по обе стороны
45 от пуансона в стенках вертикальной полки Т -образного паза с возможностью взаимодействия с боковой поЕ-ерхностью пуансона, упора для ограниче:ния поперечного перемещения пуансона, смонтированного в упомянутом Т-образном пазу, а также пружины сжатия:, установленной между головкой пуансона, размещенной в упомянутом коническом гнезде штока, и уступом Т-образного
45 от пуансона в стенках вертикальной полки Т -образного паза с возможностью взаимодействия с боковой поЕ-ерхностью пуансона, упора для ограниче:ния поперечного перемещения пуансона, смонтированного в упомянутом Т-образном пазу, а также пружины сжатия:, установленной между головкой пуансона, размещенной в упомянутом коническом гнезде штока, и уступом Т-образного
50
Соединение работает следующим об- -разом.
На польй пуансон 1 устанавливают пружину 10 и шайбу 11 и вводят полученную сбоку в сквозной паз 4 до уио- ра в штифт 9, ограничивающий попереч- д- паза, нов перемещение пуансона 1 относи- 2. Соединение по п. 1, о т л и - тельно штока 2. При зтом головка пу- чающееся тем, что головка ансона размещается в коническом тнез- Пуансона выполнена с цилиндрическим де 5 штока, а пружина 10 поджимает участком, сопряженным со сф(грической
сферическую поверхность головки пуансона к поверхности гнезда.
Одновременно упругие вкладьш1и 8 зажимают пуансон и препятствуют его смещению в полоскости, перпендикулярной оси штока 2. В то же время пуансон 1 имеет возможность изменять угол наклона своей оси относительно оси штока.
Во время штамповки под действием усилия, возникающего при деформировании трубчатой заготовки, сферическая поверхность головки пуансона и коническая поверхность гнезда 5 упруго деформируются, образуя надежное уплотнение стыка пуансон - шток.
Формула изобретения
что, с целью повьш1ения надежности и улучшения условий эксплуатации, углубление в штоке выполнено в виде сквозного, имеющего в поперечном
сечении Т-образную форму паза, продольная ось которого перпендикулярна оси штока, и расположенного в донной части упомянутого паза соосно полости штока конического гнезда, пуансон
выполнен с головкой, имеющей сферическую торцовую поверхность, а средство фиксации и уплотнения пуансона выполнено в виде двух упругих вкла- дьшхей, установленных по обе стороны
от пуансона в стенках вертикальной полки Т -образного паза с возможностью взаимодействия с боковой поЕ-ерхностью пуансона, упора для ограниче:ния поперечного перемещения пуансона, смонтированного в упомянутом Т-образном пазу, а также пружины сжатия:, установленной между головкой пуансона, размещенной в упомянутом коническом гнезде штока, и уступом Т-образного
паза, 2. Соединение по п. 1, о т л и - чающееся тем, что головка Пуансона выполнена с цилиндрическим участком, сопряженным со сф(грической
торцовой поверхностью и выполненным диаметром, не превышающим диаметр . сферической поверхности.
3.Соединение по п. 1, о т л и- чающееся тем, что коническое гнездо штока выполнено глубиной, меньшей, чем высота части головки пуансона, имеющей сферическую торцовую поверхность.
4.Соединение по п. 1, отличающееся тем, что упор для
ограничения поперечного перемещения пуансона выполнен в виде цилиндричес-, кого штифта, закрепленного в стенках большей горизонтальной полки Т-образного паза штока перпендикулярно оси последнего.
5. Соединение по п. 1, о т л и - чающееся тем, что оно снабжено шайбой, расположенной между пружиной сжатия и уступом Т-образного паза.
ВидА
Редактор Н.Горват
Составитель И.Пожидаева
Техред Л.Сердюкова Корректор Л.Бескид
Заказ 3904/11 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР . по делам изобретений и открытий
113035, Москва,. Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
(fJue. 2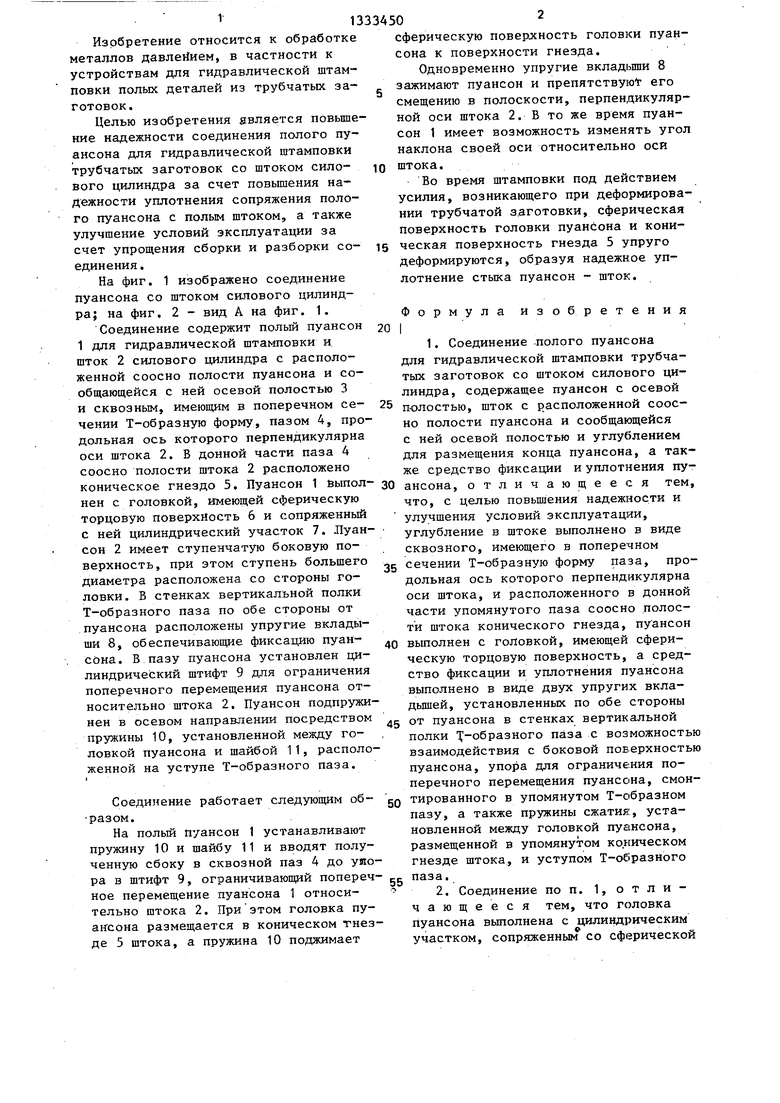
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм вдавливания п-образных скоб к скобосшивной головке | 1974 |
|
SU516525A1 |
| Компенсатор неравномерности нагружения штампов | 1990 |
|
SU1759654A1 |
| Узел самоцентрирования пуансона относительно матрицы | 1985 |
|
SU1260097A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Скобосшивной станок для соединения деревянных поддонов | 1974 |
|
SU516523A1 |
| РЕЗЕРВИРОВАННЫЙ ЗАПОРНЫЙ МАГИСТРАЛЬНЫЙ ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА, ВЫСОКИХ ДАВЛЕНИЙ И ТЕМПЕРАТУР | 2007 |
|
RU2350813C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ, КОЛПАЧКОВ ДЛЯ ЗАКРЫВАНИЯ ЕМКОСТЕЙ | 2000 |
|
RU2234416C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079171C1 |

Изобретение относится к обработке металлов давлением, в частности к соединениям полого пуансона для гидравлической штамповки трубчатых заготовок со штоком силового цилиндра. Целью изобретения является повышение надежности и улучшение условий эксплуатации. Для этого на полый пуансон -(П) 1 устанавливают цилиндрическую пружину 10 и шайбу 11. Сжима 2 9 « 11 ют пружину 10 шайбой 11. После этого вставляют П 1 с пружиной 10 и шайбой 11 в паз 4 полого штока 2, совершая поступательное движение до упора в неподвижный цилиндрический штифт 9. При этом сферическая торцовая поверхность головки П 1 попадает в коническое гнездо 5 штока 2. Одновременно упругие вкладьшш 8, деформируясь, охватывают боковую поверхность П 1, предотвращая смещение П 1 в направлении, поперечном оси штока 2. Во время штамповки под действием усилия деформирования заготовки поверхности сферического торца П 1 и конического гнезда штока .2 упруго деформируются, образуя надежное уплотнение стыка П - шток. Для съема П 1 со штока 2 совершают возвратное движение в направлении, противоположном направлению установки. При этом пружина 11 сжимается, головка П 1 выходит из конического гнезда штока 2, а вкладьшш упруго деформируются. Перемещение П 1 продолжают до его полного выхода из паза штока 2. 4 з.п. ф-лы, 2 ил. (Л 00 со со 4 СП фт. f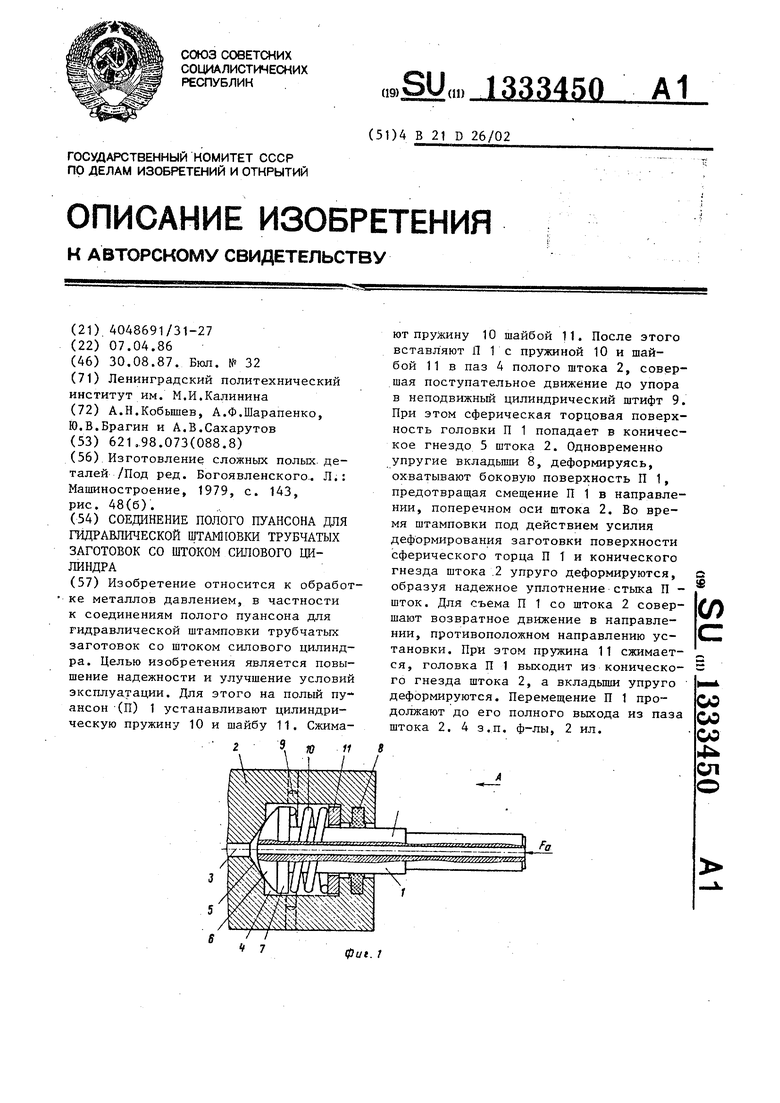
| Изготовление сложных полых деталей /Под ред | |||
| Богоявленского. | |||
| Л.: Машиностроение, 1979, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
