Изобретение относится к обработке металлов давле нием, преимущественно к изготовлению изделий типа стаканов способами, включающими штамповку об- ратным вьщавливанием ,
Целью изобретения является повышение качества изделий за счет увеличения значений ударной вязкости по всей высоте стенки изделий.
На фиг.1 показано поперечное сечение полуфабриката (условно не заштриховано) после предварительной пластической деформации до получения монотонна (плавно) уменьшающихся по высо- 15 хода волокна макроструктуры на внут- те поперечных сечений (также соот- реннюю поверхность ср довольно велик ветствующее этому направлению волокон макроструктуры), на фиг.2 - полуфаб-,
(порядка 20-22).
рикат после обточки до получения цилиндрической формы, сечение} на фиг.З - выдавленное изделие и положение в нем волокон макроструктуры, сечение на фиг.4 - изделие, получаемое известными способами, и типовое
Пример. Изготовляли изделие 20 типа стакана из стали Ст.З. Диаметр- полости составлял 40 мм. Глубина полости 182 мм, наружная высота изделия 202 мм, а диаметр 60 мм. После вьщавливания вдоль продольной оси
расположение в нем волокон макрострук-25 стаканов посередине высоты их стенки
вырезались стандартные образцы Менаже, которые испытывались на ударную вязкость. Ее величина составила по Предтуры, сечение.
Способ осуществляют следующим образом.
Сначала путем рубки или резки прутка получают заготовку, которую при необходимости к алибруют и, если требуется, получают при калибровке заходную фаску. Далее заготовку смазывают и осуществляют либо закрытую
ложенному способу с предварительной 30 закрытой осадкой 726 кДж/м , с пред- : арительным прямым выдавливанием 735 кДж/м. Для сравнения получали
40
изделие, изготовленное обратным выдавливанием из цилиндрической заго- осадку в плавно расширяющейся полости,35 товки, при этом ударная вязкость сос- либо прямое выдавливание в сужающее- тавила 532 кДж/м. ся очко матрицы (второе предпочтительно для малопластичных материгшов, поскольку уменьшает растягивающие напряжения, повышает гидростатическое давление и соответственно ресурс пластичности заготовки), получая полуфабрикат с плавно уменьшающимся по высоте поперечным сечением и соответствующим, расходящимся в сторону боковой поверхности, направлением волокон макроструктуры (фиг.1). Торец полуфабриката с большим поперечным сечением обозначен буквой Б, а торец с Меньшим поперечным сечением- М. Затем полуфабрикат обтачивают До получения цилиндрической формы (фиг,2), смазывают и осуществляют обратное выдавливание, прикладывая осевое усилие вьщавливания к торцу полуфабриката Б, поперечное сечение
45
50
55
Формула изобретения
1. Способ изготовления изделий типа стаканов, включающий предварительное деформирование заготовки с получением полуфабриката с монотонно уменьшающимся по высоте поперечным сечением, последующую обточку полуфабриката до придания ему цилиндрической формы и деформирование обратным вьщавливаиием, отличающийся тем, что, с целью повышения качества изделий за счет увеличения значений ударной вязкости по всей высоте стенки изделий, а также повышения коррозионной стойкости, обратное вьщавливание осуществляют путем приложения осевого усилия к торцу полуфабриката, поперечное сечение которого до обточки бьшо наибольшим.
которого до обточки бьшо наибольшим, получая изделие, волокна в котором при обратном вьщавливании стремятся
выгнуться в сторону внутренней поверхности стакана, т.е. с учётом их предварительного направления становятся практически параллельными этой поверхности или имеют незца- чительный угол выхода (фиг.З). Это обуславливает высокую ударную вязкость образцов, вырезанных из стенки стаканов вдоль продольной оси изделия, и повышение коррозионной стойки в отличие из изделий, полученных известными способами, у. которых после обратного вьщавливания угол выхода волокна макр реннюю поверхност
(порядка 20-22).
Пример. Изготовляли изделие типа стакана из стали Ст.З. Диаметр- полости составлял 40 мм. Глубина полости 182 мм, наружная высота изделия 202 мм, а диаметр 60 мм. После вьщавливания вдоль продольной оси
ложенному способу с предварительной 30 закрытой осадкой 726 кДж/м , с пред- : арительным прямым выдавливанием 735 кДж/м. Для сравнения получали
изделие, изготовленное обратным выдавливанием из цилиндрической заго- товки, при этом ударная вязкость сос- тавила 532 кДж/м.
Формула изобретения
1. Способ изготовления изделий типа стаканов, включающий предварительное деформирование заготовки с получением полуфабриката с монотонно уменьшающимся по высоте поперечным сечением, последующую обточку полуфабриката до придания ему цилиндрической формы и деформирование обратным вьщавливаиием, отличающийся тем, что, с целью повышения качества изделий за счет увеличения значений ударной вязкости по всей высоте стенки изделий, а также повышения коррозионной стойкости, обратное вьщавливание осуществляют путем приложения осевого усилия к торцу полуфабриката, поперечное сечение которого до обточки бьшо наибольшим.
31333464
2. Способ по П.1, отличающийся тем, что предварительно деформирование заготовки осуществляют путем закрытой осадки.
щ де пу
3, Способ по П.1, отличающийся тем, что предварительное деформирование заготовки осуществляют путем прямого выдавливания.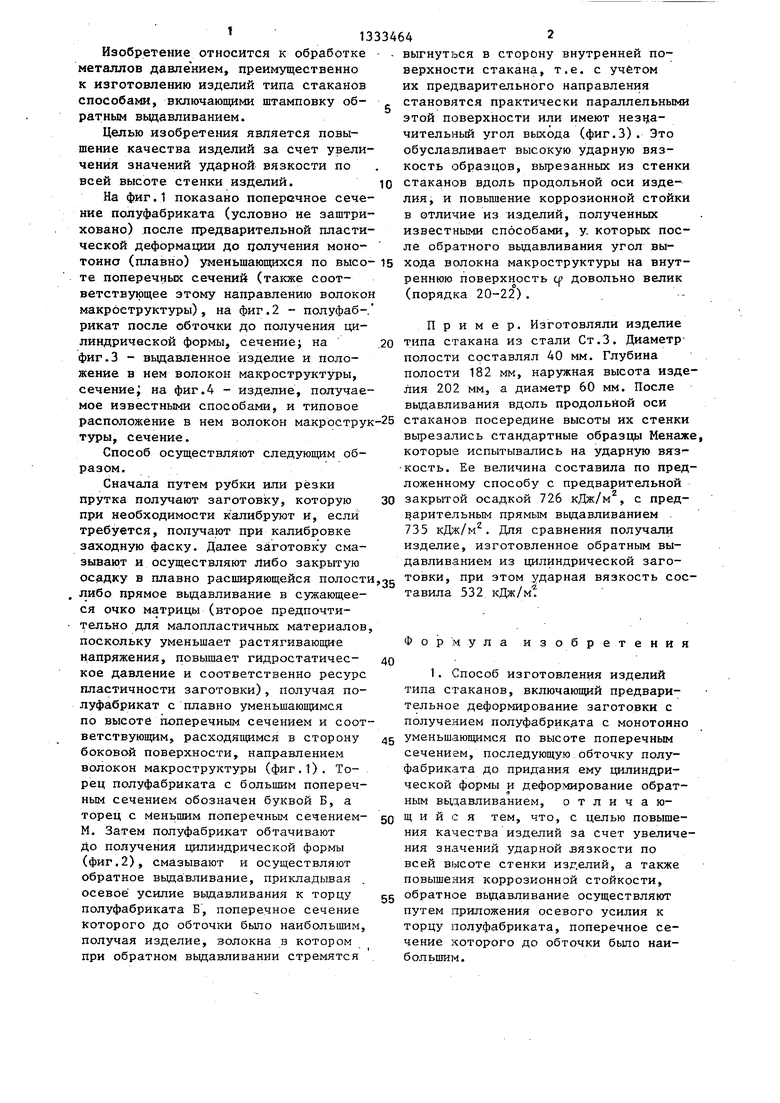
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел штампа для выдавливания | 1985 |
|
SU1348050A1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348049A1 |
| Способ изготовления изделий типа стаканов | 1985 |
|
SU1297978A1 |
| Способ изготовления изделий типа стаканов | 1983 |
|
SU1162542A1 |
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1997 |
|
RU2110353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
Изобретение относится к обработке металлов давлением, преимущественно к изготовлению изделий типа стаканов способами, включающими штамповку обратным выдавливанием. Целью изобретения является повьш1ение качества изделий путем увеличения значений ударной вязкости по всей высоте стенки изделия. Это достигается за счет . уменьшения угла выхода волокон макроструктуры на внутреннюю поверхность изделия с помощью предварительной под готовки полуфабриката под обратное выдавливание. Способ осуществляют путем деформирования полуфабриката, полученного обточкой и деформированием. Предварительное деформирование заготовки производят закрытой осадкой или прямым выдавливанием. При обратном выдавливании полученного полуфабриката с приложением осевого усилия к торцу полуфабрика:та, поперечное сечение которого до обточки бьшо наибольшим, обеспечивается расположение волокон с минимальньм отклонением от продольной оси изделий. 2 з.п. ф-лы, 4 ил... (Л со со САУ
Фиб.1
Фиг. 2
фиг.З
Редактор Н. Горват
Фиг. fy
Составитель В. Карпычев
Техред Л.Сердюкова Корректор Л, Бескид
Заказ 3905/11 Тираж 582 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г Ужгород, ул. Проектная, 4
| Способ изготовления изделий типа стаканов | 1983 |
|
SU1162542A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
