11297978
Изобретение относится к обработке, еталлов давлением, преимущественно изготовлению изделий типа стаканов пособами, включающими штамповку обатным выдавливанием.
Цель изобретения - повьшение качетва изделий за счет повьшения знаений ударной вязкости в направлении оперек продольной оси изделия, а акже повьшение коррозионной стойости.
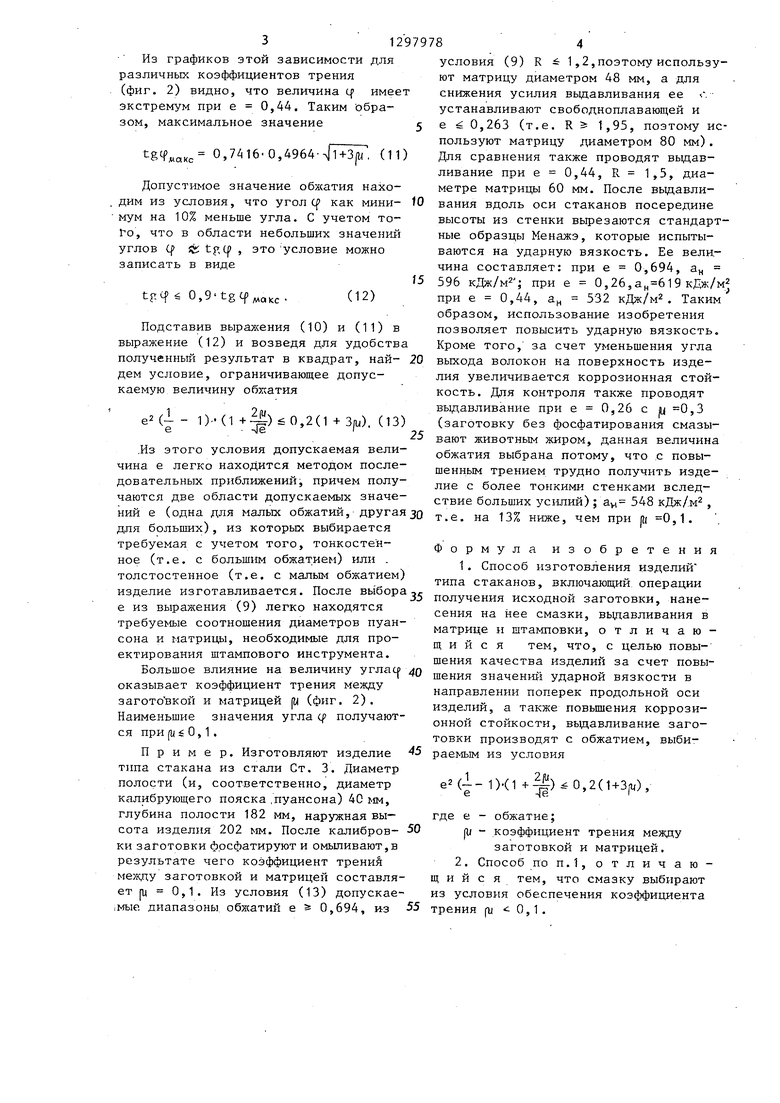
На фиг. 1 показана расчетная схема с типовым волокном макроструктуры при олучении изделий .типа стаканов выавливанием; на фиг.2 - графики зависимости угла выхода волокна макроструктуры на внутреннюю поверхность изделия от обжатия и коэффициента трения между заготовкой и матрицей. Способ осуществляется следующим образом.
Сначала путем рубки или резки прутка получают заготовку, которую калибруют и таким образом получают исход- ную заготовку под дальнейшие формо- образующие операции. Далее на заготовку наносится смазка, после чего производится выдавливание заготовки пуансоном в матрице. Затем, в случае необходимости, осуществляются доводочные штамповочные операции, напри- :Мер прямое выдавливание или вытяжка. Все остальные операции, за исключением обратного выдавливания практичес10
f
20
25
30
40
ки не изменяют исходное направление во-35 локон макроструктуры заготовки.
На фиг. 1 показано типовое волокно макроструктуры, которое до вьщав- ливания прямое к параллельно оси Z. Нео бходимо вычислить угол выхода этого волокна на внутреннюю поверхность стакана Ср . При выводе используем относительные величины всех геометрических размеров, т.е. h - высота очага пластической деформации, Н - глубина полости, R.- радиус матрицы, ро - начальный радиус волокна; р - радиус волокна на выходе из очага пластической деформации, S - рабочий ход пуансона отнесены к радиусу калибрующего пояска пуансона, принято- .го за единицу (г 1).
Из условия постоянства объема легко показать, что глубина полости выдавливаемого стакана связана с рабочим ходом пуансона зависимостью
45
50
Н (1 + V)- S,
(1)
где ( :р.
Тангенс угла выхода волокна Cf определяется выражением
tgtf
(2)
Радиус волокна на выходе из очага пластической деформации (с учетом РО 1) равен
10
р, R - (R2-1)- exp(-V). (3)
f Подставив выражения (1) и (3) в выражение (2), получим
20
R2-(R2-1).exp(-Vp-1 tgci,li
(4)
25
Раскрывая неопределенность по правилу Лопиталя, согласно которому предел отношения двух функций равен пределу отношения производных этих функций, т.е.
.| (R2-1) exp()
tgcP lim 4R2 -(R2-1) exp() 5- О ------
1+(jJ
получаем
tgq)
1
(5)
2h(l + 0
Подставляя в выражение (5) величи ну высоты -ovara пластической деформации (при 1,1; U| 0,5)
h 0,6742
R2-1
+2fu
R
(6)
окончательно получаем
tgtp 0,7416
(R2-1)(l+2 (UR)
R2
(7)
45 Вел}гчина обжатия заготовки при выдавливании, как известно, равна
е
1
R2
(8)
50
откуда
R
(9)
Подставляя выражение (9) в вьфажение (7), находим
tgcf 0,7416.еt
- 1)41+). (10)
Из графиков этой зависимости для различных коэффициентов трения (фиг. 2) видно, что величина ср имеет экстремум при е 0,44, Таким образом, максимальное значение
tg4 Mc,Kc 0,7416.0,4964-Допустимое значение обжатия находим из условия, что угол Cf как мини- мум на 10% меньше угла. С учетом то- , что в области небольших значений углов ( tpC , это условие можно записать в виде
tgcfe 0,9 tgtf a. (12)
Подставив выралсения (10) и (11) в выражение (12) и возведя для удобства полученный результат в квадрат, най- дем условие, ограничивающее допускаемую величину обгсатия
е2(1 - 1).. (1 +2|) (1+ 3|u). (13)
.Из этого условия допускаемая величина е легко находится методом последовательных приближений, причем получаются две области допускаемых значений е (одна для малых обжатий, другая для больших), из которых выбирается требуемая с учетом того, тонкостенное (т.е. с большим обжатием) или . толстостенное (т.е. с мальш обжатием) изделие изготавливается. После выбора е из выралсения (9) легко находятся требуемые соотношения диаметров пуансона и матрицы, необхрдимые для проектирования штампового инструмента.
Большое влияние на величину углас{1 оказывает коэффициент трения между загото вкой и матрицей (К (фиг. 2). Наименьшие значения угла q получаются при fu i 0,1 .
Пример. Изготовляют изделие типа стакана из стали Ст. 3. Диаметр полости (и, соответственно, диаметр калибрующего пояска .пуансона) 40 мм, глубина полости 182 мм, наружная высота изделия 202 мм. После калибров- ки заготовки фосфатируют и омьтивают,в результате чего коэффициент трений ме}кду заготовкой и матрицей составляет j 0,1. Из условия (13) допускае- :мые диапазоны обжатий е 0,694, кз
5
tO
15
20
25
зо
40 55055
условия (9) R i 1,2,поэтому используют матрицу диаметром 48 мм, а для снижения усилия вьщавливания ее л- устанавливают свободноплавающей и е 0,263 (т.е. R s 1,95, поэтому используют матрицу диаметром 80 мм). Для сравнения также проводят выдавливание при е 0,44, R 1,5, диаметре матрицы 60 мм. После выдавливания вдоль оси стаканов посередине высоты из стенки вьфезаются стандартные образцы Менажэ, которые испытываются на ударную вязкость. Ее величина составляет: при е 0,694, а 596 кДж/м2 ; при е 0,26, кДж/м при е 0,44, а 5-32 кДж/м . Таким образом, использование изобретения позволяет повысить ударную вязкость. Кроме того, за счет уменьшения угла выхода волокон на поверхность изделия увеличивается коррозионная стойкость. Для контроля также проводят выдавливание при е 0,26 с и 0,3 (заготовку без фосфатирования смазывают животным жиром, данная величина обжатия выбрана потому, что с повышенным трением трудно получить изделие с более тонкими стенками вследствие больших усилий) ; ау, 548 кДж/м2 , т.е. на 13% ниже, чем при ш 0,1.
Формула изобретения
1.Способ изготовления изделий типа стаканов, включающий операции получения исходной заготовки, нанесения на нее смазки, выдавливания в матрице и штамповки, отличающийся тем, что, с целью повышения качества изделий за счет повышения значений ударной вязкости в направлении поперек продольной оси изделий, а также повьш1ения коррозионной стойкости, выдавливание заготовки производят с обжатием, выбираемым из условия
)-(1 -b)0,2(1+3, u),
где е - обжатие;
Ц - коэффициент трения между заготовкой и матрицей.
2.Способ ПОП.1, отличающийся тем, что смазку выбирают из условия обеспечения коэффициента трения (11 ,1.
.1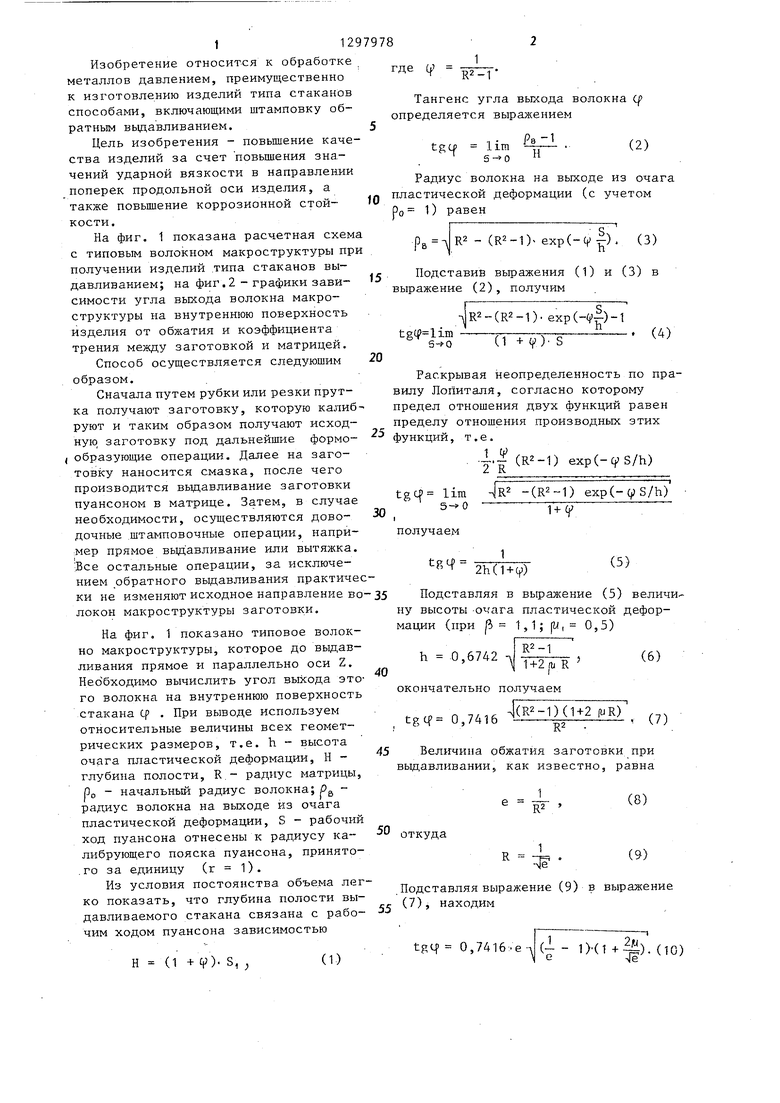
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел штампа для выдавливания | 1985 |
|
SU1348049A1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348050A1 |
| Способ изготовления изделий типа стаканов | 1985 |
|
SU1333464A1 |
| Способ получения изделий из чугуна | 1981 |
|
SU988398A1 |
| Способ изготовления заготовки стального сердечника для бронебойно-зажигательной пули | 2020 |
|
RU2744402C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| Способ получения изделий типа тонкостенных стаканов | 1981 |
|
SU996048A1 |
| Способ изготовления заготовок для последующего выдавливания их в штампе и обработки резанием | 1985 |
|
SU1291263A1 |
Изобретение относится к обработке металлов давлением., а именно к . .. способам изготовления изделий типа стаканов. Целью изобретения является повышение качества изделий за счет повышения значений ударной вязкости в направлении поперек продольной оси изделия. Это достигается путем уменьшения угла выхода волокон макроструктуры на внутреннюю поверхность изделия с помощью ограничения величины обжатия при вьщавливании и соответствующего выбора смазки. При соблюдении условий реализации процессов происходит ориентирование волокон преимуще- ственно вдоль стенок изделий. 1 з.п. ф-лы, 2 ил. хо 1 ;о 00
| Холодная объемная штамповка: Справочник | |||
| /Под ред | |||
| Г.А | |||
| Навроцкого | |||
| - М.: Машиностроение, 1973, с | |||
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
