Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовления осесимметричных штампованных заготовок типа стаканов и чаш с соотношением высоты к внешнему диаметру H/D=0,15-0,35 и толщиной стенки к внешнему диаметру S/D=0,05-0,1 со сложноконтурным дном, имеющим утолщения различной формы и размеров. Указанные полуфабрикаты предназначены для изготовления крышек центрифуг, диафрагм, заглушек, глухих втулок и др. подобных изделий для атомной энергетики, химического машиностроения, нефтегазоперерабатывающего комплекса.
Известен способ изготовления горячей объемной штамповкой на гидравлическом прессе деталей типа стакан, включающий обратное выдавливание цилиндрической заготовки через осесимметричный канал, образованный поверхностями матрицы и пуансона по патенту: Бельгия, №551053, кл. B21C 25/08, опубл. 1956.
Недостатками указанного способа являются:
1. Необходимость использования мощного, энергоемкого оборудования - гидравлического пресса;
2. Низкий КИМ штамповок (в пределах 0,2-0,4) вследствие больших напусков, штамповочных уклонов и припусков;
3. Низкое качество материала штамповок - неоднородность макроструктуры, низкий уровень и большой разброс механических свойств вследствие плохой деформационной проработки исходной литой заготовки.
Известен также способ выдавливания полых деталей (в том числе типа стаканов) на специализированной установке по патенту РФ №2254202, B21K 21/00, опубл. 20.06.2005, принятый в качестве прототипа. Способ включает пластическое деформирование металла при вращательном и поступательном движении от независимых приводов одного из деформирующих инструментов - матрицы, движущейся навстречу неподвижному пуансону, при этом скорость вращательного движения значительно превышает скорость поступательного движения. Оба деформирующих инструмента расположены на одной вертикальной оси.
Этот способ позволяет значительно снизить усилие деформирования и, следовательно, использовать менее энергоемкое оборудование, за счет возможности регулирования соотношения скоростей поступательного и вращательного движения матрицы, необходимого при изготовлении различных по конфигурации, размерам и материалам осесимметричных деталей. При этом соотношение скоростей поступательного и вращательного движения инструмента (i=v/n, где v - скорость поступательного движения, мм/сек; n - скорость вращательного движения, 1/сек) принимают постоянной величиной для конкретной штамповки, не превышающей 2,5. Этот способ позволяет использовать менее мощное оборудование, однако, ему присущи такие недостатки, как низкий КИМ штамповок, неоднородность структуры и большой разброс механических свойств в готовом изделии.
Предлагаемое изобретение решает задачу совершенствования технологии штамповки указанных изделий применительно к высокопрочному алюминиевому сплаву системы Al-Zn-Mg-Cu, легированному скандием и цирконием.
Технической сущностью предлагаемого способа горячей штамповки на специализированном оборудовании является то, что литая цилиндрическая заготовка, установленная в нижней части штампа (вращающейся матрице с выталкивателем), деформируется также вращающимся и с той же скоростью пуансоном, наклоненным под углом 5° к вертикальной оси матрицы. Матрица в процессе деформации перемещается в вертикальном направлении вверх навстречу пуансону с регламентированной скоростью от 15 мм/сек до 1 мм/сек. Указанные факторы создают необходимый переменный, плавно возрастающий уровень локализации очага деформации в процессе штамповки. Штамповка осуществляется за одну операцию в два этапа, включающих осадку и последующую формовку изделия, при этом стенка изделия и внутренняя поверхность его дна формируются матрицей с выталкивателем, а внешняя поверхность его дна - вышеупомянутым пуансоном.
На фиг.1 приведена схема осуществления предлагаемого способа.
Способ осуществляют следующим путем. Перед подачей заготовки на рабочие поверхности деформирующего инструмента наносят технологическую смазку. Нагретую до температуры 400°С литую цилиндрическую заготовку 1 высотой, не превышающей 1,7 диаметра, устанавливают в нижней части штампа - матрице, состоящей из корпуса 2 и вставок 3 и 4. Корпус матрицы неподвижно закреплен на подвижной платформе 5. Базирование заготовки обычно осуществляют на расположенном внутри матрицы выталкивателе 6 за счет канавки, выполненной на торце заготовки (на приведенном чертеже не показано). После включения оборудования начинается вращательное движение деформирующего инструмента со скоростью 200 об/мин. За счет перемещения в вертикальном направлении вверх вращающихся матрицы и находящегося в ней выталкивателя осуществляют первоначальный контакт заготовки с вращающимся с той же скоростью пуансоном 7, наклоненным под углом 5° к вертикальной оси матрицы пуансонодержателем 8. После установления контакта начинается пластическое деформирование заготовки, включающее этапы осадки со скоростью деформирования, обратно пропорциональной текущей переменной площади заготовки до момента касания заготовкой стенки матрицы и последующей формовки заданного сложноконтурного профиля дна и стенки изделия, осуществляемой путем локального приложения нагрузки с монотонно возрастающим уровнем локализации в пределах значения λ=Fк/F от 0,5 до 0,08 (где λ - относительная площадь контакта; Fк - текущая площадь контакта, мм2; F - общая текущая площадь заготовки, мм2). При этом внешняя поверхность дна изделия формируется вышеупомянутым пуансоном, а все остальные поверхности - матрицей и выталкивателем. Матрица с выталкивателем перемещается в процессе деформации в вертикальном направлении вверх с регулируемой переменной скоростью от 15 мм/сек в начале деформации до 1 мм/сек в конце процесса. Указанный параметр выбирается исходя из условия максимальной производительности процесса на этапе осадки и лучшего оформления сложного контура детали на заключительной стадии формообразования. Конкретные значения параметра, в зависимости от формы и размеров изделия, указываются в плане изменения скорости, составляемом перед началом деформации. План изменения скорости в процессе штамповки выполняется оборудованием автоматически. Усилие формируется в зависимости от площади контакта и сопротивления материала деформации. Вращение инструмента, вертикальное перемещение матрицы с выталкивателем с указанной скоростью и угол наклона пуансона обеспечивают необходимую локализацию деформации и ее интенсивность. После окончания процесса деформации матрица с выталкивателем и со штамповкой перемещаются вниз, и готовое изделие извлекается из матрицы с помощью выталкивателя.
Предлагаемый способ изготовления осесимметричных стаканов или чаш отличается от прототипа тем, что:
- фигурный пуансон расположен под углом 5° к вертикальной оси матрицы и вращается вокруг собственной оси с угловой скоростью, равной скорости вращения матрицы;
- пуансон и матрица имеют собственные синхронизированные приводы вращения;
- скорость перемещения вращающейся матрицы в вертикальном направлении вверх является регулируемой величиной, изменяющейся в процессе деформации от максимального значения на этапе осадки до минимального значения на этапе формовки.
Техническим результатом является повышение КИМ штамповки до 0,7-0,75 и повышение качества материала штамповки.
Предлагаемый способ обладает следующими преимуществами:
- позволяет использовать менее энергоемкое деформирующее оборудование за счет значительного уменьшения усилия деформирования, связанного с локализацией очага деформации. Обычно усилие снижается в 8-10 раз по сравнению с традиционной штамповкой выдавливанием без вращения инструмента;
- позволяет повысить КИМ штамповок вследствие получения значительной площади поверхности изделия, не требующей механической обработки и уменьшения на 50% припусков на механическую обработку остальных поверхностей;
- позволяет повысить прочностные, пластические и ресурсные свойства материала штамповки за счет воздействия интенсивной пластической деформации, обеспечивающей глубокую деформационную проработку структуры, связанную с дроблением и измельчением избыточных фаз, а также формированием в готовом изделии однородной, мелкозернистой, волокнистой структуры, повторяющей контур изделия.
Примеры осуществления способа.
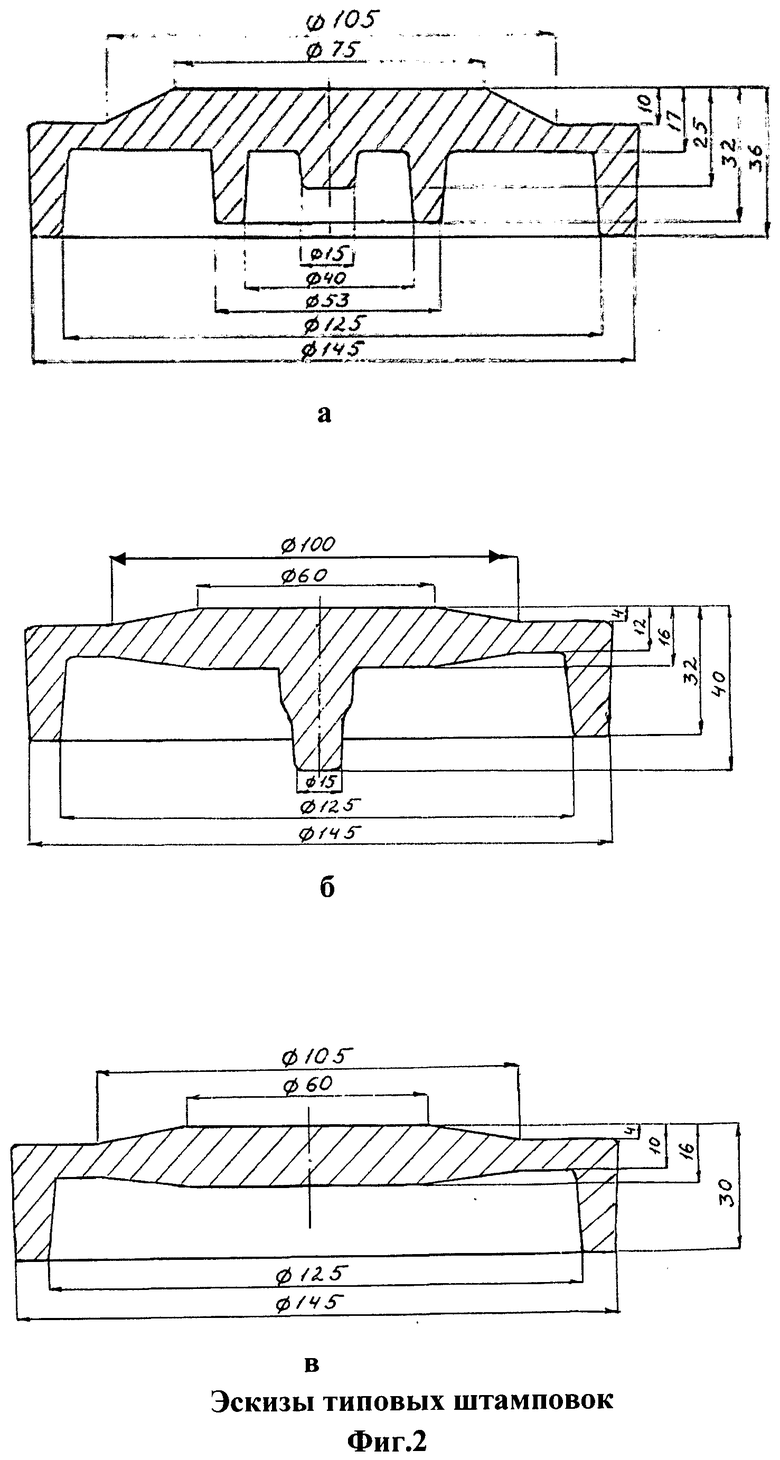
Предлагаемым способом было изготовлено несколько партий штампованных заготовок из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu, легированного скандием и цирконием. Геометрическая форма и размеры типовых штамповок приведены на фиг.2 (а, б, в).
Все штамповки были изготовлены из литых заготовок ⌀65 мм, длиной 95, 90 и 85 мм соответственно. При изготовлении штамповки (а) был задан план изменения скорости вертикального перемещения матрицы в процессе деформации, приведенный в таблице 1.
Внешняя поверхность дна всех штамповок не требует механической обработки. Припуски на механическую обработку остальных поверхностей снижены на 50%. В итоге КИМ штамповок составил от 0,7 до 0,75.
Результаты испытания термообработанных штамповок, изготовленных по известному и предлагаемому способам, приведены в таблице 2.
Из анализа таблицы следует, что штамповка (а), полученная по предлагаемому способу, обладает более высокими прочностными характеристиками, а пластические свойства (δ, KCU) в два раза превышают соответствующие свойства штамповки, полученной по известному способу.
Исследования микроструктуры штамповок, полученных по известному и предлагаемому способам, показали, что частицы избыточных фаз кристаллизационного происхождения в штамповке, полученной по предлагаемому способу, значительно дисперснее (в 4-5 раз), разброс их размеров на порядок меньше, а их распределение по алюминиевой матрице более равномерное. Кроме того, структура штамповок в обоих случаях нерекристаллизованная (полигонизованная), но в штамповке, полученной по предлагаемому способу, субзерна более мелкие. Указанные структурные отличия объясняются тем, что при получении изделия предлагаемым способом избыточные фазы дробятся и равномерно распределяются по объему алюминиевой матрицы.
Основываясь на фактических данных, представленных в таблице 2, можно ожидать существенное повышение ресурса готовой детали.
Усилие же при штамповке составляло от 0,38 МН (38 тс) для штамповки (в) до 0,4 МН (40 тс) для штамповок (а) и (б).
Усилие для штамповки указанных изделий известным способом выдавливания на гидравлическом прессе без вращения, рассчитанное по формуле, приведенной в Справочнике кузнеца-штамповщика под редакцией В.Л.Раскинда (М., Высшая школа, 1985 г. С.220) составило 3,8 МН (380 тс).
P=KD·F·σвt, где P - требуемое для штамповки расчетное усилие, МН;
F - площадь штамповки в плане, м2; σвt - предел прочности материала при температуре окончания штамповки, равной 22 МПа.
Для штамповок круглых в плане KD=8·(1-0,001D)·[1,1+(20/D)]2,
где D - диаметр круглой в плане поковки, равный 145 мм.
F=3,14·D2/4=16505 мм2≅0,0165 м2
KD=8·(1-0,001·145)·[1,1+(20/145)]2=10,48
P=10,48·0,0165·22=3,8 MH, (380 тс)
Таким образом, усилие при штамповке предлагаемым способом приблизительно в 10 раз меньше, чем при изготовлении указанных деталей известным способом выдавливания без вращения инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254202C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ДИСКОВ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2024 |
|
RU2831235C1 |
| Способ получения изделий из листовой заготовки путем совмещенной штамповки и закрытой прошивки | 2024 |
|
RU2836374C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2573543C1 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457069C1 |
| Способ деформирования заготовки | 1990 |
|
SU1757769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu, легированного скандием и цирконием. Нагретую литую цилиндрическую заготовку устанавливают в матрицу и деформируют пуансоном в два этапа. На одном этапе осуществляют осадку заготовки. На следующем этапе формируют стенки изделия с заданным профилем и дно. Оба этапа осуществляют за одну операцию локальным приложением нагрузки. Внешнюю поверхность дна изделия формируют пуансоном, расположенным под углом 5° к вертикальной оси матрицы. Пуансон вращают со скоростью 200 об/мин. Стенку и внутреннюю поверхность дна формируют посредством матрицы с выталкивателем при их вращении со скоростью, равной скорости вращения пуансона. Матрицу перемещают навстречу пуансону со скоростью, которая изменяется от 15 до 1 мм/сек. В результате обеспечивается повышение коэффициента использования материала и повышение качества полученных изделий. 1 з.п. ф-лы, 2 ил., 2 табл., 1 пр. 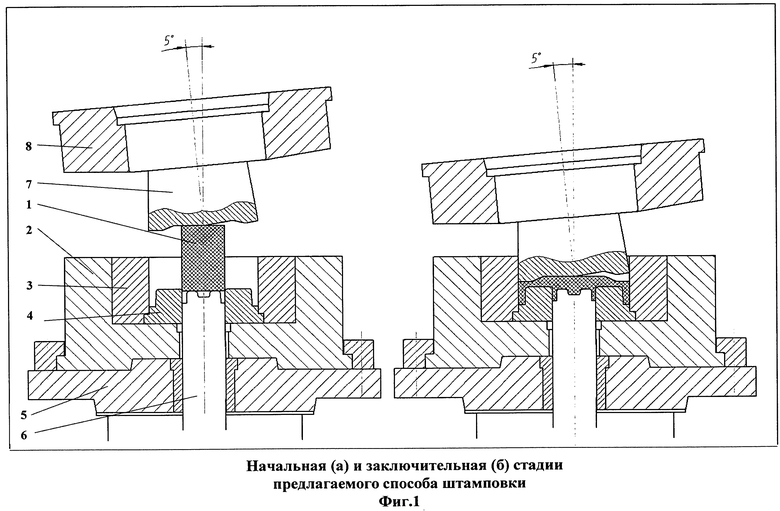
1. Способ изготовления штамповкой осесимметричных изделий типа стаканов и чаш из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu, легированного скандием и цирконием, выполненных с отношением высоты H и толщины стенки S к внешнему диаметру D Н/D=0,15-0,35, S/D=0,05-0,1, имеющих сложноконтурное дно и утолщения различной формы и размеров, характеризующийся тем, что нагретую литую цилиндрическую заготовку устанавливают в нижнюю часть штампа в виде матрицы с выталкивателем и осуществляют ее пластическое деформирование пуансоном в два этапа, на одном из которых осуществляют осадку заготовки, а на последующем - формирование стенок изделия с заданным профилем и дна, причем оба этапа пластического деформирования осуществляют за одну операцию локальным приложением нагрузки с изменением формы заготовки путем обеспечения ее интенсивной высокоскоростной пластической деформации с переменным, плавно возрастающим уровнем локализации, при этом внешнюю поверхность дна изделия формируют упомянутым пуансоном, расположенным под углом 5° к вертикальной оси матрицы, при его вращении с постоянной скоростью, составляющей 200 об/мин, а стенку и внутреннюю поверхность дна изделия формируют посредством матрицы с выталкивателем при их вращении со скоростью, равной скорости вращения пуансона, и перемещении в вертикальном направлении навстречу пуансону со скоростью, изменяющейся в процессе деформирования от 15 до 1 мм/сек.
2. Способ по п.1, отличающийся тем, что осуществляют вращение пуансона и матрицы посредством собственных синхронизированных приводов вращения.
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254202C1 |
| RU 2063830 C1, 20.07.1996 | |||
| Способ изготовления круглых в плане изделий | 1988 |
|
SU1655623A1 |
| Устройство для пневматического транспортирования грузов | 1976 |
|
SU652061A1 |
| JP 3184646 A, 12.08.1991 | |||

