12 с толкателем //. Оправка крепится винтами 13 к. фланцу шпинделя (при вращении борштанги) или к суппорту станка (при вращении детали), а толкатель // соединяется с приводом с помощью силового цилиндра.
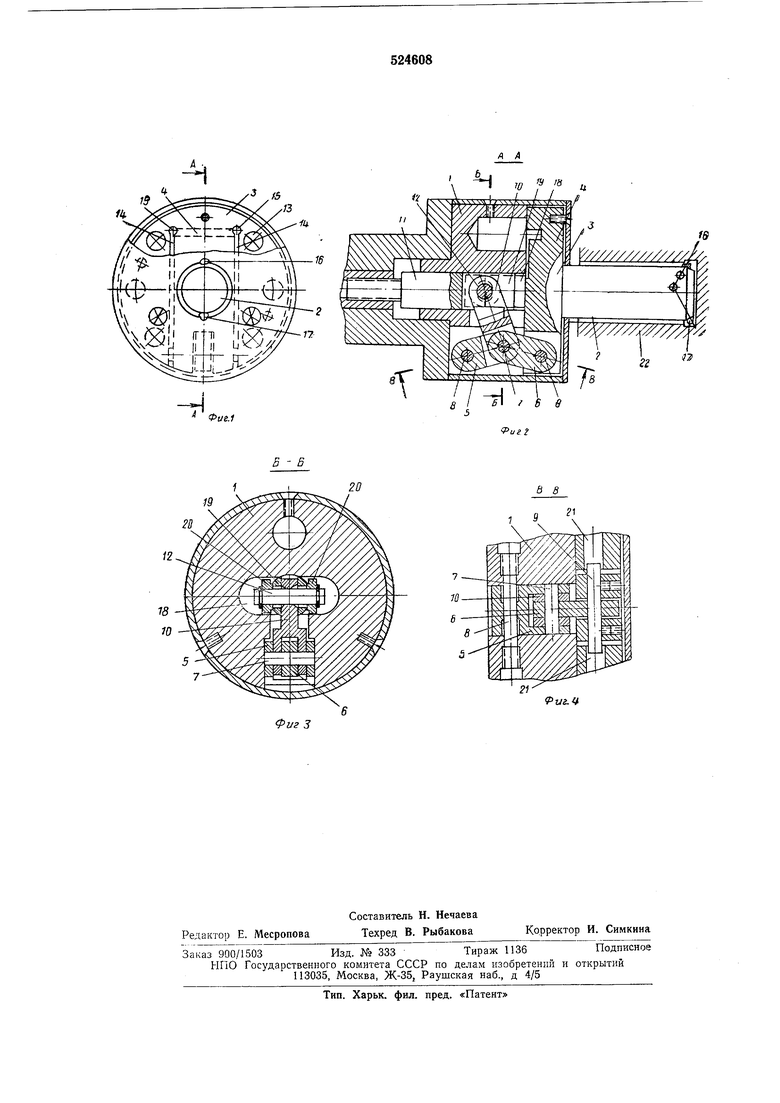
Фланец 3 борштанги 2 имеет две прорези 14, сделанные до отверстий 15, между которыми выполнено ослабленное сечение 4. На конце борштаиги 2 установлены резцы 16 и 17, соответственно получистовой и чистовой.
С целью уменьшения износа и возможностей заклинивания в корпусе / перпендикулярно рычагу 10 может быть выполнен паз 18, яричем ось шарнира 12 выполняется длиннее вилки 19 шарнира, а на выступающие части оси шарнира 12 установлены ролики 20, входящие в наз 18. Благодаря этому трение скольжения между толкателем и корпусом заменяется трением качения между роликами и пазом корпуса.
Для исключения вибраций и повышения точности обработки растачиваемых отверстий во время чистовой расточки деформируемая часть фланца борштанги прижимается к корпусу расточной оправки.
В конструкции иредлагаемой оправки предзсмотрена возможность зажима деформируемой части фланца и при получистовом растачивании, что позволяет исключить вибрации и в этом случае, и, кроме того, снимать увеличенный припуск.
Ось шарнира 9 вьшолнена длиннее ширины деформируемой части фланца борштанги, и выступающие ее концы размещены в соосных отверстиях 21 одинакового диаметра, выполненных в недеформируемой части фланца борштанги (см. фиг. 4). Расточная оправка показана в момент окончания получистовой и перед началом чистовой расточки в детали 22.
Перед началом растачивания под воздействием привода от силового цилиндра толкатель // получает движение внутрь оправки. При этом рычаг 10 через шарнир 7 поворачивает зажимные рычаги 5 к 6, и рычаг 6 отжимает деформируемую часть фланца борштанги, которая поворачивается вокруг ослабленного сечения 4. Ось шарнира 9 прижимается к новерхностн отверстий 2, которые в этом случае являются жестким упором.
Ось шарнира 9 посажена ллотно в деформируемой части фланца борштанги, поэтому деформируемая часть фланца оказывается так/ке зажатой.
Вместе с деформируемой частью фланца поворачивается стержень борштанги 2 с расположенными на нем резцами. При этом получистовой резец 16 становится в положение, требуемое для получистовой расточки, а чистовой резец 17 отводится в нололсение, в котором он не будет задевать обрабатываемую поверхность.
Затем включается рабочая подача расточной оправки к обрабатываемой детали и вращение либо оправки, либо детали. Производится получистовое растачивание. После окончания получистового растачивания выключается рабочая нодача, под воздействием привода от силового цилиндра толкатель 11 получает из расточной оправки и с помощью рычагов 10, 5 и 6 недеформируемая часть фланца борщтанги прижимается к кориусу оправки; получистовой резец отводится от обрабатываемой поверхности, а чистовой резец врезается в нее иа величину припуска.
Затем снова включается рабочая подача, но уже в .противоположном направлении и происходит чистовое растачивание.
Так как нри чистовом растачивании резец выводится из обрабатываемого отверстия,- то на обработанной поверхности не остается риски от вывода резца.
Предлагаемая расточная оправка позволяет нроизводнть тонкое растачнвание без образования риски от вывода резца коротких, длинных, сквозных и глухих отверстий -как во вращающихся, так и в невращающихся деталях, как за один, так и за два прохода.
Во время растачиваиия как чистового, так и нолучистового нроизводится принудительный зажим деформируемой части фланца борштанги, и поэтому обеспечивается высокая точность растачиваемых отверстий.
Формула изобретения
1.Расточная олравка, содержащая шарнирно связанные между собой н с деформируемой частью фланца борщтанги два зажимных рычага, причем недеформируемая часть фланца закреплена на корпусе, о тличающаяся тем, что, с целью расширения технологических возможностей и повышения точности обработки, в корпусе выполнен односторонний паз, в котором установлен третий рычаг, одним концом соединенный с шарниром, связывающим зажимные рьшаги, а другим - с шарниром дополнительно установленного в корпусе толкателя.
2.Оправка по п. 1, отличаюшаяся тем, что, с целью обеспечения зажима деформируемой части фланца в процессе рас-, тачивания, ось шарнира, расположенная в деформируемой части фланца борщтанги, выполнена длиннее ширины последней, а концы оси размещены в образованных в недеформируемой части фланца соосных отверстиях.
y///////////////J
)
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1973 |
|
SU618204A1 |
| Способ обработки соосных отверстий и станок для его осуществления | 1984 |
|
SU1206017A1 |
| РАСТОЧНАЯ ОПРАВКА | 1972 |
|
SU426758A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Борштанга | 1975 |
|
SU541591A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Расточная оправка | 1984 |
|
SU1247175A1 |
| Алмазно-расточный станок | 1979 |
|
SU904911A2 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
19
2В
S 8
7 9
fUi.
