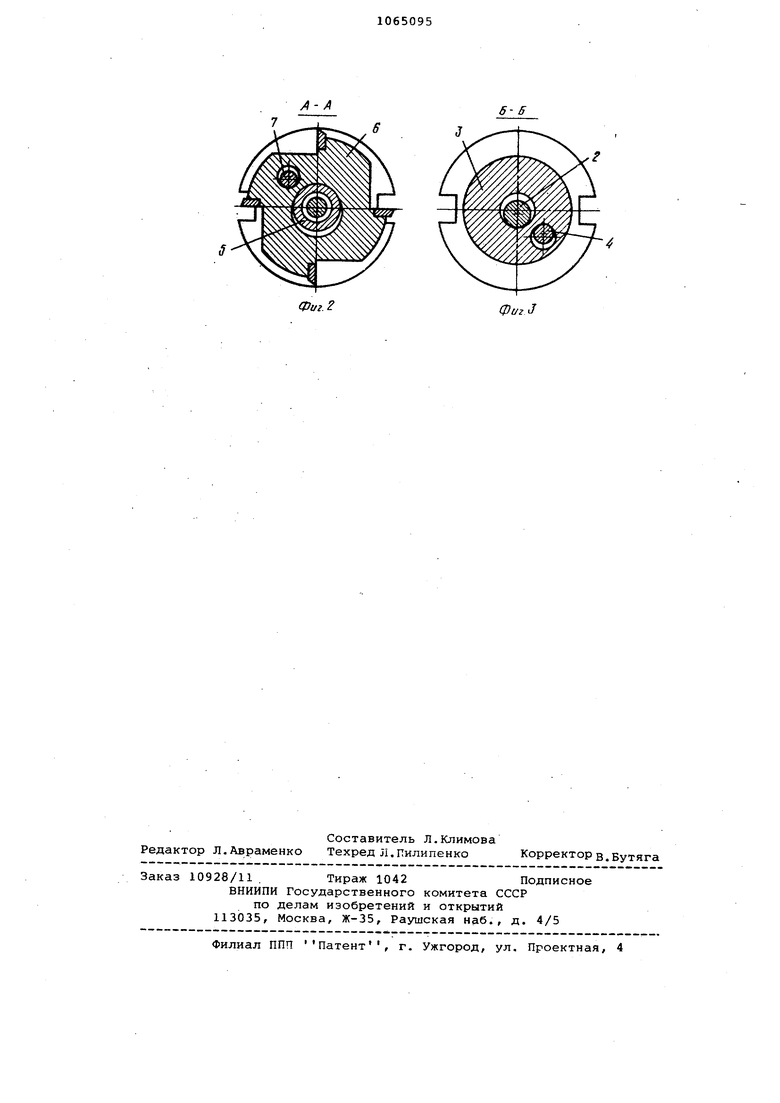
Изобретение относится к металло обработке, а именно к обработке отверстий. Известны типовые конструкции уз лов креплений фрез в конусах шпинделей, в частности известен узел крепления, выполненный в виде опра кир снабженной консольной частью, на которой размещена переходная вт ка с установленным на ней торцовым блоком ij . Однако наличие зазоров сопрягаемых поверхностей в известной конструкции обуславливает несоосное расположение режущих кромок инстру мента и оправки, что приводит к не достаточной точности обработки отверстий. Цель изобретения - повыи енле то ности обработки отверстий путем самоцентрирования резцового блока относительно оправки. Указанная цель достигается тем, что в инструменте для обработки отверстий, выполненном в виде опра ки, снабженной консольной частью, на которой размещена переходная втулка с установленным на ней резцовым блоком, переходная втулка установлена с возможностью радиаль ного перемещения относительно опра ки и снабжена консольной частью, на которой размещен с возможностью радиального перемещения относительно переходной втулки резцовый блок, причем торцовые поверхности оправки и переходной втулки снабжены штифтами свободные концы которых размещены с зазором в отверстиях, выполненных соответственно в переходной втулке и резцовом блоке, а оси взаимосопрягаемых штифтов и отверстий лежат в параллельных плоскостях, расположенных по разные стороны от оси оправки Размещение промежуточной втулки на консольном конце оправки и резцового блока на консольном участке оправки с возможностью их радиального перемещения и взаимно застопоренных от поворота штифтами, входящими в соответствующие отверстия блока и втулки, оси которых (штифтов и отверстий)лежат в параллельных плоскостях, располо женных по разные стороны от оси оправки, обеспечивает возможность под действием момента сил резания самоцентрирования резцового блока относительно оси оправки с высокой точностью. Этим достигается высока точность обработки. На фиг.1 изображен инструмент для обработки отверстий, общий вид на фиг.2 - разрез А-А на фиг.1; на фиг.З разрез Б-Б на фиг.1 Инструмент содержит оправку 1 с консольной частью 2, на которой размещена с возмож1 остью радиального перемещения относительно оправки переходная втулка 3 (фиг.1). Втулка 3 застопорена от вращения штифтом 4, запрессованным в торец оправки 1 , Свободный конец птифта 4 размещен с радиальным зазором в отверстии, выполненном в торцовом бурте втулки 3 (фиг.2) . На консольном участке 5 втулки 3 с упором в ее фланец размещен с возможностью радиального смещения относительно втулки 3 резцовый блок б, имеющий четыре режущих элеме нта. Резцовый блок 6 застопорен от вращения штифтом 7, запрессованным во фланце втулки 3, свободный конец которого размещен с зазором в отверстии резцового блока 6 (фиг.З). Отверстия для размещения штифтов 4 и 7 во втулке 4 и в блоке б расположены по разные стороны от оси инструмента, причем оси штифтов 4 и 7 и взаимосопряженных с ними отверстий лежат в параллельных плоскостях. Для поджатия блока 6 и втулки 3 к бурту оправки 1 предусмотрена гайка 8, расположенная на резьбовом конце консольной части 2 оправки 1. Инструмент работает следующим образом. Инструмент закрепляется в шпин деле станка известными приемами. При входе вращающегося инструмента в обрабатываемое изделие режущие кромки блока б включаются в процесс резания „ Одновременно с этим под действием сил резания блок прижимается к фланцу втулки 3 и поворачивается относительно оси оправки 1. При этом происходит выбор зазоров в следующих сопряжениях: между консольным участком втулки 3 и поверхностью центрального отверстия блока б, между штифтом 7 втулки 3 и стенкой сопрягаемого с ним отверстия блока 6, между поверхностью консольной части 2 оправки 1 и внутренней поверхностью центрального отверстия втулки 3, между штифтом 4 и поверхностью сопрягаемого с ним отверстия во втулке 3. Оси отверстий во втулке 3 и блоке б и входящих в них штифтов 4 и 7 лежат в параллельных плоскостях, расположенных по разные стороныОТ оси оправки, поэтому зазоры в центральных сопряжениях выбираются в диаметрально противоположных направлениях. Таким образом, резцовый блок б самоцентрируется относительно оси оправки,сохраняя такое; положение во время всего процессг1 резания. Использование предлагаемого инструмента позволяет повысить точность обработки отверстий.
)-/
5- Б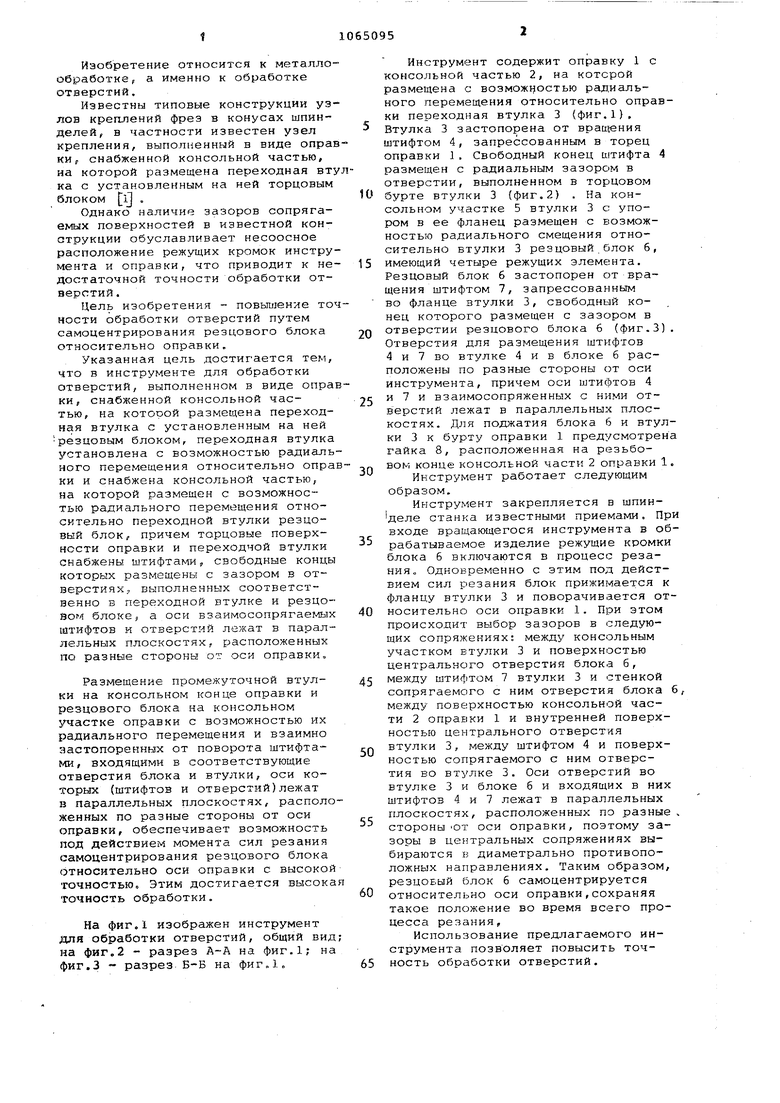
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для выточки канавок в стенках отверстия | 1982 |
|
SU1122436A1 |
| Расточная головка | 1985 |
|
SU1333474A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Устройство для пневмоотсоса пыли и стружки | 1976 |
|
SU653087A1 |
| Вращающийся многорезцовый инструмент | 1990 |
|
SU1726149A1 |
| Комбинированный инструмент для обработки отверстий | 1980 |
|
SU944900A1 |
| Инструмент для обработки глубоких отверстий | 1989 |
|
SU1660856A1 |
| Сборное комбинированное сверло | 1990 |
|
SU1808509A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, выполненный в виде оправки, снабженной консольной частью,на которой размещена переходная втулка с установленным на ней резцовым блоком, отличающийся тем, что, с целью повышения точности обработки отверстий путем самоцентрирования резцового блока относительно оправки, переходная втулка установлена с возможностью радиального перемещения относительно оправки и снабжена консольной частью, на которой размещен с возможностью радиального перемещения относительно переходной втулки резцовый блок, причем торцовые поверхности оправки и переходной втулки снабжены штифтами, свободные концы которых размещены с зазором в отверстиях, выполненных соответственно в переходной втулке и резцовом блоке, а оси взаимосопрягаемлх штифтов и отверстий лежат в параллельных а плоскостях, расположенных по разные (Л стороны от оправки. а ел о ;о ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шатин В.П.г Денисов П.С | |||
| Режущий и вспомогательный инструмент, М.,.Машиностроение, 1968, с.304, рис.16,б (прототип). | |||
