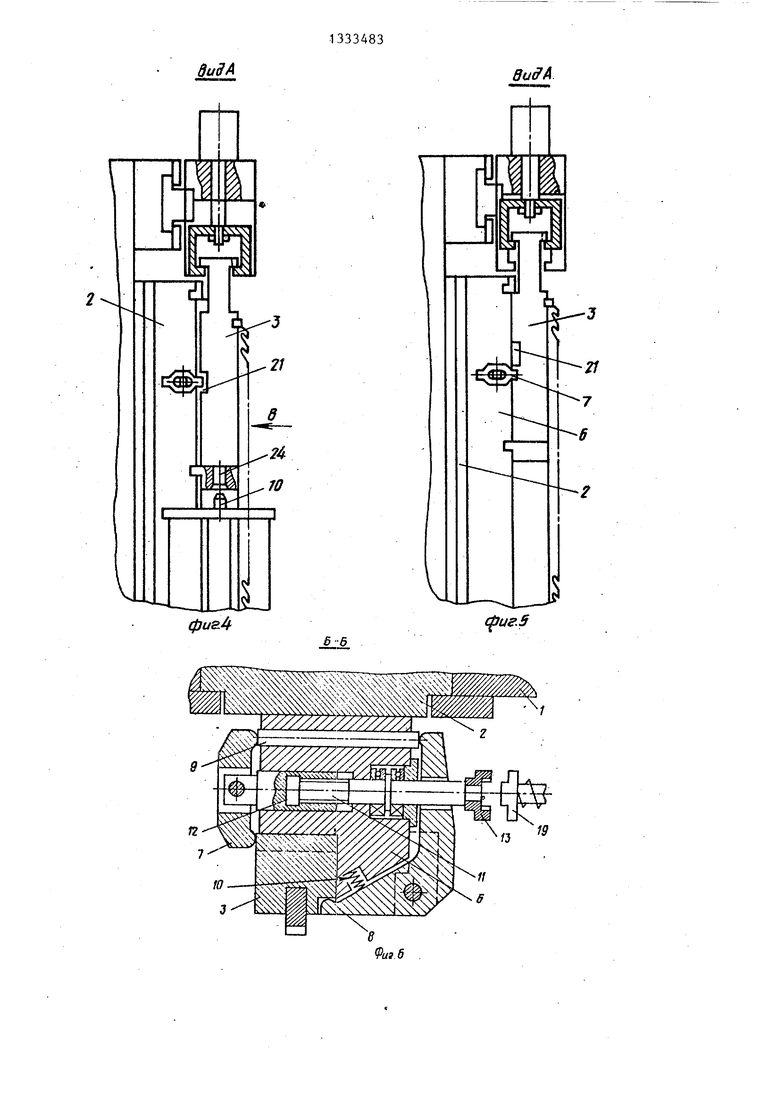
ных блоков 3. Для этого на опорной поверхности ко-рпуса инструментального блока 3 выполнены пазы 21, расстояние между которыми равно шагу расположения элементов крепления, расположенных в зажимном устройстве 6, что позволяет автоматизировать процесс смены инстру1У1ентальных блоков и повысить производительность. В про1
ч
Изобретение относится к станкостроению и может быть использовано при; многопроходной обработке в процессе наружного протягивания изделий.
Целью изобретения является повьше- йие производительности при многопроходной обработке посредством сокращения времени смены инструментальных блоков.
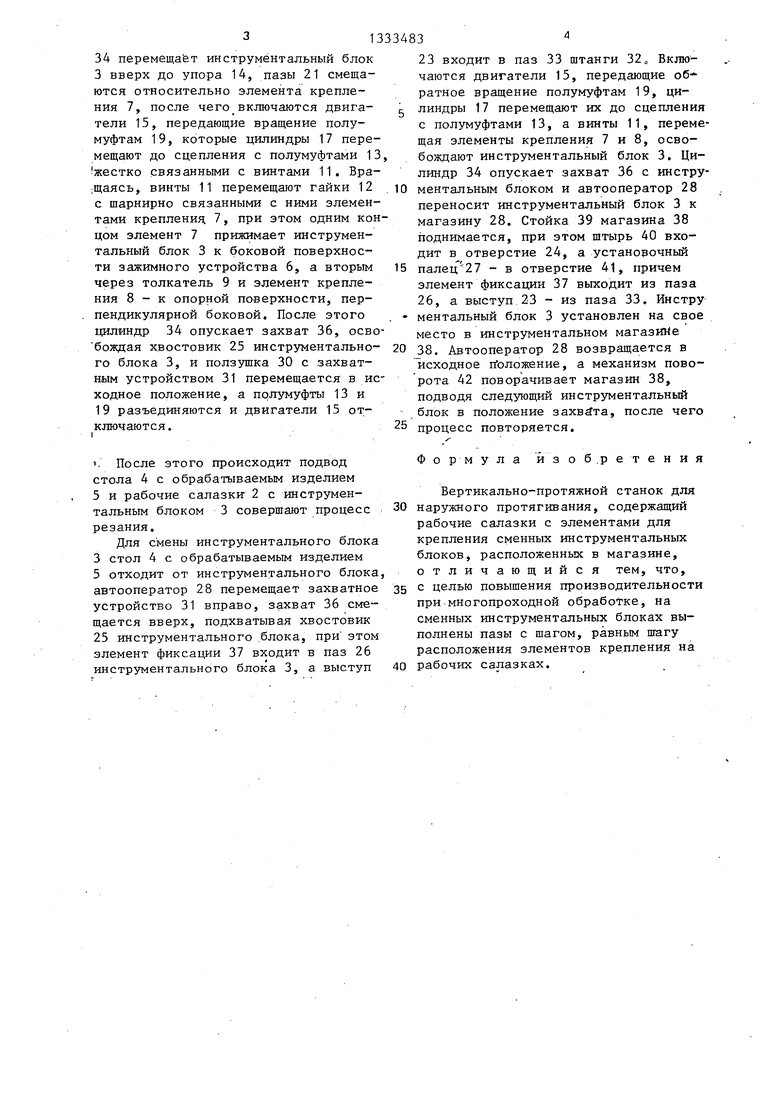
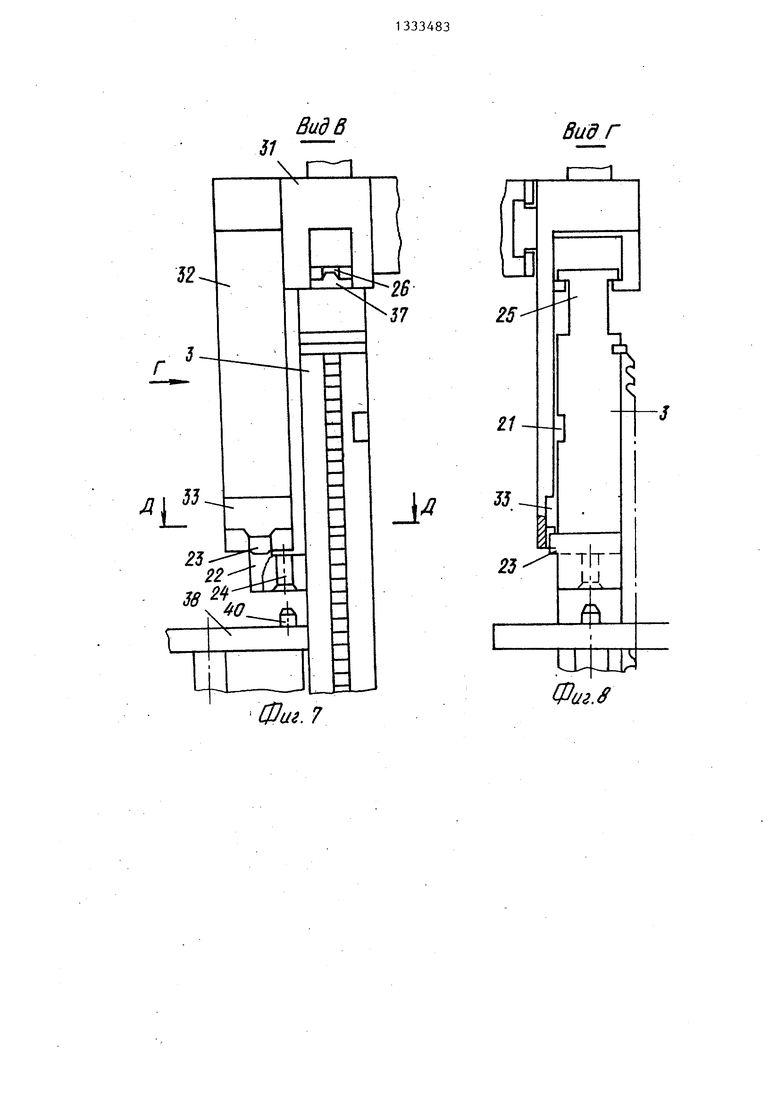
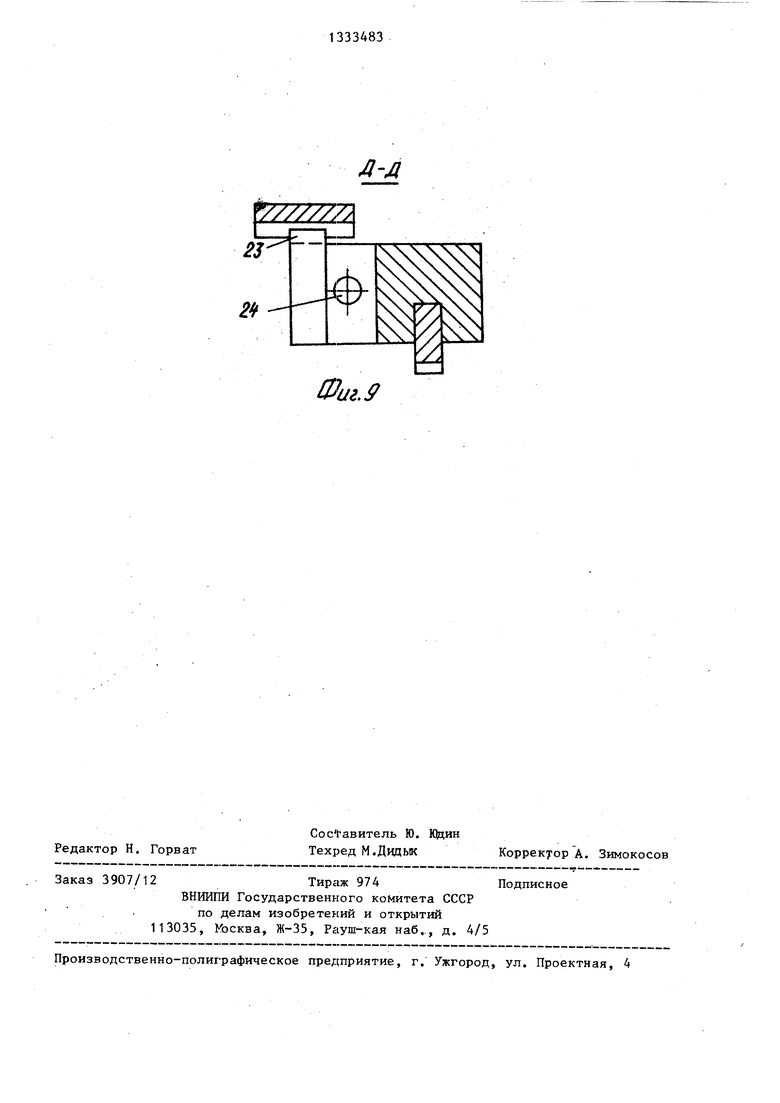
На фиг. 1 представлен вертикально- протяжной станок в исходном подоже- нии, общий вид; на фиг. 2 - то же, с установленным на рабочих салазка.х инcтpз vIeнтaльным блоком; на фиг.З - вид А на фиг. 1, (в момент захвата инструментального блока, HHCTpyN:eH- тальный магазин в положении магазин поднят); на фиг. 4 - то же, в момент переноса инстр ументального блока, инструментальный магазин в положе нии магазин опущен ; на фиг.З - то же, с закрепленным на рабочих: салазках инструментальным блоком;,на фиг. 6 - разрез Б-Б на фиг., 2; на фиг. 7 - вид В на фиг. 4; на фиг.8 - вид Г на фиг. 7; на фиг. 9 - разрез Д-Д на фиг. 7.
Станок содержит станину 1, рабо- чие салазки 2, сменные инструментальные блоки 3, стол 4, на котором устанавливается обрабатываемое изделие 5. На рабочих салазках 2 размещено зажимное устройство 6, включающее элементы крепления 7 и 8, толкатель 9, пружину 10, винт 11, гайку 12, fro лумуфту 13, а также упор 14. На станине 1 размещен привод, осуществляющий закрепление установленных инструментальных блоков, который включает электродвигатель 15, редуктор 16, цицессе смены инструмента автооператор, 28 посредством захвата 36 переносит инструментальный блок 3 в зажимное .. устройство 6, установленное на рабо- чих салазках 2,при этом прижимные элементы 7 проходят сквозь пазы 21. После установки инструментального блока 3 элементы крепления производят его фиксацию. 9 ил.
линдр 17, на штоке 18 которого установлена полумуфта 19 и пружина 20.
На сменных инструментальных блоках выполнены пазы 21 с шагом, рав- ным шагу расположения элементов крепления 7, а также имеются элемент фиксации 22 с выступом 23 и отверстием 24, хвостовик 25 с пазом 26 и установочный палец 27. Станок снабжен
автооператором 28, который содержит цилиндр 29, ползушку 30, соединенную с захватньзм устройством 31, включающим штангу 32 с пазом 33, цилиндр 34, на.штоке 35 которого установлен захват 36 с элементом фиксации 37, выполненным в виде выступа. Сменные ин- стрзт 1ентальные блоки 3 размещены в магазине 38,включающем стойку 39 со штырями 40 и отверстиями 41 и связанным с механизмом поворота 42.
Станок работает следующим образом. При включении рабо чего цикла ци- линдр 29 перемещает ползушку 30 и захватное устройство 31 к магазину
38. Захват 36 охват)гаает хвостовик 25 инструментального, блока 3. Затем стойка 39 магазина 38. опускается и элемент фиксации 37 захвата 36 входит в паз 26 инструментального блока 3,
а выступ 23 элемента фиксации 22 инструментального блока 3 входит в паз 33 штанги 32. Одновременно с этим штырь 40 магазина 38 выходит из отверстия 24 элемента ф 1ксации 22, а
установочный палец 27 г из отверстия 41 магазина 38. После этого зафикси- рованньм инструментальный блок 3 переносится автооператором 28 в зажимное устройство 6, при этом элементы
крепления 7 беспрепитгственно проходят сквозь пазы 21. Затем цилиндр
34 перемещает инструментальный блок 3 вверх до упора 14, пазы 21 смещаются относительно элемента крепления 7, после чего включаются двигатели 15, передающие вращение полумуфтам 19, которые цилиндры 17 перемещают до сцепления с полумуфтами 13 жестко связанными с винтами 11. Вра- ;Щаясь, винты 11 перемещают гайки 12 с шарнирно связанными с ними элементами крепления 7, при этом одним концом элемент 7 прижимает инструментальный блок 3 к боковой поверхности зажимного устройства 6, а вторым через толкатель 9 и элемент крепления 8 - к опорной поверхности, перпендикулярной боковой. После этого цилиндр 34 опускает захват 36, осво бождая хвостовик 25 инструментального блока 3, и ползушка 30 с захватным устройством 31 перемещается в исходное положение, а полумуфты 13 и 19 разъединяются и двигатели 15 отключаются. I
, После этого происходит подвод стола 4 с обрабатываемым изделием 5 и рабочие салазки 2 с инструментальным блоком 3 совершают процесс резания.
Для смены инструментального блока 3 стол 4 с обрабатываемым изделием 5 отходит от ннстрз ментального блока автооператор 28 перемещает захватное устройство 31 вправо, захват 36 смещается вверх, подхватывая хвостовик 25 инструментального .блока, при этом элемент фиксации 37 входит в паз 26 инструментального блока 3, а выступ
23 входит в паз 33 штанги 32 Включаются двигатели 15, передающие обратное вращение полумуфтам 19, ци5 линдры 17 перемещают их до сцепления с полумуфтами 13, а винты 11, перемещая элементы крепления 7 и 8, освобождают инструментальный блок 3. Цилиндр 34 опускает захват 36 с инстру0 ментальным блоком и автооператор 28 переносит инструментальный блок 3 к магазину 28. Стойка 39 магазина 38 поднимается, при этом штырь 40 входит в отверстие 24, а установочный
5 палец 27 - в отверстие 41, причем элемент фиксации 37 выходит из паза 26, а выступ 23 - из паза 33. Инстру ментальный блок 3 установлен на свое место в инструментальном магазине 38. Автооператор 28 возвращается в исходное положение, а механизм поворота 42 поворачивает магазин 38, подводя следующий инструментальный блок в положение захвата, после чего
процесс повторяется. X
Формула из об.ре тения
0
5
Вертикально-протяжной станок для наружного протягивания, содержащий рабочие салазки с элементами для крепления сменных инструментальных блоков, расположенных в магазине, отличающийся тем, что, с целью повыщения производительности при многопроходной обработке, на сменных инструментальных блоках выполнены пазы с шагом, равным шагу расположения элементов крепления на рабочих салазках.
Sif
П730 28
11/// /
25
Lis. Г
фие.2
QudA
8ufff(
фи&4
6-6
.5
SI
BudJ
СРиз. 7
Вид Г
0
25
Z1
JJ
тьН
J-Л J
тгр: г/
YZZZ/ZZ
д-д
23 2
е
-Й/г.У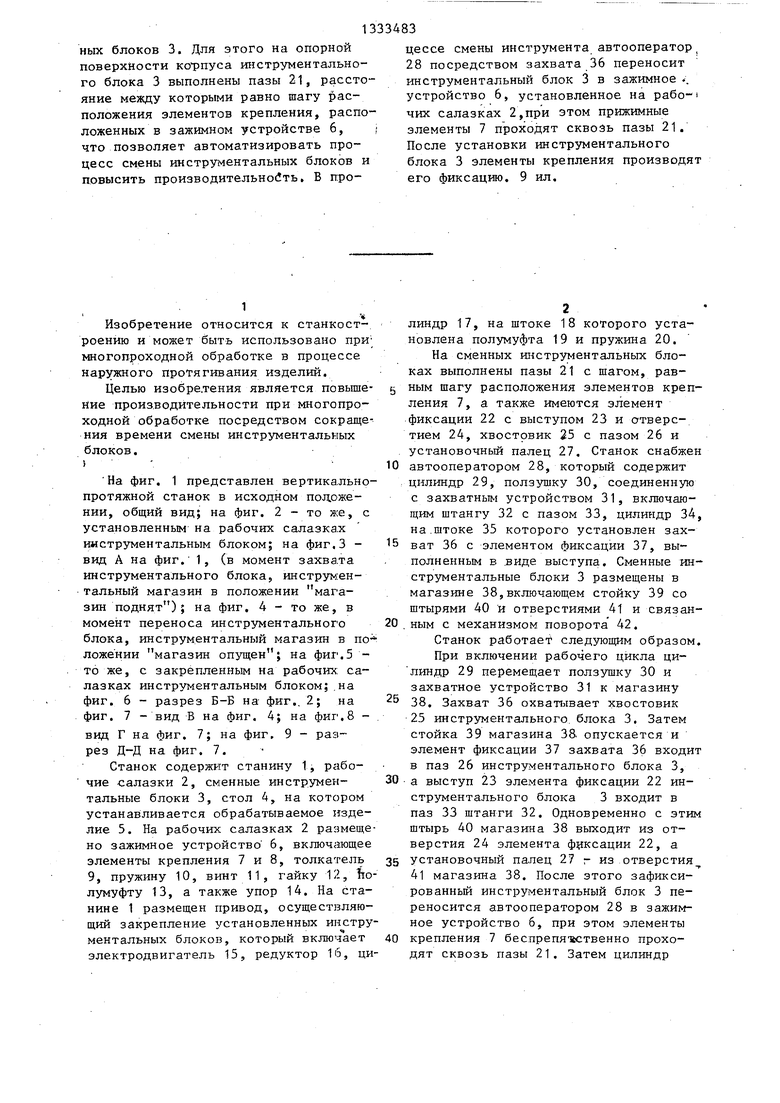
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления держателей инструмента | 1989 |
|
SU1673321A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многооперационный станок | 1984 |
|
SU1362394A3 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Устройство автоматической смены инструмента | 1989 |
|
SU1668095A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
Изобретение относится к станкостроению и может быть использовано при многопроходной обработке в процессе наружного протягивания изделий. Цель изобретения состоит в повышении производительности за счет сокращения времени смены инструменталь00 СА: 00 00 со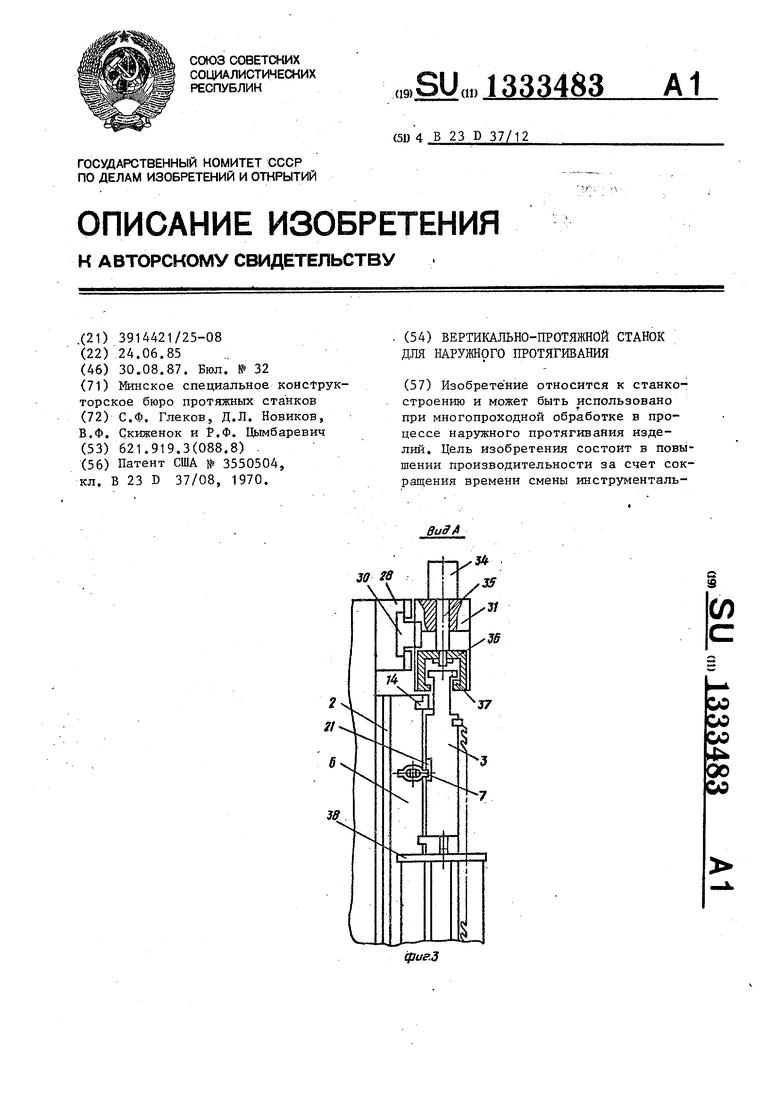
Редактор Н. Горват
Составитель Ю. Техред М.Дндык
Заказ 3907/12Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Косква, Ж-35, Рауш-кая наб.., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Зимокосов
| Патент США № 3550504, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
