10
20
25
Изобретение относится к станке- строению и может быть использовано ля механической обработки деталей типа тел вращения.
Цель изобретения - упрощение конструкции и сокращение времени смены нструмента.
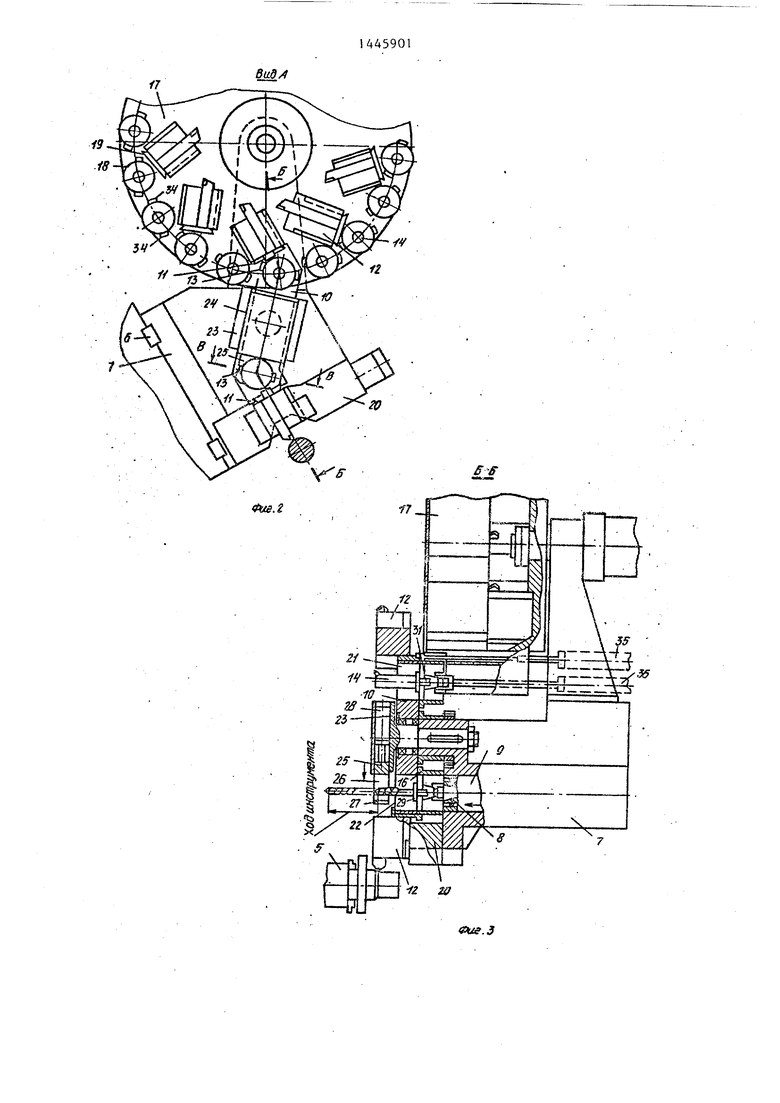
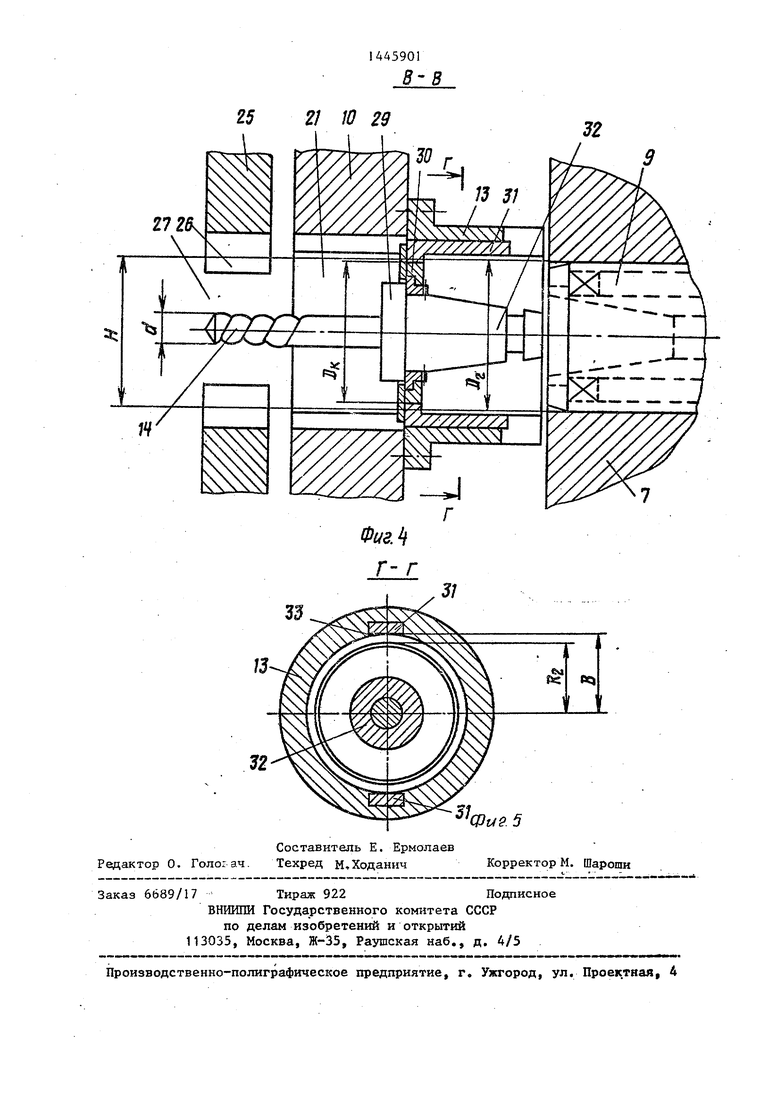
На фиг. 1 изображен станок, общий Зид; на фиг. 2 - вид А на фиг,1; на иг. 3 - сечение Б-Б на фиг. 2; на иг.4 - сечение В-В на фиг.2; на иг. 5 - сечение Г-Г на фиг.А,
Станок содержит части 1 и 2 станины. На поперечных наклонных направ- 15 яющих 3 части I станины установлена пиндельная бабка 4 изделия с патроном 5. На продольных направляющих 6 асти 2 станины установлен суппорт 7, на котором смонтированы инструмен- тапьньй шпиндель 8 в выдвижной гильзе 9 и двуплечийповоротный автооператор 10, Последний имеет гнезда 11 под инструмент 12 для токарной обработки, размещенные на концах его плеч, и гнезда 13 под инструмент 14 , дпя фрезерной обработки, расположен- ные между гнездами 11 и осью 15 поворота на его задней торцовой поверхности 16.
Станок имеет магазин 17, в котором размещены комплекты инстр -ментов 12 и 34, причем набор инструмента для фрезерной обработки установлен ..в гнездах 18, размещенных на периферии r гнезд 19 дпя инструмента 12 токарной обработки.
На суторте 7 установлено зажимное приспособление 20 для базирования и закрепления инструмента 12 в рабо- 40 чей позиции. Гнездо 13 на. плече автооператора 10 в его рабочей позиции установлено соосно со шпяеделем 8, а в позиции перегрузки -. соосно с гнездом 8 магазина 17, Для свободного прохода гильзы 9 через автооператор 10 в последнем выполнено отверстие 2 ,
На выступающей относительно передней поверхности 22 автооператора 10 торцовой части 23 его оси 15 в радиальных направляющих 24 установлена планка 25 с отверстием 26 и сквозгсым 27, причем диаметр отверстия 26 равен диаметру гильзы 9, а ширина паза 27 больше диаметра инстрзгмента 14 фрезерной обработки. Планка 25 может перемещаться по направляющим 24 : с помощью гидроцилиндра 28.
30 .
45
50
55
0
0
5
5
r
0
Держатель 29 и нструмента 14 снабжен кольцом 30, на котором закреплены шпонки 3, выступающие со стороны хвостовика 32 держателя 29, выполненные с возможностью установки в на-: правлягащне пазы 33 гнезд 13 .автооператора 10 и пазы 34 гнезд 18 магазина 17, причем наружньй диаметр D кольца 30 меньше диаметра D гильзы (фиг. 4 и 5), а расстояние от про-- дольной оси держателя 29 до выступающей части шпонки 31 В больше радиуса гильзы 9 шпинделя 8. При этом обеспечивается возможность подвода шпинделя 8 непосредственно к кольцу 30 и проход последнего через отверстие 26 планки 25. Обмен инструментом между авуооператором 10 .и магазином 17 осуществляется перегружателями 35 и 36.
Станок работает следую1цим образом.
По сигналу Смена инструмента автооператор. 10 поворачивается на оси 15 на 80 и переносит инструмент 12 токарноГ обработки и инструмент 14 для фрезерной обработки в рабочую позицию, где инструмент 12 зажимает0 ск в приспособлении 20, а инструмент 14, находящийся в гнезде 13, оказывается соосным со шпинделем 8. . -Ипгнка 25 во время поворота автооператора 10 находится .в крайнем нерабочем положении и не мешает повороту. После обработки детали, зажатой в патроне 5, инструментом 12 производится отвод суппорта 7 от детали и перемещение последней подачей шпин-; дельной бабки 4 в направлении к шпинделю 8. Планка 25 перемещается гидроцилиндром 28 в крайнее рабочее положение, шпиндель 8 с гильзой 9. выдвигается по направлению к детали и за5 бирает вращаюшийся инструмент 14 из гнезда 13 автооператора 10. Вращающийся И;«струмент 14 зажимается в конце шпинделя 8 и выводится в рабочую позицию, при зтом гильза 9 шпинделя 8 .заходит в отверстие 26 план-: ки 25., увеличивая жесткость шпинделя 8.
0
После обработки детали инстр умен- том 14 (фрезерование) производится отвод шпинделя в корпус суппорта 7, инструмент 14 возвращается в гнездо 13, планка 25 вновь занимает крайнее нерабочее положение.
Расположение гнезд 13 инструмента 14 для фрезерной обработки в промежутке между гнездом 11 для инструмента 12 токарной обработке и осью 15 обеспечивает минимальное удаление инструментов 12 и 14 друг от друга, а благодаря размещению гнезд 13 на задней торцовой поверхности 1.6 автооператора 10 отвод инструмента 14. осуществляется в направлении от детали и для последующего поворота автооператора 1 О требуется минимальное перемещение суппорта 7, что сокращает время смены инструмента.
Во время обработки, детали инструментом, находяощмся в рабочей позиции, в плечо автооператора 10, расположенное в позиции перегрузки с помощью позиционирования магазина 17 и перемещения наконечников перегружателей 35 и 36, производится установка инструмента, необходимого для дальнейшей работы.
Конструкция.держателя 29 инструмента I4 для фрезерной обработки обеспечивает надежную фиксацию его в гнездах автооператора 10 и магазина -17, свободный проход держателя 29 через отверстие 26 планки 25, а также уменьшениа оселых габаритов суппорта 7 и, следовательно., станка, так как в держателе обеспечивается совмещение в осевом направлении фиксирующих элементов шпонок 31 и хвос- ; тоника 32 держателя 29.
Формула изобретения
1. Многооперационный станок с устройством автоматической смены инструментов , содержащий станину, шпиндельную бабку с суппортом, установленные на станине с возможностью перемещения во взаимноперпендикулярных направлениях, смонтированные на суппорте подвижный в направлении своей оси поворота инструментальный шпиндель с выдвижной гильзой; комплекты инструментов для токарной и фрезерной обработок , двуплечий поворотный автоопера-
тор с гнездами под инструменты дпя токарной обработки, размещенными на концах его плеч, и инструментальный магазин с гнездами под инструменты для токарной обработки, отличающийся тем, что, с цепью упрощения конструкции и сокращения времени смены инструментов, каждое
плечо автооператора снабжено дополнительным гнездом под инструменты для фрезерной обработки, расположенным между гнездом инструментов для токарной обработки и осью поворота авто5 оператора, причем комплект инструментов для фрезерной обработки установлен в дополнительных гнездах, выпол ненньгх в магазине инструментов для токарной обработки и расположенных
Q с возможностью совмещения их осей при смене инструментов с осью соответст вующего гнезда автооператора.
2.Станок по п. 1, о т л и ч а ю щ и и с я тем, что он снабжен под5 вижной от соответствующего привода планкой, установленной в радиальных относительно оси поворота автооператора направляющих, выполненных на торцовой части этой оси, причем .в
0 планке выполнены отверстие под гильзу шпинделя и сквозной паз для прохода инструмента.
3.Станок по пп. 1 и 2, о т л И - ч ающийся тем, что каждый ии струмент для фрезерной обработки : выполнен с держателем в виде кольца, охватывающего цилиндрический участок хвостовой части -инструмента, и за- 0 крепленных на этом кольце шпонок,-.. расположенных вдоль хвостовой части, причем кольцо выполнено с наружным диаметром, меньшим диаметра отверстия планки, а шпонки расположены от с оси инструмента на расстоянии, большем радиуса наружной поверхности Гальзы шпинделя, при этом гнезда магазина и автооператора выполнены с соответствующими направляющими пазами под шпонки держателей.
ff
ff-ff

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Токарный станок с устройством для автоматической смены инструментов | 1986 |
|
SU1431913A1 |
| Токарный вертикальный станок с ЧПУ и устройством автоматической смены инструмента | 1988 |
|
SU1636180A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| Устройство для автоматической смены инструмента на токарном станке | 1976 |
|
SU663279A3 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
Изобретение относится к станкостроению и может быть использовано для механической обработки деталей типа тел вращения. Цель изобретения - упрощение конструкции и сокращение времени смены инструмента. Для этого станок, содержащий части станииь 1 и 2, на которых установлены шпиндельная бабка изделия 4 с патроном 5 и суппорт 7, продольно-подвижньм шпиндель В в. выдвижной гильзе 9, имеет двуплечий поворотный автооператор 10 с гнездами 11 под инструменты I2 для токарной обработки и с гнезд. 13 под инструменты 14 для фрезерной обработки, магазин 17, в котором размещены комплекты инструментов для фрезерной и токарной обработок. Набор инструмента фрезерной обработки установлен в гнездах магазина, разме- . щенных на периферии относительно гнезд для инструментов 12 токарной обработки. Гнездо 13 на плече авто оператора 10 в его рабочей позиции устанавливается соосно со шпинделем 8, а в позиции перегрузки - соосно с гнездом магазина 17. На оси 15 автооператора 10 в радиальных направляющих установлена планка с отверстием под гильзу 9 шпинделя 8, в этом отверстии выполнен паз для прохода через него инструмента 14. 2 з.п, ф-лы, 5 ил. ff. о Фие.}
ш.1
iJ
32
1445901
8 В
32
SI
.5
| Многооперационный станок | 1979 |
|
SU933372A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
