113
Изобретемте относится к металлообработке, а именно к устройствам ;для подвода СОЖ к абразивному инструменту.
- Целью изобретения является повышение эффективности охлаждения при обработке набором последовательно установленных инструментов за счет обеспечения подвода к каждому инструменту набора оптимального количества СОЖ.
На фиг, 1 представлено ус-тройство, общая схема; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит набор абразивных инструментов, фланцы 1, 2 и 3 которых установлены на шпинделе 4 и закреплены гайкой 5. Между фланцами 15 2 и 3 установлены абразивные круги 6, 7 и 8, которые могут быть вы- HonHejibi в виде сегментов Под каждым из кругов 6-8 между фланцами 1-3 образованы полости 9, 10 и П. На фланце 3 установлена коническая воронка 12, В стенках фланцев 2 и 3 размещены соосно установленные втулки 13 и 14 таким образом, что между их торцами образован регулируемый зазор h. Втулка 14 установлена во фланце с возможностью относительного осевого перемещения. Устройство содержит также узел подачи СОЖ„ вьшол- иенный в виде неподвижного корпуса 15 с каналом 16 для СОЖ и гильзы 17,, охватывающей корпус 5 с возможностью осевого перемещения с образованием зазора I8 с наружной поверхностью конической воронки 12,
Устройство работает следующим образом,
СОЖ поступает по каналу 16 в полость 11, где разделяется на два потока, один из которых через зазор 18 попадает к кругу 8j а второй - во
5
втулку 13, Поток СОЖ через втулку 13 попадает в полость 10 и через втулку 14 - в полость 9. Регулируя перемещением гильзы 7 зазор 18, обеспечивают попадание минимально необходимого количества СОЖ в полость 11.
Перемещая втулку 14, регулируют торцовый зазор h таким образом, чтобы в полости 9 и 10 попадало минимально необходимое количество СОЖ. В случае применения сплошных кругов 6, 7 и 8 СОЖ в зону резания попадает через поры круга, а при прерывистых
кругах - через отверстия 19,
Формула изобретения
Устройство для подвода смазочно- охлаждакщей жидкости (СОЖ) к абразивному инстр т 1енту, закрепляемому посредством фланцев, образующих полость для СОЖ, на одном из которых установ- лена коническая.воронка, предназначенная для подвода СОЖ в указанную полость и связанная с узлом подачи СОЖ, отличающееся тем, что, с целью повьшения эффективности охлаждения при обработке набором последовательно установленных инструментов, узел подачи СОЖ выполнен в виде неподвижного корпуса с каналом Д.ЛЯ СОЖ и гильзы, охватывающей корпус и установленной с возможностью осевого перемещения с образованием
зазора с наружной поверхностью конической воронки, при этом указанная полость связана с остальными полостями, образованными фланцами под каждым из кругов набора, посредством
введенных в устройство и закрепленных в стенках фланцев втулок, соосно установленных д)уг относительного друга с торцовым зазором и возможностью относительного осевого перемещения.
±11
(р(/г.2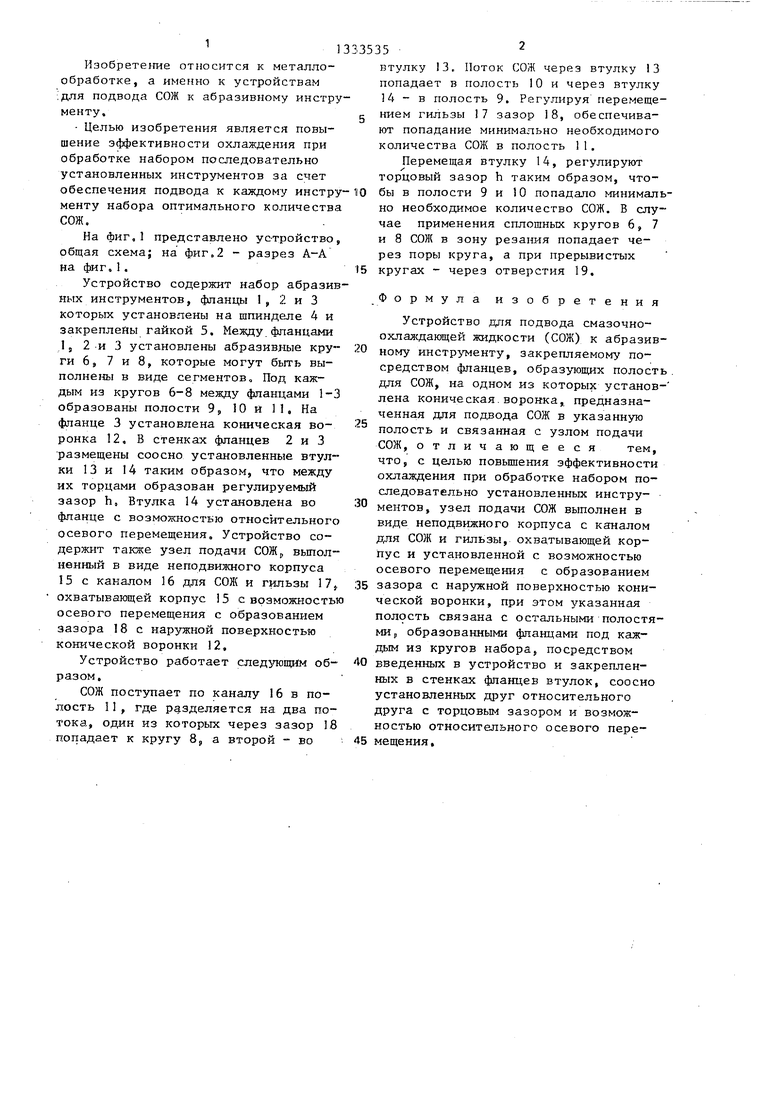
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| Устройство для комбинированной подачи смазочно-охлаждающей жидкости в зону резания через поры шлифовального круга | 1984 |
|
SU1225775A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| Шлифовальная головка | 1977 |
|
SU929406A1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2188120C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания | 1985 |
|
SU1301641A1 |
Изобретение относится к металлообработке , а именно к устройству для подвода СОЖ к абразивному инструменту. Целью изобретения является повышение эффективности охлаждения при обработке набором последовательно установленных инструментов, СОЖ по каналу 16 в корпусе 15 попадает в полость 11 между фланцами 2 и 3, где разделяется воронка 12 на два потока, один из которых через регулируемый с помощью гильзы 17 зазор 18 между гильзой 17 и/воронкой |2 подгадает, под круг 8, а другой - через втулку 13 и зазор h в полость 10, а через втул- 1ку 14 - в полость 9, Зазор h регулируется перемещением втулки 14 во фланце 2. 2 ил. 1 (Л 00 00 00 СП 00 ел Фиа./
| Худобин Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| М,: Машиностроение, 1977, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
